9
ROZDZIAŁ 2 OPIS
2.1 Wstęp
Źródło zasilające EPP jest przeznaczone do zasilania urządzeń do znakowania i zmechanizowanego szybkiego
cięcia plazmowego. Może być stosowane wraz z innymi produktami ESAB, takimi jak palniki PT-15, PT-19XLS, PT-
600 i PT-36 oraz skomputeryzowanym systemem regulacji przepływu gazu Smart Flow II.
• Zakres od 10 do 100 A dla znakowania w przedziale niskich prądów
• Zakres od 50 do 450 A dla cięcia w przedziale wysokich prądów
• Zakres od 35 do 100 A dla cięcia w przedziale niskich prądów
• Wymuszone chłodzenie powietrzem
• Półprzewodnikowy zasilacz DC
• Zabezpieczenie napięcia wejściowego
• Lokalny lub zdalny panel sterujący
• Ochrona głównego transformatora i półprzewodników mocy wyłącznikiem termicznym
• Ucha do podnoszenia lub prześwit w podstawie do transportu wózkiem widłowym
• Możliwość zwiększenia wydajności prądowej poprzez równoległe połączenie ze źródłem dodatko-
wym.
2.2 Charakterystyki ogólne
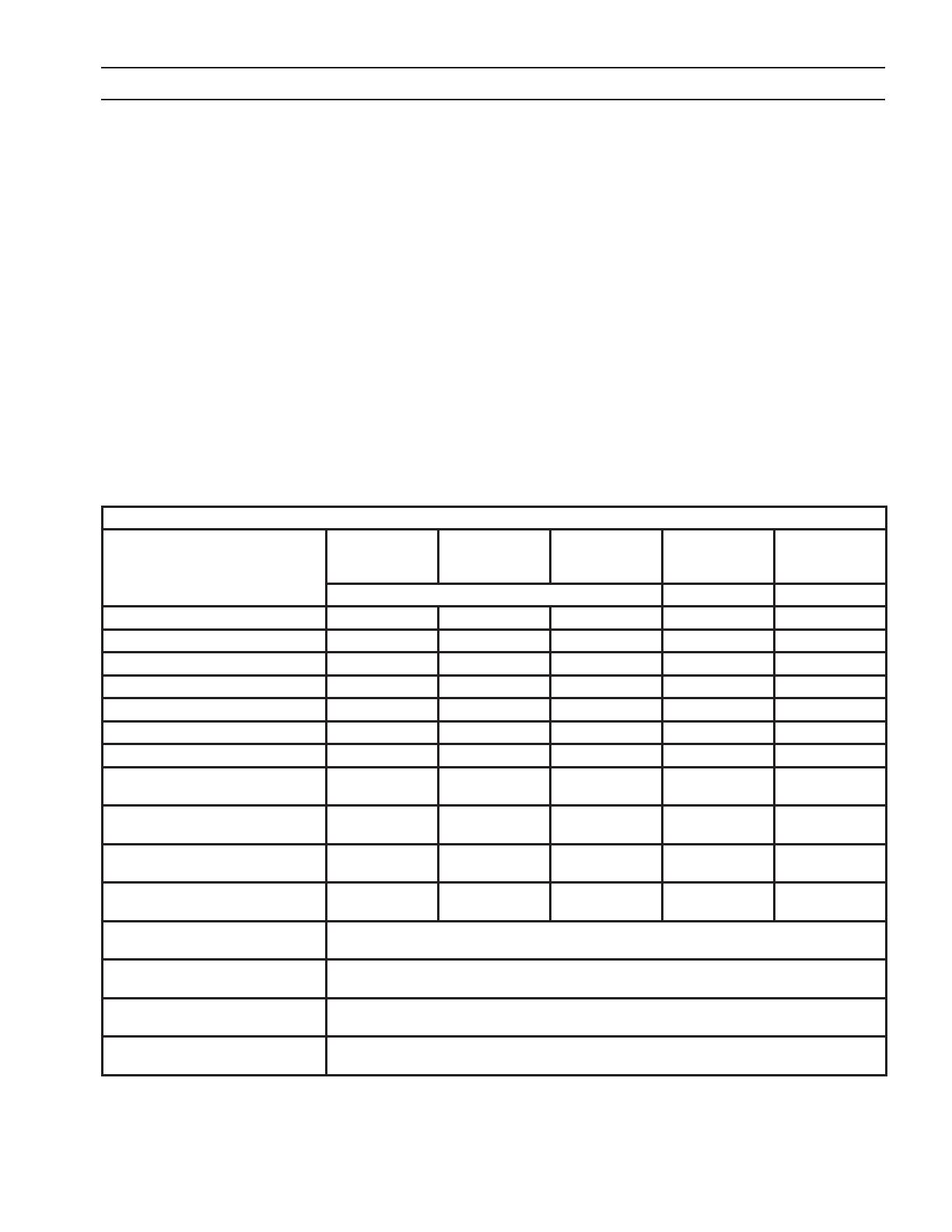
Parametry wejściowe i wyjściowe EPP-450
Nr części
EPP-450
380 V 50/60 Hz
380 V TAPS
EPP-450
380 V 50/60 Hz
400 V TAPS
EPP-450
400 V 50/60 Hz
EPP-450
460 V 60 Hz
EPP-450
575 V 60 Hz
0558007730 0558007731 0558007732
Napięcie zasilania (3 fazy) 380 V AC 380 V AC 400 V AC 460 V AC 575 V AC
Prąd zasilania (3 fazy) 167 A RMS 167 A RMS 159 A RMS 138 A RMS 110 A RMS
Częstotliwość zasilania 50/60 Hz 50/60 Hz 50/60 Hz 60 Hz 60 Hz
Moc pozorna pobierana 109,9 kVA 109,9 kVA 110,2 kVA 110,0 k VA 109,6 kVA
Moc czynna pobierana 98,9 kW 98,9 kW 99,1 kW 99,0 kW 98,6 kW
Współczynnik mocy pobieranej 90% 90% 90% 90% 90%
Zalecane kable zasilające *2/0 AWG *2/0 AWG *2/0 AWG *1/0 AWG *2/0 AWG
Zalecane bezpieczniki w linii
zasilania
200 A 200 A 200 A 200 A 150 A
Napięcie stanu jałowego (OC V)
(cięcie przy wysokich prądach)
430 V DC 406 V DC 427 V DC 431 V DC 431 V DC
Napięcie stanu jałowego (OC V)
(cięcie przy niskich prądach)
414 V DC 393 V DC 413 V DC 415 V DC 415 V DC
Napięcie stanu jałowego (OC V)
(znakowanie)
360 V DC 342 V DC 369 V DC 360 V DC 360 V DC
Zakres wysokich prądów dla
cięcia (cykl roboczy 100%)
Od 50 A przy 100 V do 450 A przy 200 V
Zakres niskich prądów dla cięcia
(cykl roboczy 100%)
Od 35 A przy 94 V do 100 A przy 120 V
Zakres niskich prądów dla zna-
kowania (cykl roboczy 100%)
Od 10 A przy 84 V do 100 A przy 120 V
Moc wyjściowa (cykl roboczy
100%)
90 kW
* Wartości bezpieczników zgodne z amerykańskimi przepisami NEC dla temp. 90°C standardowego przewodu miedzia-
nego w temp. otoczenia 40°C. Dopuszcza się maksymalnie trzy przewody w kanale kablowym lub kablu. Jeżeli lokalne
przepisy stanowią inaczej, dobrać przekroje i wartości zgodnie z nimi.




















 F F BIS-413M 24V Instrukcja obsługi
F F BIS-413M 24V Instrukcja obsługi