ESAB M3® Plasma System Interconnection m3 G2 Plasma System Instrukcja obsługi
- Typ
- Instrukcja obsługi

Połączenia systemu
System cięcia plazmowego m3 G2
Podręcznik obsługi systemu
0558011609 06/2014

Sprzęt ten będzie funkcjonował zgodnie z opisem zawartym w niniejszej instrukcji obsługi oraz zgodnie
z dołączonymi etykietkami i/lub wkładkami jeśli instalacja, praca, konserwacja oraz naprawy przeprowadzane
będą zgodnie z dostarczonymi instrukcjami. Sprzęt musi być okresowo sprawdzany. Nie należy używać sprzętu
działającego wadliwie lub niewłaściwie konserwowanego. Części zepsute, brakujące, zużyte, odkształcone
lub zanieczyszczone muszą być niezwłocznie wymienione. Producent zaleca wystosowanie telefonicznej lub
pisemnej prośby o poradę do autoryzowanego dystrybutora, od którego został zakupiony sprzęt, czy naprawa
lub wymiana części jest konieczna.
Nie należy przerabiać całego sprzętu ani żadnej z jego części składowych bez uprzedniego pisemnego zez-
wolenia producenta. Użytkownik ponosi wyłączną odpowiedzialność za jakiekolwiek usterki spowodowane
niewłaściwym użytkowaniem, wadliwą konserwacją, uszkodzeniem, niewłaściwą naprawą lub przeróbkami nie
przeprowadzonymi przez producenta lub przez osoby przez niego wyznaczone.
NALEŻY SIĘ UPEWNIĆ, ŻE OPERATOR OTRZYMA
PONIŻSZE INFORMACJE.
MOŻNA OTRZYMAĆ DODATKOWE KOPIE OD DOSTAWCY.
Niniejsze INSTRUKCJE są przeznaczone dla doświadczonych operatorów. W przypadku
niepełnego obeznania z zasadami działania oraz z praktykami bezpieczeństwa związanymi
ze spawaniem łukowym oraz dotyczącymi sprzętu służącego do cięcia, wskazane jest
przeczytanie naszej broszury „Środki oraz praktyki bezpieczeństwa podczas łukowego
spawania, cięcia oraz żłobienia”, formularz 52-529. Osobom niewykwalikowanym NIE zez-
wala się na instalowanie, obsługiwanie ani dokonywanie konserwacji niniejszego sprzętu.
NIE wolno rozpoczynać instalacji lub pracy ze sprzętem bez uprzedniego przeczytania oraz
całkowitego zrozumienia niniejszych instrukcji. W przypadku niecałkowitego zrozumie-
nia niniejszych instrukcji, należy skontaktować się z dostawcą w celu uzyskania dalszych
informacji. Przed rozpoczęciem instalacji lub pracy ze sprzętem należy zapoznać się ze
Środkami ostrożności.
PRZESTROGA
ODPOWIEDZIALNOŚĆ UŻYTKOWNIKA
NALEŻY PRZECZYTAĆ ORAZ ZROZUMIEĆ INSTRUKCJĘ OBSŁUGI PRZED INSTALOWANIEM
LUB PRACĄ. CHROŃ SIEBIE I INNYCH!

SPIS TREŚCI
1.0 Środki ostrożności.....................................................................................5
2.0 Diagram połączeń systemu m3 CAN, wstęp i instalacja .................................................7
2.1 Zbiornik gazu osłonowego (0558010155) ........................................................8
2.2 Funkcje i cechy użytkowe ......................................................................11
2.3 Schemat ideowy przewodów...................................................................13
2.4 Schemat elektryczny ...........................................................................14
2.5 Połączenia.....................................................................................15
2.6 Rozwiązywanie problemów ....................................................................16
2.7 Części zamienne ...............................................................................16
3.0 Mieszalnik gazu plazmowego (0558010156)...........................................................19
3.1 Funkcje i cechy użytkowe ......................................................................21
3.2 Schemat ideowy przewodów.................................................................. 23
3.3 Schemat elektryczny ...........................................................................24
3.4 Połączenia.................................................................................... 25
3.5 Rozwiązywanie problemów ................................................................... 25
4.0 Zdalny moduł rozrusznika łuku (0558008150) .........................................................27
4.1 Łącza źródła zasilania ......................................................................... 29
4.1 Łącza źródła zasilania (c.d.) .................................................................... 30
4.2 Złącza palnika .................................................................................31
4.3 Montaż zdalnego modułu rozrusznika łuku .....................................................33
4.4 Typowe/zalecane połączenie wyłącznika awaryjnego .......................................... 34
5.0 Węże i przewody.....................................................................................35
5.0 Węże i przewody (c.d.) ........................................................................ 36
5.0 Węże i przewody (c.d.) ........................................................................ 38
5.0 Węże i przewody (c.d.) ........................................................................ 40
6.0 Informacje ogólne .................................................................................. 43
6.1 Zakres ........................................................................................ 43
6.2 Dostępne opcje pakietu ...................................................................... 43
Część / Tytuł Str.

4
SPIS TREŚCI
Część / Tytuł Str.
6.4 Akcesoria opcjonalne:.........................................................................44
6.4.1 Zestawy eksploatacyjne do palnika PT-36...................................................... 45
6.5 Specykacje techniczne PT-36 .................................................................47
6.5.1 Zalecane regulatory............................................................................47
6.5.2 Specykacje techniczne palnika PT-36 ......................................................... 48
6.6 Podłączanie palnika do systemu plazmowego ................................................. 49
6.6.1 Podłączanie zdalnego modułu rozrusznika łuku ............................................... 49
6.7 Montowanie palnika na maszynie ............................................................ 50
6.8 Konguracja ...................................................................................53
6.8.1 Cięcie lustrzane................................................................................53
6.9 Jakość cięcia ..................................................................................53
6.9.1 Wstęp .........................................................................................53
6.9.2 Kąt cięcia ..................................................................................... 54
6.9.3 Płaskość cięcia .................................................................................55
6.9.4 Wykończenie powierzchni .................................................................... 56
6.9.5 Żużel ......................................................................................... 56
6.9.6. Dokładność wymiarowa....................................................................... 57
6.10 Przepływy w palniku ........................................................................ 58
6.11 Wstęp ........................................................................................59
6.12 Demontaż przedniej części palnika .............................................................59
6.13 Montaż przedniej części palnika ............................................................... 62
6.13.1 Montaż przedniej części palnika z użyciem szybkoładowacza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
6.14 Demontaż przedniej części palnika (do grubych płyt produkcyjnych) ........................... 64
6.15 Montaż przedniej części palnika (do grubych płyt produkcyjnych) ...............................67
6.16 Konserwacja korpusu palnika ................................................................ 69
6.17 Wyjmowanie i wymiana korpusu palnika........................................................70
6.18 Krótszy okres żywotności .................................................................... 72
6.19 Części zamienne ...............................................................................75
6.19.1 Informacje ogólne .............................................................................75
6.19.2 Zamawianie ...................................................................................75

5
ROZDZIAŁ 1 ŚRODKI OSTROŻNOŚCI
1.0 Środki ostrożności
Użytkownicy sprzętu do spawania oraz cięcia plazmowego posiadają obowiązek upewnienia się, że każdy, kto
pracuje ze sprzętem lub w jego pobliżu zachowuje wszystkie stosowne środki ostrożności. Środki ostrożności
muszą spełniać wymagania dotyczące tego typu sprzętu do spawania oraz do cięcia plazmowego. Oprócz
standardowych regulacji dotyczących miejsca pracy należy przestrzegać poniższych zaleceń.
Całość prac musi być wykonywana przez wykwalikowany personel dobrze zaznajomiony z działaniem sprzętu
do spawania i cięcia plazmowego. Niewłaściwa obsługa sprzętu może doprowadzić do niebezpiecznych sytuacji,
które mogą skutkować zranieniem operatora oraz uszkodzeniem sprzętu.
1. Każda osoba używająca sprzętu do spawania lub cięcia plazmowego musi być obeznana z:
– jego obsługą
– umiejscowieniem wyłączników bezpieczeństwa
– jego funkcjonowaniem
– odpowiednimi środkami ostrożności
– spawaniem i / lub cięciem plazmowym
2. Operator musi upewnić się, że:
– w miejscu, gdzie znajduje się sprzęt, w chwili jego uruchamiania, nie przybywa żadna
nieuprawniona osoba.
– każdy posiada odpowiednią ochronę w momencie zapalania łuku.
3. Miejsce pracy musi:
– być odpowiednie dla danego celu
– być wolne od przeciągów
4. Osobiste wyposażenie bezpieczeństwa (ochronne):
– Należy zawsze nosić zalecane osobiste wyposażenie ochronne, takie jak okulary ochronne, ognioodporne
ubranie, rękawice ochronne.
– Nie wolno nosić luźnych części ubioru, takich jak szaliki, oraz bransoletek, pierścionków itp., które mogą
zostać uwięzione lub mogą spowodować poparzenia.
5. Ogólne środki ostrożności:
– Należy upewnić się, że przewód powrotny jest bezpiecznie podłączony.
– Praca ze sprzętem pod wysokim napięciem może być wykonywana wyłącznie przez wykwalikowanego
elektryka.
– W pobliżu miejsca pracy musi znajdować się odpowiedni, wyraźnie oznaczony sprzęt przeciwpożarowy.
– Nie wolno smarować oraz przeprowadzać konserwacji sprzętu w trakcie jego działania.
Kod IP wskazuje klasę obudowy, to znaczy stopień ochrony przed penetracją ciał stałych i wody. Zapewniona
jest ochrona przed dotknięciami palcem, penetracją ciał stałych większych niż 12 mm oraz przed rozpryskami
wody pod kątem do 60 stopni od pionu. Wyposażenie oznaczone IP23S może być przechowywane na zewnątrz,
ale nie zostało zaprojektowane z myślą o używaniu na zewnątrz, chyba że będzie pracować pod zadaszeniem.
Klasa obudowy
15°
Maksymalne
dopuszczalne
pochylenie
UWAGA
Jeżeli urządzenie zostanie umieszczone na
powierzchni nachylonej pod kątem więk-
szym niż 15°, może się ono przewrócić. Może
dojść do obrażeń ciała oraz/lub poważnych
uszkodzeń urządzenia.

6
ROZDZIAŁ 1 ŚRODKI OSTROŻNOŚCI
SPAWANIE ORAZ CIĘCIE PLAZMOWE MOŻE SPOWODOWAĆ OBRAŻENIA
ZARÓWNO OPERATORA JAK I OSÓB POSTRONNYCH. W TRAKCIE
SPAWANIA LUB CIĘCIA PLAZMOWEGO NALEŻY PRZEDSIĘWZIĄĆ
WSZELKIE ŚRODKI OSTROŻNOŚCI. NALEŻY ZAPYTAĆ O PRAKTYKI
BEZPIECZEŃSTWA PRACODAWCY, KTÓRE POWINNY BYĆ OPARTE NA
DANYCH DOTYCZĄCYCH RYZYKA PODANYCH PRZEZ PRODUCENTA.
PORAŻENIE PRĄDEM ELEKTRYCZNYM - Grozi śmiercią.
– Należy zainstalować oraz uziemić jednostkę do spawania lub cięcia plazmowego zgodnie z odpowied-
nimi standardami.
– Nie wolno dotykać części elektrycznych lub elektrod odsłoniętą skórą, wilgotnymi rękawicami lub wil-
gotnym ubraniem.
– Należy odizolować się od ziemi oraz od ciętego lub spawanego przedmiotu.
– Należy upewnić się, że stanowisko pracy jest bezpieczne.
OPARY ORAZ GAZY - Mogą stanowić zagrożenie dla zdrowia.
– Należy trzymać głowę jak najdalej od oparów.
– Należy użyć systemu wentylacji, systemu odprowadzania wyziewów na łuku lub obydwu tych syste-
mów w celu odprowadzania oparów oraz gazów daleko od obszaru oddychania oraz obszaru pracy.
PROMIENIOWANIE WYTWARZANE PODCZAS SPAWANIA - Może uszkodzić oczy oraz poparzyć skórę.
– Należy chronić oczy oraz całe ciało. Należy stosować właściwe ekrany do spawania / cięcia plazmowego
oraz odpowiednie ltry spawalnicze oraz nosić ubranie ochronne.
– Należy chronić osoby postronne poprzez stosowanie odpowiednich ekranów lub zasłon.
NIEBEZPIECZEŃSTWO POŻARU
– Iskry (rozpryski) mogą spowodować pożar. Z tego powodu należy się upewnić, że w pobliżu nie ma
żadnych łatwopalnych materiałów.
HAŁAS - Nadmierny hałas może uszkodzić słuch.
– Należy chronić uszy. Należy stosować osłony na uszy lub inną ochronę słuchu.
– Należy ostrzec osoby postronne o grożącym im ryzyku.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania należy zadzwonić do eksperta po pomoc.
NALEŻY PRZECZYTAĆ ORAZ ZROZUMIEĆ INSTRUKCJĘ OBSŁUGI PRZED INSTALOWANIEM
LUB PRACĄ. CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE
Ten produkt jest przeznaczony wyłącznie do cięcia łukiem pla-
zmowym. Jakiekolwiek inne zastosowanie może spowodować
obrażenia ciała oraz/lub uszkodzenia urządzenia.
UWAGA
UWAGA
W celu uniknięcia obrażeń ciała oraz/lub
uszkodzenia urządzenia, stosować pokaza-
ne metody i punkty podnoszenia.

7
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
2.0 Diagram połączeń systemu m3 CAN, wstęp i instalacja
Zasilacz
Cyrkulator chłodziwa CC-11
Kabel sterowania CC
Kabel sterowania PS i CC
Zewn. wyłącznik
awaryjny
(Musi wynosić 230 V,
jeśli używany jest AHC)
Zewn. 120/230 V
W
ejścia/wyjścia cyfrowe
do zewnętrznego CNC
Interfejs sterowania
CAN (1)
Kabel zasilania
Przewód łuku pomocniczego
Wąż doprowadzania chłodziwa
Wąż powrotny chłodziwa
CAN (5)
Przewód zasilania AHC/Uniesienie
CAN (2)
CAN (3)
CAN (4)
Kabel zasilania mieszalników gazu
Wąż przewodu powietrza
Wąż gazu osłonowego
Zasilanie
PG1 (Powietrze/N2/O2)
PG2 (Powietrze/N2/O2)
Powietrze
N2
O2
CH4
Sterowanie gazem
osłonowym
Wyłącznik awaryjny
CAN
Zespół rozrusznika łuku
Zasilanie, łuk pomocniczy, chłodziwo
Przewód VDR
Zasilanie
CAN
AHC / Uniesienie
(opcjonalnie)
Wąż przewodu powietrza
Wąż gazu osłonowego
Wąż gazu plazmowego
Regulator
gazu plazmowego
PG1
PG2
H35
Argon
CAN
Manual # 0558007865 - Rev.0 1/20 08
Service Manual
This manual provides service / troubleshooting
instructions for CC11 consoles beginning with
AORJ735024 models.
CC11
COOLANT
CI R C U L AT O R
PN 0 558 007515
Kurtyna
powietrzna
(opcjonalnie)
Vision 50P
Wąż przewodu
powietrza
H35
Argon

8
2.1 Zbiornik gazu osłonowego (0558010155)
Uwaga:
Patrz załączone tabele wszystkich dostępnych węży i kabli.
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
Oznaczenia lokatora komponentów zbiornika gazu osłonowego
Interfejs
sterowania
Vision 50P
CAN
Kabel zasilania
mieszalników gazu
Zasilanie
PG1 (Powietrze/N2/O2)
PG2 (Powietrze/N2/O2)
Powietrze
N2
O2
CH4
Regulator gazu
osłonowego
Mieszalnik
gazu
plazmowego
A
F
E
D
C
B
K
G
H
I
J
Oznaczenia lokatora komponentów
(Patrz następujące ilustracje komponentów)
L
H35
ARG
Kurtyna powietrzna
N
M
H35
ARG
Wąż przewodu powietrza
Wąż gazu osłonowego
PT-36 m3 CAN
Palnik
plazmowy/
Kurtyna
powietrzna

9
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
F
E
D
C
G
H
J
K
L
I
B
A
N
M

10
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
Wybierak napięcia
zasilania
(dojście do wybieraka
wymaga zdjęcia pokrywy)
Przed włączeniem zasilania systemu wybierak napięcia MUSI być
ustawiony na właściwe napięcie wejściowe (115 lub 230 wolt - ustawie-
niem domyślnym jest 230 wolt). Nieustawienie właściwego napięcia
może stać się przyczyną obrażeń ciała lub uszkodzenia urządzenia.
PRZESTROGA

11
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
Mieszalnik gazu osłonowego wybiera różne gazy (powietrze, N
2
, O
2
, CH
4
), aby wymieszać gaz osłonowy (SG), gaz
plazmowy 1 (PG1) i gaz plazmowy 2 (PG2). Dobór gazów jest wykonywany z grupy solenoidów zintegrowanych
na kolektorze. CNC wysyła polecenia obsługi wszystkich solenoidów przez magistralę CAN. Gaz wychodzący z
mieszalnika gazu osłonowego jest monitorowany i doprowadzany z powrotem przez magistralę CAN do CNC
w celu wykonania samodiagnostyki. Mieszalnik gazu osłonowego uruchamia również solenoid obsługi kurtyny
powietrznej.
Domyślne napięcie prądu wejściowego mieszalnika gazu osłonowego wynosi 230 VAC. Można jednak wybrać
prąd wejściowy mieszalnika gazu osłonowego 115 VAC i 230 VAC. Można to zrobić przestawiając przełącznik
prądu wejściowego, znajdujący się w mieszalniku gazu osłonowego. Mieszalnik gazu osłonowego podaje prąd
24 VDC i 24 VAC do mieszalnika gazu plazmowego.
2.2 Funkcje i cechy użytkowe
Uwaga:
Specykacje gazu podano
w instrukcji 0558008682,
podrozdział 7.1
Masa:
13,6 kg (30 funtów)
9.50”
(241,3 mm)
8.00”
(203,2 mm)
8.00”
(203,2 mm)
9.25”
(235,0 mm)
8.25”
(209,6 mm)
do dolnej
stopki
Uwaga:
Regulator ciśnienia jest fabrycznie
ustawiony dla stali węglowej na 2,8 bara
(40 psi). Do cięcia stali nierdzewnej lub
aluminium ciśnienie musi być ustawione
na 1,4 bara (20 psi).

12
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
9.50”
(241,3 mm)
5.75”
(146,0 mm)
0.50”
(12,7 mm)
0.313”
(8,0 mm)
0.281
(7,1 mm)
Lokalizacja otworów
płyty montażowej
zbiornika gazu osłonowego
(0558008794)
Lokalizacja otworów montażowych
zbiornika gazu osłonowego
(Widok od dołu)
4.25”
(108,0 mm)
1.75”
(44,5 mm)
5.00”
(127,0 mm)
2.25”
(57, 2 mm)
M6-1

13
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
SG1
SG2
SG
PV1
PV2
N2
O2
CH4
O2
N2
O2
N2
S2,2
S2,1
S3,2
S3,1
S0,1
S0,2
S0,3
S1,1
S1,2
S1,3
Powietrze
N2
O2
CH4
Powietrze
PG1
PG2
Kurtyna powietrzna
PT = przetwornik ciśnienia
PV = zawór proporcjonalny
P
1
P
2
∆P
P
1
P
2
∆P
PT
S4,1
2.3 Schemat ideowy przewodów
Powietrze
Powietrze
Powietrze
Powietrze

14
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
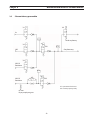
2.4 Schemat elektryczny
24 VDC
AC2
AC1
+24 VDC
Zł. 6
Regulator
1
3
2
4
DC Com
CO 11
LED 2
LED 1
2
6
4
8
1
5
3
7
10
14
12
16
9
13
11
15
Zł. 3
1
3
Bezpiecznik
115/230VAC
115 VAC
230 VAC
Przełącznik
Wenty-
lator
Transformator
24 VAC
-
2
4
NC
Zł. 1
CAN H wej.
1
2
3
4
CAN L wej.
CAN uziom
CAN H wyj.
CAN L wyj.
5
6
7
8
NC
NC
NC
Solenoid
kurtyny
powietrznej

15
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
2.5 Połączenia
Uwaga:
Podstawa musi być podłączona do uziemienia maszyny.
Do mieszalnika gazu osłonowego podłączone są trzy kable. Są to kable: prądu wejściowego 115/230 VAC, prądu
wyjściowego 24V i CAN. Jest pięć wejść gazu (powietrze, N
2
, O
2
, CH
4
i kurtyna powietrzna), cztery wyjścia gazu
(SG, PG1, PG2 i kurtyna powietrzna) oraz są dwa złącza odprowadzające (H35 i argon). Pięć złączy wejściowych i
dwa złącza odprowadzające wyposażone są w porowate ltry z brązu i adaptery G-1/4" (BSPP) żeńskie z gwintem
prawym lub lewym. Złącza te dostępne są do standardowych złączy węży w systemie metrycznym lub CGA.
Wyszczególnienie złączek gazowych i adapterów podano poniżej.
Gaz Złącze
Nr kat.
ESAB
Adaptery
wejściowe
metryczne
Powietrze G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
N2 G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
O2 G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
CH4 G-1/4” lewe męskie, x G-1/4” lewe męskie 0558010164
Kurtyna
powietrzna
G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
H-35
(zewnętrzny)
G-1/4” lewe męskie, x G-1/4” lewe męskie 0558010164
Argon
(zewnętrzny)
G-1/4” prawe męskie, x G-1/4” prawe męskie 0558010163
Adaptery
wejściowe
CGA
Powietrze G-1/4” prawe męskie, x B powietrze/woda prawe męskie 0558010165
N2 G-1/4” prawe męskie, x B gaz obojętny prawe żeńskie 0558010166
O2 G-1/4” prawe męskie, x B tlen prawe męskie 0558010167
CH4 G-1/4” lewe męskie, x B paliwo prawe męskie 0558010168
Kurtyna
powietrzna
G-1/4” prawe męskie, x B powietrze/woda prawe męskie 0558010165
H-35
(zewnętrzny)
G-1/4” lewe męskie, x B paliwo prawe męskie 0558010168
Argon
(zewnętrzny)
G-1/4” prawe męskie, x B gaz obojętny prawe żeńskie 0558010166
Wyjścia
SG 1/4” NPT x 5/8"-18 lewe męskie 0558010223
PG1 1/4” NPT x B gaz obojętny prawe żeńskie 74S76
PG2 1/4” NPT x B tlen prawe męskie 3389
Kurtyna
powietrzna
1/4” NPT x B” gaz obojętny lewe żeńskie 11N16
H-35
(zewnętrzny)
1/8” NPT x B” paliwo lewe męskie 11Z93
Argon
(zewnętrzny)
1/8” NPT x A gaz obojętny prawe żeńskie 631475

16
2.6 Rozwiązywanie problemów
Na mieszalniku gazu osłonowego znajdują się dwie diody LED pokazujące stan modułu magistrali CAN. Stany
tych diod przedstawiono w poniższej tabeli.
LED Stan Znaczenie
Zielona
WYŁ. Zasilanie WYŁ.
10% WŁ., 90% WYŁ. Działa program rozruchowy
50% WŁ., 50% WYŁ. Działa aplikacja
90% WŁ., 10% WYŁ. Działa aplikacja, CAN jest dostępna
Żółta WŁ. Stacja została wybrana
Podczas normalnej pracy zielona dioda LED wskazuje, że zasilanie musi być włączone (ON). Po wybraniu tej
stacji, żółta dioda LED powinna być przez cały czas włączona, a zielona dioda LED będzie migać - 90% czasu jako
włączona i 10% czasu jako wyłączona. W przeciwnym wypadku oznacza to problem.
1. Jeśli zielona dioda nie świeci się, sprawdzić wejście zasilania (wejście kabla) i bezpiecznik.
2. Jeśli żółta dioda nie świeci się, a zielona świeci się, sprawdzić połączenie magistrali CAN. Upewnić
się, że dana stacja została wybrana.
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
2.7 Części zamienne
Mieszalnik gazu osłonowego jest w dużym stopniu całością i wykwalikowany technik lub klient może wymie-
niać jedynie kilka części. Poniżej podano części podlegające wymianie. Jeśli nie można ich wymienić, cały mie-
szalnik gazu osłonowego musi zostać zwrócony celem wykonania jego naprawy. Przed przystąpieniem do na-
prawy tych urządzeń zaleca się klientom skontaktowanie się z działem wsparcia technicznego.
Poz. Opis Nr kat. ESAB
1 Transformator 0558008612
2 Wentylator 0558008614
3
Bezpiecznik - T630 mA 250 V,
5 x 20 mm
0558008613
4 Solenoid kurtyny powietrznej 6240 0558008615
5 Manometr 0558008616
6 Regulator ciśnienia 0558008617

17
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO
6
5
4
3
2
1

18
CZĘŚĆ 2 ZBIORNIK GAZU OSŁONOWEGO

19
CZĘŚĆ 3 MIESZALNIK GAZU PLAZMOWEGO
3.0 Mieszalnik gazu plazmowego (0558010156)
Uwaga:
Patrz załączone tabele wszystkich dostępnych węży i kabli.
Oznaczenia lokatora komponentów zbiornika gazu plazmowego
UWAGA:
Długość węży dołączonych do palnika spawalniczego PT-36 pozwala na montaż mieszalnika gazu plazmowego
w odległości do dwóch metrów (6,6 stopy) od palnika. Przed zamontowaniem na stałe mieszalnika gazu pla-
zmowego należy tak poprowadzić standardowe węże, aby była możliwość ich wyginania.
Ponadto odległość między palnikiem a mieszalnikiem musi być wystarczająca na ewentualne pomieszczenie
węży przedłużających. Do istniejących zestawów węży można zamówić węże przedłużające.
NALEŻY ZAMOWIĆ OBYDWA WĘŻE.
Wąż przedłużający, gaz plazmowy, 1 m (3,3 stopy) ESAB P/N 0558008996
Wąż przedłużający, gaz osłonowy, 1 m (3,3 stopy) ESAB P/N 0558008997
Użycie dłuższych węży będzie wymagać przedłużenia czasu cięcia oraz czasu doprowadzenia. Wynika to z po-
trzeby dłuższego czasu na doprowadzenie gazu rozruchowego N
2
z węża, zanim gaz cięcia O
2
zacznie działać.
Taki warunek istnieje podczas cięcia stali węglowej tlenem.
CAN
Wąż gazu plazmowego
J
K
Interfejs
sterowania
Vision 50P
Wąż przewodu powietrza
Wąż gazu osłonowego
Zasilanie
PG1 (Powietrze/N2/O2)
PG2 (Powietrze/N2/O2)
PT-36 m3 CAN
Palnik
plazmowy/
Kurtyna
powietrzna
Oznaczenia lokatora komponentów
(Patrz następujące ilustracje komponentów)
H35
ARG
Regulator
gazu
osłonowego
Regulator gazu
plazmowego
B
G
F
E
D
C
H

20
CZĘŚĆ 3 MIESZALNIK GAZU PLAZMOWEGO
G
B
J
C E
F
D
H
K
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82


















































































ESAB M3® Plasma System Interconnection m3 G2 Plasma System Instrukcja obsługi
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
ESAB PT-600 Mechanized Plasma Cutting Torch Instrukcja obsługi
-
ESAB PowerCut 400 Instrukcja obsługi
-
-
-
-
ESAB M3® Plasma PT-36 G2 Plasma System Cutting Data Instrukcja obsługi
-
ESAB EPP-200 Precision Plasmarc Cutting System Instrukcja obsługi
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Instrukcja obsługi
-
-
Inne dokumenty
-
Stanley FME190 Instrukcja obsługi
-
-
-
Miller MK522004D Instrukcja obsługi
-
Fronius 1 Plus 2 GEN24 instrukcja
-
Reznor AB industrial air curtains Instrukcja obsługi
-
 Fronius Tauro instrukcja
Fronius Tauro instrukcja
-
Bticino 351200 Instrukcja obsługi
-
 Fronius Eco 99-3-P instrukcja
Fronius Eco 99-3-P instrukcja

