ESAB PT-36 Mechanized Plasmarc Cutting Torch Instrukcja obsługi
- Typ
- Instrukcja obsługi

Instrukcja obsługi (PL)
0558006974 03/2009
PT-36
Zmechanizowany palnik do cięcia łukowego
plazmowego

2
Sprzęt ten będzie funkcjonował zgodnie z opisem zawartym w niniejszej instrukcji obsługi oraz zgodnie
z dołączonymi etykietkami i/lub wkładkami jeśli instalacja, praca, konserwacja oraz naprawy przeprowadzane
będą zgodnie z dostarczonymi instrukcjami. Sprzęt musi być okresowo sprawdzany. Nie należy używać sprzętu
działającego wadliwie lub niewłaściwie konserwowanego. Części zepsute, brakujące, zużyte, odkształcone
lub zanieczyszczone muszą być niezwłocznie wymienione. Producent zaleca wystosowanie telefonicznej lub
pisemnej prośby o poradę do autoryzowanego dystrybutora, od którego został zakupiony sprzęt, czy naprawa
lub wymiana części jest konieczna.
Nie należy przerabiać całego sprzętu ani żadnej z jego części składowych bez uprzedniego pisemnego zez-
wolenia producenta. Użytkownik ponosi wyłączną odpowiedzialność za jakiekolwiek usterki spowodowane
niewłaściwym użytkowaniem, wadliwą konserwacją, uszkodzeniem, niewłaściwą naprawą lub przeróbkami nie
przeprowadzonymi przez producenta lub przez osoby przez niego wyznaczone.
NALEŻY SIĘ UPEWNIĆ, ŻE OPERATOR OTRZYMA
PONIŻSZE INFORMACJE.
MOŻNA OTRZYMAĆ DODATKOWE KOPIE OD DOSTAWCY.
Niniejsze INSTRUKCJE są przeznaczone dla doświadczonych operatorów. W przypadku
niepełnego obeznania z zasadami działania oraz z praktykami bezpieczeństwa związanymi
ze spawaniem łukowym oraz dotyczącymi sprzętu służącego do cięcia, wskazane jest
przeczytanie naszej broszury „Środki oraz praktyki bezpieczeństwa podczas łukowego
spawania, cięcia oraz żłobienia”, formularz 52-529. Osobom niewykwalikowanym NIE
zezwala się na instalowanie, obsługiwanie ani dokonywanie konserwacji niniejszego
sprzętu. NIE wolno rozpoczynać instalacji lub pracy ze sprzętem bez uprzedniego przec-
zytania oraz całkowitego zrozumienia niniejszych instrukcji. W przypadku niecałkowitego
zrozumienia niniejszych instrukcji, należy skontaktować się z dostawcą w celu uzyskania
dalszych informacji. Przed rozpoczęciem instalacji lub pracy ze sprzętem należy zapoznać
się ze Środkami ostrożności.
PRZESTROGA
ODPOWIEDZIALNOŚĆ UŻYTKOWNIKA
NALEŻY PRZECZYTAĆ ORAZ ZROZUMIEĆ INSTRUKCJĘ OBSŁUGI PRZED INSTALOWANIEM
LUB PRACĄ. CHROŃ SIEBIE I INNYCH!

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-36 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


3
SPIS TREŚCI
1.0 Środki ostrożności.....................................................................................5
2.0 Opis ..................................................................................................7
2.1 Informacje ogólne ...............................................................................7
2.2 Zakres...........................................................................................7
2.3 Dostępne opcje pakietu .........................................................................7
2.4 Akcesoria opcjonalne:............................................................................7
2.5 Specykacja techniczna PT-36...................................................................11
3.0 Instalacja ............................................................................................13
3.1 Podłączenie palnika do systemu plazmowego ...................................................13
3.2 Mocowanie palnika na maszynie ................................................................15
4.0 Obsługa .............................................................................................17
4.1 Ustawianie .....................................................................................19
4.2 Jakość cięcia....................................................................................19
4.3 Przejścia robocze palnika .......................................................................24
5.0 Konserwacja ........................................................................................ 25
5.1 Wstęp......................................................................................... 25
5.2 Demontaż przedniej części palnika ............................................................. 26
5.3 Demontaż przedniej części palnika (dla grubych płyt produkcyjnych)............................ 29
5.4 Montaż przedniej części palnika.................................................................32
5.5 Montaż przedniej części palnika (dla grubych płyt produkcyjnych)................................33
5.6 Korpus palnika .................................................................................35
5.7 Zdejmowanie oraz wymiana korpusu palnika ................................................... 36
5.8 Zwiększanie żywotności elementów zużywalnych ............................................. 38
Rozdział / Tytuł Strona

4
SPIS TREŚCI

5
ROZDZIAŁ 1 ŚRODKI OSTROŻNOŚCI
1.0 Środki ostrożności
Użytkownicy sprzętu do spawania oraz cięcia plazmowego posiadają obowiązek upewnienia się, że każdy, kto
pracuje ze sprzętem lub w jego pobliżu zachowuje wszystkie stosowne środki ostrożności. Środki ostrożności
muszą spełniać wymagania dotyczące tego typu sprzętu do spawania oraz do cięcia plazmowego. Oprócz
standardowych regulacji dotyczących miejsca pracy należy przestrzegać poniższych zaleceń.
Całość prac musi być wykonywana przez wykwalikowany personel dobrze zaznajomiony z działaniem sprzętu
do spawania i cięcia plazmowego. Niewłaściwa obsługa sprzętu może doprowadzić do niebezpiecznych sytuacji,
które mogą skutkować zranieniem operatora oraz uszkodzeniem sprzętu.
1. Każda osoba używająca sprzętu do spawania lub cięcia plazmowego musi być obeznana z:
– jego obsługą
– umiejscowieniem wyłączników bezpieczeństwa
– jego funkcjonowaniem
– odpowiednimi środkami ostrożności
– spawaniem i / lub cięciem plazmowym
2. Operator musi upewnić się, że:
– w miejscu, gdzie znajduje się sprzęt, w chwili jego uruchamiania, nie przybywa żadna
nieuprawniona osoba.
– każdy posiada odpowiednią ochronę w momencie zapalania łuku.
3. Miejsce pracy musi:
– być odpowiednie dla danego celu
– być wolne od przeciągów
4. Osobiste wyposażenie bezpieczeństwa (ochronne):
– Należy zawsze nosić zalecane osobiste wyposażenie ochronne, takie jak okulary ochronne, ognioodporne
ubranie, rękawice ochronne.
– Nie wolno nosić luźnych części ubioru, takich jak szaliki, oraz bransoletek, pierścionków itp., które mogą
zostać uwięzione lub mogą spowodować poparzenia.
5. Ogólne środki ostrożności:
– Należy upewnić się, że przewód powrotny jest bezpiecznie podłączony.
– Praca ze sprzętem pod wysokim napięciem może być wykonywana wyłącznie przez wykwalikowanego
elektryka.
– W pobliżu miejsca pracy musi znajdować się odpowiedni, wyraźnie oznaczony sprzęt przeciwpożarowy.
– Nie wolno smarować oraz przeprowadzać konserwacji sprzętu w trakcie jego działania.

6
ROZDZIAŁ 1 ŚRODKI OSTROŻNOŚCI
SPAWANIE ORAZ CIĘCIE PLAZMOWE MOŻE SPOWODOWAĆ OBRAŻENIA
ZARÓWNO OPERATORA JAK I OSÓB POSTRONNYCH. W TRAKCIE
SPAWANIA LUB CIĘCIA PLAZMOWEGO NALEŻY PRZEDSIĘWZIĄĆ WSZELKIE
ŚRODKI OSTROŻNOŚCI. NALEŻY ZAPYTAĆ O PRAKTYKI BEZPIECZEŃSTWA
PRACODAWCY, KTÓRE POWINNY BYĆ OPARTE NA DANYCH DOTYCZĄCYCH
RYZYKA PODANYCH PRZEZ PRODUCENTA.
PORAŻENIE PRĄDEM ELEKTRYCZNYM - Grozi śmiercią.
– Należy zainstalować oraz uziemić jednostkę do spawania lub cięcia plazmowego zgodnie z odpowiedni-
mi standardami.
– Nie wolno dotykać części elektrycznych lub elektrod odsłoniętą skórą, wilgotnymi rękawicami lub wilgot-
nym ubraniem.
– Należy odizolować się od ziemi oraz od ciętego lub spawanego przedmiotu.
– Należy upewnić się, że stanowisko pracy jest bezpieczne.
OPARY ORAZ GAZY - Mogą stanowić zagrożenie dla zdrowia.
– Należy trzymać głowę jak najdalej od oparów.
– Należy użyć systemu wentylacji, systemu odprowadzania wyziewów na łuku lub obydwu tych systemów
w celu odprowadzania oparów oraz gazów daleko od obszaru oddychania oraz obszaru pracy.
PROMIENIOWANIE WYTWARZANE PODCZAS SPAWANIA - Może uszkodzić oczy oraz poparzyć skórę.
– Należy chronić oczy oraz całe ciało. Należy stosować właściwe ekrany do spawania / cięcia plazmowego
oraz odpowiednie ltry spawalnicze oraz nosić ubranie ochronne.
– Należy chronić osoby postronne poprzez stosowanie odpowiednich ekranów lub zasłon.
NIEBEZPIECZEŃSTWO POŻARU
– Iskry (rozpryski) mogą spowodować pożar. Z tego powodu należy się upewnić, że w pobliżu nie ma żad-
nych łatwopalnych materiałów.
HAŁAS - Nadmierny hałas może uszkodzić słuch.
– Należy chronić uszy. Należy stosować osłony na uszy lub inną ochronę słuchu.
– Należy ostrzec osoby postronne o grożącym im ryzyku.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania należy zadzwonić do eksperta po pomoc.
NALEŻY PRZECZYTAĆ ORAZ ZROZUMIEĆ INSTRUKCJĘ OBSŁUGI PRZED INSTALOWANIEM
LUB PRACĄ. CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE

7
2.2 Zakres
Celem niniejszej instrukcji jest udostępnienie operatorowi wszystkich informacji wymaganych w celu zain-
stalowania i obsługi zmechanizowanego palnika do cięcia łukowego plazmowego PT-36. Załączono również
techniczne materiały informacyjne, które będą pomocne podczas wykrywania i usuwania usterek dotyczących
pakietu sprzętowego.
2.3 Dostępne opcje pakietu
Opcje pakietu PT-36 dostępne u dealera ESAB. Odnośnie do numerów części, patrz rozdział “Części zamienne”.
2.1 Informacje ogólne
Zmechanizowany palnik do cięcia łukowego plazmowego PT-36 jest palnikiem do cięcia łukowego plazmowego
montowanym fabrycznie, który zapewnia odpowiednią koncentryczność elementów palnika i stałą dokładność
cięcia. Z tej przyczyny korpusu palnika nie można zrekonstruować w terenie. Tylko przednia część palnika za-
wiera elementy wymienialne.
ROZDZIAŁ 2 OPIS
OPISY ZESPOŁÓW PALNIKA PT-36 NUMER CZĘŚCI
ZESPÓŁ PALNIKA PT-36 4,5 stopy (1,3 m) 0558006745
ZESPÓŁ PALNIKA PT-36 6 stóp (1,8 m) 0558006746
ZESPÓŁ PALNIKA PT-36 12 stóp (3,7 m) 0558006747
ZESPÓŁ PALNIKA PT-36 14 stóp MINI-STOŻEK (4,3 m) 0558006748
ZESPÓŁ PALNIKA PT-36 15 stóp (4,6 m) 0558006749
ZESPÓŁ PALNIKA PT-36 17 stóp (5,2 m) 0558006750
ZESPÓŁ PALNIKA PT-36 20 stóp (6,1 m) 0558006779
ZESPÓŁ PALNIKA PT-36 25 stóp (7,6 m) 0558006751
2.4 Akcesoria opcjonalne:
Przepływomierz do testowania (to cenne narzędzie do wykrywania i usuwania usterek
umożliwia pomiar faktycznego przepływu gazu do cięcia plazmowego przez palnik)
.............................................................................................................................................................21317
Układ wytwarzający pęcherzyk powietrza otoczony wodą (wytwarza pęcherzyk
powietrza umożliwiając spawanie pod wodą palnikiem PT-36 przy niewielkiej stra-
cie jakości cięcia. Układ ten pozwala również na prace ponad powierzchnią wody,
przepływ wody poprzez układ zmniejsza emisję oparów, promieniowania ultraole-
towego wytwarzanego przez palnik oraz natężenie hałasu) ......................................37439
Kurtyna powietrzna (urządzenie używane do poprawienia osiągów palnika do cięcia
plazmowego PT-36 podczas cięcia podwodnego. Urządzenie to jest montowane na
palniku i wytwarza kurtynę powietrzną. Powoduje to, że łuk plazmowy znajduje się
we względnie suchej stree, nawet gdy palnik został zanurzony, aby zredukować
natężenie hałasu, emisję oparów oraz promieniowania wytwarzanego przez palnik)..
............................................................................................................................................................37440

8
Zestaw wyposażenia do napraw oraz akcesoriów PT-36 .........................................0558005221
ROZDZIAŁ 2 OPIS
2.4.1 Zestawy elementów zużywalnych do palnika PT-36
Zespół szybkiej ładowarki, ręczny .............................................................................0558006164
Zespół szybkiej ładowarki, 5 elementów ................................................................0558006165
Numer części Ilość Opis
0558003804 1 Korpus palnika PT-36 z pierścieniami typu “O”
996528 10 Pierścień typu “O”, średnica wewnętrzna 1,614 x 0,070
0558002533 2 Deektor, 4 otwory x 0,032
0558001625 2 Deektor, 8 otworów x 0,047
0558002534 1 Deektor, 4 otwory x 0,032 (odwrotny)
0558002530 1 Deektor, 8 otworów x 0,047 (odwrotny)
0558005457 2 Deektor, 4 otwory x 0,022
0558003924 3 Uchwyt na elektrodę PT-36 z pierścieniem typu “O”
86W99 10 Pierścień typu “O”, średnica wewnętrzna 0,364 x 0,070
37082 2 Stożek zabezpieczający dyszy, standardowy
21796 1 Zwężka gazu ochronnego, niskoprądowa
21944 5 Zwężka gazu ochronnego, standardowa
22496 1 Zwężka gazu ochronnego, odwrotna
37081 2 Ustalacz osłony, standardowy
0558003858 2 Pierścień stykowy ze śrubą
37073 6 Śruba, pierścień stykowy
93750010 2 Klucz do śrub z łbem sześciokątnym 0,109”
996568 1 Wkrętak do nakrętek 7/16” (narzędzie do elektrody)
0558003918 1 Narzędzie do uchwytu na elektrodę PT-36
77500101 1 Smar silikonowy DC-111 5,3 uncji

9
ROZDZIAŁ 2 OPIS
Zestaw startowy PT-36 200A .......................................................................................0558005222
Numer części Ilość Opis
0558003914 8 Elektroda O2 UltraLife, standardowa
0558003928 3 Elektroda N2/H35, standardowa
0558005459 3 Elektroda O2/N2, niskoprądowa
0558006010 3 Dysza PT-36 1,0 mm (0,040”)
0558006014 3 Dysza PT-36 1,4 mm (0,055”)
0558006020 5 Dysza PT-36 2,0 mm (0,080”)
0558006130 3 Osłona PT-36 3,0 mm (0,120”)
0558006141 3 Osłona PT-36 4,1 mm (0,160”)
0558008010 3 Dysza PT-36 1,0mm (0,040") PR
0558007624 3 Osłona PT-36 2,4mm (0,095")
0558006023 3 Dysza PT-36 2,3mm (0,090")
0558006166 3 Osłona PT-36 6,6mm (0,259")
0558006908 3 Dysza PT-36 0,8mm (0,030")
0558006018 3 Dysza PT-36 1,8mm (0,070")
Zestaw startowy PT-36 400A .......................................................................................0558005223
Numer części Ilość Opis
0558003914 8 Elektroda O2 UltraLife, standardowa
0558003928 3 Elektroda N2/H35, standardowa
0558005459 3 Elektroda O2/N2, niskoprądowa
0558006010 2 Dysza PT-36 1,0 mm (0,040”)
0558006014 2 Dysza PT-36 1,4 mm (0,055”)
0558006020 5 Dysza PT-36 2,0 mm (0,080”)
0558006023 3 Dysza PT-36 2,3 mm (0,090”)
0558006025 3 Dysza PT-36 2,5 mm (0,099”)
0558006036 3 Dysza PT-36 3,6 mm (0,141”)
0558006130 3 Osłona PT-36 3,0 mm (0,120”)
0558006141 3 Osłona PT-36 4,1 mm (0,160”)
0558006166 3 Osłona PT-36 6,6 mm (0,259”)
0558008010 3 Dysza PT-36 1,0mm (0,040") PR
0558007624 3 Osłona PT-36 2,4mm (0,095")
0558006199 3 Osłona PT-36 9,9 mm (0,390”)
0558006030 3 Dysza PT-36 3,0mm (0,120")
0558006908 3 Dysza PT-36 0,8mm (0,030")
0558006018 3 Dysza PT-36 1,8mm (0,070")

10
ROZDZIAŁ 2 OPIS
Zestaw startowy PT-36 600A .......................................................................................0558005224
Numer części Ilość Opis
0558003963 5 Elektroda, wolfram 3/16”D
0558003965 5 Dysza H35 0,198”, rozbieżna
0558003964 2 Oprawka pierścieniowa 3/16”D elektrody
0558005689 2 Uchwyt na elektrodę/oprawkę pierścieniową PT-36
0558003967 2 Korpus oprawki pierścieniowej
0558002532 2 Deektor, 32 otwory x 0,023
0558006688 5 Osłona, Wysoki prąd
0558003918 1 Narzędzie do uchwytu na elektrodę PT-36
0558003962 1 Narzędzie do elektrody wolframowej
0558006690 2 Dysza, Zespół ustalacza, Wysoki prąd
Zestaw startowy PT-36 H35 (do spawania płyt grubych) ..........................................0558005225
Numer części Ilość Opis
0558003914 8 Elektroda O2 UltraLife, standardowa
0558003928 3 Elektroda N2/H35, standardowa
0558005459 3 Elektroda O2/N2, niskoprądowa
0558006010 2 Dysza PT-36 1,0 mm (0,040”)
0558006014 2 Dysza PT-36 1,4 mm (0,055”)
0558006020 5 Dysza PT-36 2,0 mm (0,080”)
0558006023 3 Dysza PT-36 2,3 mm (0,090”)
0558006025 3 Dysza PT-36 2,5 mm (0,099”)
0558006036 3 Dysza PT-36 3,6 mm (0,141”)
0558006041 3 Dysza PT-36 4,1 mm (0,161”)
0558006130 3 Osłona PT-36 3,0 mm (0,120”)
0558006141 3 Osłona PT-36 4,1 mm (0,160”)
0558006166 3 Osłona PT-36 6,6 mm (0,259”)
0558006199 3 Osłona PT-36 9,9 mm (0,390”)
0558008010 3 Dysza PT-36 1,0mm (0,040") PR
0558007624 3 Osłona PT-36 2,4mm (0,095")
0558006030 3 Dysza PT-36 3,0mm (0,120")
0558006908 3 Dysza PT-36 0,8mm (0,030")
0558006018 3 Dysza PT-36 1,8mm (0,070")

11
2.5 Specykacja techniczna PT-36
2.5.1 Specykacje gazu
ROZDZIAŁ 2 OPIS
2.5.2 Specykacja techniczna palnika PT-36
Typ: Chłodzony wodą, dwugazowy, zmechanizowany palnik do cięcia łukowego plazmowego
Wartość znamionowa prądu: 1000 A przy 100% cyklu pracy
Średnica mocowania: 2 cale (50,8 mm)
Długość palnika bez przewodów: 16,7 cala (42 cm)
IEC 60974-7 Napięcie znamionowe: 500 V (szczytowe)
Napięcie zajarzenia łuku (maksymalna wartość dla napięcia o dużej częstotliwości): 8000 V (prąd przemienny)
Minimalne natężenie przepływu chłodziwa: 1,3 USGPM (5,9 l/min.)
Minimalne ciśnienie chłodziwa na wlocie: 175 psig (12,1 bar)
Maksymalne ciśnienie chłodziwa na wlocie: 200 psig (13,8 bar)
Minimalna dopuszczalna wartość znamionowa układu recyrkulacji chłodziwa:
16830 BTU/H (4,9 kW) przy wysokiej temperaturze chłodziwa - temperatura otoczenia = 45
°
F (25
°
C) oraz 1,6 USGPM (6 l/min.)
Maksymalne bezpieczne wartości ciśnienia gazu przy wlotach palnika: 125 psig (8,6 bar)
Blokady zabezpieczające: Niniejszy palnik jest przeznaczony do użycia w systemach ESAB do cięcia łukowego plazmowego,
wyposażonych w przełącznik przepływu wody na linii powrotnej chłodziwa od palnika. Zdjęcie stożka zabezpieczającego
dyszy w celu serwisowania palnika przerywa ścieżkę powrotu chłodziwa.
Typowe wymagania dla przepływu przy ciśnieniu 125 psig:
Wartość maksymalna dla gazu do cięcia plazmowego: 300 stóp sześciennych/h
Wartość maksymalna dla gazu ochronnego: 350 stóp sześciennych/h
Nie są to faktyczne wartości przepływu stosowane w warunkach roboczych, lecz maksymalne wartości projektowe
systemu.
Argon 125 PSI (8,6 bar) z 0,25” (cala) NPT, czystość 99,995%, przeltrowany do 25 mikronów
Azot 125 PSI (8,6 bar) z 0,25” (cala) NPT, czystość 99,99%, przeltrowany do 25 mikronów
Tlen 125 PSI (8,6 bar) z 0,25” (cala) NPT, czystość 99,5%, przeltrowany do 25 mikronów
H-35 (Argon/Wodór) 75 PSI (5,2 bar), gaz specjalny, czystość 99,995%, przeltrowany do 25 mikronów
Metan 75 PSI (5,2 bar) z 0,25” (cala) NPT, czystość 93%, przeltrowany do 25 mikronów
Sprężone powietrze
(procesowe)
80 PSI przy przepływie 1200 cfh (stóp sześciennych na godzinę) (5,5 bar przy
przepływie 35 m/h), przeltrowane do 25 mikronów

12
ROZDZIAŁ 2 OPIS

13
Porażenie prądem elektrycznym grozi śmiercią!
do korekt/regulacji.
do prac konserwacyjnych przy podzespołach systemu.
zabezpieczającego itp.) przy włączonym zasilaniu głównym.
Ryzyko promieniowania Promienie łuku mogą uszkodzić wzrok i poparzyć skórę.
-
bistej.
poniższy wykres odnośnie do zalecanych osłon soczewek do cięcia plazmowego:
Prąd łuku Osłona soczewki
Do 100 A Osłona nr 8
100-200 A Osłona nr 10 200-400 A Osłona nr 12
Powyżej 400 A Osłona nr 14
nie mają odpowiednich okularów ochronnych.
promieni ultraoletowych.
ultraoletowych.
ROZDZIAŁ 3 INSTALACJA
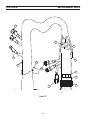
3.1 Podłączenie palnika do systemu plazmowego
Patrz instrukcja obsługi systemu.
3.1.1 Podłączenie do konsoli gazu plazmowego
PT-36 jest wyposażony w dwa chłodzone wodą przewody zasilające, które muszą zostać podłączone do wyjścia ujemnego
źródła zasilania. Mocowanie prawostronne 7/16-20 znajduje się na przewodzie podającym chłodziwo do palnika. Mocow-
anie lewostronne 7/16-20 znajduje się na przewodzie powrotnym chłodziwa z palnika. Oba te przewody wyposażone są w
zielony/żółty kabel do podłączenia do kołka uziemienia pokazanego poniżej.
Kabel łuku pilotującego jest podłączany do skrzynki rozruchowej łuku (patrz instrukcja obsługi konsoli plazmy/gazu
osłonowego (0558005487). Kabel łuku pilotującego również wyposażony jest w zielony/żółty kabel, podłączany w celu
uziemienia do tego samego kołka co kable przewodów zasilających.
Kołek uziemienia
Kable uziemiające
Przewody zasilające

14
ROZDZIAŁ 3 INSTALACJA
2
1
2
1
1. Żeńska nakrętka powietrze-woda starego typu do podłączenia rozgałęźnika.
2. Mocowania B-IG do gazu plazmowego rozruchowego i gazu plazmowego cięcia. Każdy z węży może zostać
podłączony w jednym z dwóch miejsc.
Uwaga:
Odczyt ciśnienia będzie
uzależniony od warunków
cięcia. Patrz instrukcja cięcia,
0558006163 odnośnie ciśnień i
ustawień.

15
3.2 Mocowanie palnika na maszynie
Patrz instrukcja obsługi maszyny.
Zamocować palnik na izolowanym
kołnierzu w tym miejscu
NIE MOCOWAĆ na
stalowym korpusie
palnika w tym
miejscu
Nie mocować na korpusie palnika ze stali nierdzewnej.•
Korpus palnika jest izolowany elektrycznie, ale prąd •
rozruchowy o wysokiej częstotliwości może przebić się
w celu uziemienia.
Mocowanie przy korpusie palnika może spowodować •
wyładowanie łuku pomiędzy korpusem i maszyną.
W takiej sytuacji może zajść potrzeba wymiany korpusu •
palnika (nie jest ona objęta gwarancją).
Ponadto może dojść do uszkodzenia podzespołów •
maszyny.
Mocować tylko na izolowanym kołnierzu palnika •
(bezpośrednio nad etykietą), w odległości nie mniejszej
niż 1,25” (31,75 mm) od końca kołnierza po stronie pal-
nika.
Mocowanie na korpusie palnika może skutkować przepływem nie-
bezpiecznego prądu przez podstawę montażową maszyny.
UWAGA
ROZDZIAŁ 3 INSTALACJA

16
ROZDZIAŁ 3 INSTALACJA

17
ROZDZIAŁ 4 OBSŁUGA
OLEJ I SMAR MOGĄ GWAŁTOWNIE ZAPŁONĄĆ!
WYŁĄCZNIE NA CZYSTEJ POWIERZCHNI.
Z INSTRUKCJĄ.
W OBECNOŚCI TLENU POD CIŚNIENIEM.
OSTRZEŻENIE
RYZYKO WYBUCHU WODORU
ŚMIERĆ.
WODNYM. PĘCHERZE TE EKSPLODUJĄ, GDY ZAPALĄ SIĘ OD IS
KIER ŁUKU PLAZMOWEGO.
ŹRÓDŁA WODORU W STOLE WODNYM REAKCJE Z ROZTOPIO
NYM METALEM, POWOLNE REAKCJE CHEMICZNE I NIEKTÓRE
GAZY PLAZMOWE.
PŁYTY CIĘCIA I WEWNĄTRZ STOŁU WODNEGO.
SPOD SPODU STOŁU. NAPEŁNIAĆ STÓŁ CZYSTĄ WODĄ.
WPRAWIĆ GO W DRGANIA I PODDAĆ WSTRZĄSOM, BY ROZBIĆ
PĘCHERZE WODORU PRZED POŁOŻENIEM NA NIM PŁYTY.
KONYWANIEM POSZCZEGÓLNYCH CIĘĆ, ABY ROZBIĆ PĘCHERZE
WODORU.
MNIEJ DWUKROTNIE WIĘKSZY OD SZEROKOŚCI SZCZELINY CIĘCIA,
ABY MATERIAŁ ZAWSZE ZNAJDOWAŁ SIĘ POD SZCZELINĄ.
TYLATORY, ABY WYMUSIĆ KRĄŻENIE POWIETRZA POMIĘDZY
PŁYTĄ I POWIERZCHNIĄ WODY.
RYZYKO WYBUCHU
DO CIĘCIA POD WODĄ NIE UŻYWAĆ MIESZANKI H35! W STOLE
WODNYM MOŻLIWE JEST NIEBEZPIECZNE NAGROMADZANIE SIĘ
GAZOWEGO WODORU. GAZOWY WODÓR JEST NIEZWYKLE
WYBUCHOWY. OBNIŻYĆ POZIOM WODY TAK, ABY ODLEGŁOŚĆ
MIĘDZY POZIOMEM WODY A CIĘTYM PRZEDMIOTEM WYNOSIŁA
MIESZAĆ WODĘ I POWIETRZE, ABY ZAPOBIEC NAGROMADZANIU SIĘ
GAZOWEGO WODORU.
OSTRZEŻENIE
OSTRZEŻENIE

18
ROZDZIAŁ 4 OBSŁUGA
SUCHE NA SUCHYM STOLE.
DODATKOWYCH ŚRODKÓW BEZPIECZEŃSTWA WŁAŚCIWYCH DLA
TYCH STOPÓW.
NIE WYKONYWAĆ CIĘCIA PLAZMĄ NASTĘPUJĄCYCH STOPÓW
Al-Li
RYZYKO WYBUCHU.
Al-Li
WYWOŁAĆ EKSPLOZJE PODCZAS CIĘCIA PLAZMĄ W OBECNOŚCI
WODY.
NIEBEZPIECZNE ISKRY.
WYSOKA TEMPERATURA, ROZPRYSKI ORAZ ISKRY MOGĄ WYWOŁAĆ
POŻAR LUB SPOWODOWAĆ OPARZENIA.
ŁATWOPALNYCH.
MATERIAŁY PALNE.
DYSZĘ PALNIKA Z DALA OD WŁASNEGO CIAŁA I INNYCH OSÓB
PODCZAS AKTYWACJI PROCESU GAZU PLAZMOWEGO.
WYPOSAŻENIA OCHRONY OSOBISTEJ.
WSZELKIE ODKRYTE MIEJSCA CIAŁA.
ISKIER I ŻUŻLU.
OSTRZEŻENIE
OSTRZEŻENIE
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































ESAB PT-36 Mechanized Plasmarc Cutting Torch Instrukcja obsługi
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Instrukcja obsługi
-
ESAB M3® Plasma Precision Plasmarc Plasma Gas Box & Shield Gas Box Instrukcja obsługi
-
-
ESAB EPP-200 Precision Plasmarc Cutting System Instrukcja obsługi
-
ESAB PCC-10 Plasma Coolant Circulator Instrukcja obsługi
-
-
ESAB M3® Plasma System Interconnection m3 G2 Plasma System Instrukcja obsługi
-
-
ESAB M3® Plasma PT-36 G2 Plasma System Cutting Data Instrukcja obsługi
-
ESAB CUTMASTER® A80 Automated Plasma Cutting System Instrukcja obsługi