ESAB PT-600 Mechanized Plasma Cutting Torch Instrukcja obsługi
- Typ
- Instrukcja obsługi

0558005190
October 2011
Instalacja, obsługa i konserwacja
zmechanizowanego palnika
do cięcia łukiem plazmowym
PT-600

Opisane w niniejszej dokumentacji urządzenie jest
potencjalnie niebezpieczne. Zachować ostrożność
podczas instalacji, obsługi i konserwacji.
Wyłącznie na użytkowniku spoczywa
odpowiedzialność za zapewnienie
bezpieczeństwa podczas działania i
użytkowania wszystkich zakupionych
produktów i zgodności z wymogami OSHA
oraz innymi normami. ESAB Cutting Systems
nie ponosi żadnej odpowiedzialności za
obrażenia ciała lub inne uszkodzenia mające
związek z użytkowaniem urządzeń
wyprodukowanych lub sprzedawanych przez
ESAB. Proszę zapoznać się ze standardowymi
warunkami sprzedaży urządzeń ESAB, ściśle
określającymi zakres i ograniczenia
odpowiedzialności firmy.
Priorytetem ESAB Cutting Systems jest
całkowita satysfakcja klienta. Stale
poszukujemy rozwiązań prowadzących do
podniesienia poziomu naszych produktów,
serwisu i dokumentacji. Rezultatem są ciąg
łe
udoskonalenia i zmiany projektowe. ESAB nie
ustaje w wysiłkach, aby zapewnić aktualność
dokumentacji. Nie możemy jednak
zagwarantować, że cała otrzymana przez
klienta dokumentacja odzwierciedla najnowsze
udoskonalenia konstrukcyjne. Dlatego
informacje zawarte w tym dokumencie
podlegają zmianom bez powiadomienia.
Jest to podręcznik ESAB Nr F15646
Listopad 2001 - uaktualnienie części zapasowych
Czerwiec 2002 - zmiana numeru nasuwki ochronnej
Grudzień 2002 - dodana informacja o cięciu pod wodą do danych
procesu realizowanego gazem H-35 tp
Podręcznik przeznaczony jest dla nabywcy
urządzenia do cięcia. Nie stanowi on umowy oraz
nie nakłada żadnych innych obowiązków na ESAB
Cutting Systems.
© ESAB Cutting Systems, 2000
Wydrukowano w USA.

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


Palnik plazmowy PT-600 Spis treści
i
Strona
Rozdział 1 Bezpieczeństwo
1.1 Wprowadzenie....................................................................................... 1
1.2 Napisy i symbole bezpieczeństwa......................................................... 1
1.3 Informacje ogólne .................................................................................. 2
1.4 Uziemienie elektryczne.......................................................................... 3
1.5 Obsługa urządzenia do cięcia plazmowego........................................... 4
1.6 Środki ostrożności podczas prac serwisowych...................................... 8
1.7 Bibliografia dotycząca problematyki bezpieczeństwa............................ 10
Rozdział 2 Opis
2.1 Charakterystyka ogólna......................................................................... 1
2.2 Zakres.................................................................................................... 1
2.3 Dostępne opcje pakietu ......................................................................... 1
2.4 Charakterystyka techniczna...................................................................
2.4.1 Gaz tnący....................................................................................... 2
2.4.2 Gaz rozruchowy............................................................................. 2
2.4.3 Gaz osłonowy ................................................................................ 2
2.4.4 Palnik PT-600 ................................................................................ 2
2.5 Zestawy części.......................................................................................
2.5.1 Zestaw startowy............................................................................. 3
2.5.2 Zestaw części zapasowych............................................................ 4
Rozdział 3 Instalacja
3.1 Opis ogólny............................................................................................ 1
3.2 Przyłączenie węży i wiązki przewodów do korpusu palnika .................. 1
3.3 Odłączenie wiązki przewodów od korpusu palnika................................ 3
3.4 Montaż palnika (Środki ostrożności)...................................................... 4

Palnik plazmowy PT-600 Spis treści
ii
Strona
Rozdział 4 Obsługa
Środki ostrożności
1
4.1 Ustawienie.............................................................................................
.
2
4.1.1 Wymogi cięcia lustrzanego............................................................
.
2
4.2 Jakość cięcia .........................................................................................
.
3
4.2.1 Wprowadzenie...............................................................................
.
3
4.2.2 Kąt cięcia.......................................................................................
.
3
4.2.3 Płaskość cięcia..............................................................................
.
4
4.2.4 Wykończenie powierzchni .............................................................
.
5
4.2.5 Żużel..............................................................................................
.
6
4.2.6 Dokładność wymiarowa.................................................................
.
7
4.3 Kanały przepływu palnika......................................................................
.
8
4.4 Wpływ wyboru gazów na jakość cięcia..................................................
.
4.4.1 Wprowadzenie...............................................................................
.
9
4.4.2 Aluminium......................................................................................
.
10
4.4.3 Stal węglowa..................................................................................
.
11
4.4.4 Stal nierdzewna.............................................................................
.
12
4.5 Dane procesu ........................................................................................
.
4.5.1 Wprowadzenie...............................................................................
.
13
4.5.2 Ustawienia danych procesu...........................................................
.
Stal węglowa.........................................................................
.
14
Aluminium.............................................................................
.
34
Stal nierdzewna....................................................................
.
66
Rozdział 5 Konserwacja
5.1 Wprowadzenie.......................................................................................
.
1
5.2 Korpus palnika.......................................................................................
.
1
5.3 Demontaż elementów czołowych palnika..............................................
.
2
5.4 Montaż elementów czołowych palnika...................................................
.
5

Palnik plazmowy PT-600 Spis treści
iii
Strona
Rozdział 6 Wykrywanie i usuwanie usterek
6.1 Zredukowana żywotność części eksploatacyjnych................................ 1
6.2 Brak łuku pomocniczego........................................................................ 2
6.3 Brak przeniesienia łuku.......................................................................... 2
6.4 Brak wstępnego przepływu plazmy........................................................ 2
6.5 Brak wstępnegoprzepływu gazu osłonowego........................................ 2
6.6 Brak zapłonu palnika.............................................................................. 3
6.7 Brak prądu wysokiej częstotliwości w palniku........................................ 3
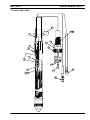
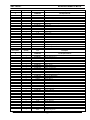
Rozdział 7 Części zamienne
7.1 Informacje ogólne .................................................................................. 1
7.2 Zamawianie............................................................................................ 1
7.3 Część czołowa palnika PT-600.............................................................. 2
7.4 Węże i przewody.................................................................................... 4
7.5 Kompletne zespoły i narzędzia.............................................................. 6
7.6 Zestawy części....................................................................................... 8
Kontakt w sprawach handlowych i technicznych
Tylna okładka
podręcznika

Palnik plazmowy PT-600 Spis treści
iv
Tę stronę celowo pozostawiono pustą.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-1
DANGER
!
WARNING
!
CAUTION
!
CAUTION
1.1 Wprowadzenie
Urządzenia plazmowe przeznaczone do cięcia metali
stanowią cenne i wszechstronne wyposażenie
zakładów przemysłowych. Urządzenia do cięcia firmy
ESAB zapewniają bezpieczeństwo użytkowania i
wysoką wydajność. Użytkowanie każdego
urządzenia wymaga jednak zwrócenia bacznej uwagi
na procedury obsługi, środki ostrożności i standardy
bezpieczeństwa w celu osiągnięcia wymaganej
użyteczności. Zalecane środki ostrożności i
standardy bezpieczeństwa dotyczą zarówno obsługi i
konserwatorów, jak również osób obserwujących
proces. Nieprzestrzeganie środków ostrożności
mogłoby skutkować poważnymi uszkodzeniami ciała
personelu lub zniszczeniem urządzenia. Podane
dalej środki ostroż
ności, których należy przestrzegać
podczas użytkowania urządzeń do cięcia, są
zaleceniami ogólnymi. Bardziej szczegółowe
zalecenia bezpieczeństwa, odnoszące się do
urządzenia podstawowego i wyposażenia podano w
odpowiednich instrukcjach. Wyczerpująco i obszernie
omówiono tematykę bezpieczeństwa podczas
użytkowania urządzeń do cięcia i spawania w
publikacjach wymienionych w zalecanej bibliografii.
1.2 Napisy i symbole
bezpieczeństwa
W tym podręczniku.wykorzystano następujące
napisy i symbole bezpieczeństwa. Określają one
różny poziom zaangażowanych środków
bezpieczeństwa.
!
ALARM lub UWAGA. Zwiększone
niebezpieczeństwo obrażeń lub uszkodzenia
urządzenia. Używany jednocześnie z innymi
symbolami i informacjami.
Stan bezpośredniego zagrożenia.
Bezczynność w usuwaniu problemu
doprowadzi do poważnego uszkodzenia ciała
lub utraty życia.
Potencjalne zagrożenia mogące skutkować
uszkodzeniami ciała lub utratą życia.
Zagrożenia mogące skutkować lekkimi
uszkodzeniami ciała lub urządzenia.
Niebezpieczeństwo niewielkiego uszkodzenia
urządzenia.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-2
NOTICE
Ważne informacje dotyczące instalacji,
obsługi i konserwacji urządzenia, nie
związane bezpośrednio z problematyką
bezpieczeństwa.
1.3 Informacje ogólne
WARNING
!
Urządzenie do cięcia uruchamia się
automatycznie.
Ten palnik może być montowany na
zmechanizowanym urządzeniu do cięcia.
Urządzenie wykonuje ruchy z różnymi
prędkościami w różnych kierunkach i może
uruchomić się automatycznie.
• Ruchomy mechanizm może spowodować
zmiażdżenie.
• Wyłącznie wykwalifikowany personel może
obsługiwać lub naprawiać urządzenie.
• Utrzymywać personel, materiały oraz sprzęt
nie związany z produkcją z dala od strefy
produkcji.
• Czyścić z odpadów zębatki przekładni i szyny.
Nie umieszczać na nich żadnych przeszkód,
np. narzędzi bądź odzieży.
• Odgrodzić urządzenie, aby uniemożliwić
wkraczanie do strefy produkcji i przebywanie
w niej.
• Wystawić odpowiednie ZNAKI
OSTRZEGAWCZE przy każdym wejściu do
strefy produkcji.
• Przestrzegać procedury odcinania obwodu
zasilającego przed wykonywaniem prac
konserwacyjnych.
WARNING
!
Nieprzestrzeganie instrukcji obsługi może
skutkować śmiercią lub poważnymi
urazami.
Przeczytać ze zrozumieniem ten podręcznik
operatora przed rozpoczęciem użytkowania
urządzenia.
• Zapoznać się z całą procedurą przed
rozpoczęciem obsługi lub czynnościami
konserwacyjnymi.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-3
• Zwrócić szczególną uwagę na wszystkie
ostrzeżenia, przekazujące istotne
informacje o bezpieczeństwie personelu
i/lub zagrożeniu uszkodzenia urządzenia.
• Wszystkie osoby odpowiedzialne za stan
systemu i mające doń dostęp muszą
przestrzegać środków bezpieczeństwa
związanych z urządzeniem elektrycznym i
przeprowadzanym procesem.
• Przeczytać wszelkie dostępne w firmie
publikacje poruszające problematykę
bezpieczeństwa.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-4
WARNING
!
Nieprzestrzeganie instrukcji zawartych na
tablicach ostrzegawczych może skutkować
śmiercią lub poważnym urazem.
Przeczytać ze zrozumieniem informacje
zawarte na wszystkich umieszczonych na
urządzeniu tablicach ostrzegawczych.
Dodatkowe informacje dotyczące
bezpieczeństwa znajdują się w podręczniku
operatora.
1.4 Uziemienie elektryczne
Uziemienie elektryczne jest koniecznym warunkiem
właściwego działania urządzenia i zapewnienia
BEZPIECZEŃSTWA. Szczegółowe instrukcje
instalacji uziemienia znajdują się w podręczniku
konsoli.
WARNING
!
Niebezpieczeństwo porażenia prądem
elektrycznym.
Niewłaściwe wykonanie uziemienia może
doprowadzić do poważnego urazu lub śmierci.
Przed rozpoczęciem pracy na urządzeniu należy
je poprawnie uziemić.
WARNING
!
Nieprawidłowe uziemienie może zniszczyć
urządzenie i elementy elektryczne.
• Przed rozpoczęciem pracy na urządzeniu
należy je poprawnie uziemić.
• Stół do cięcia musi być właściwie uziemiony
poprzez pewne i mocne przyłączenie do
odpowiedniego pręta uziemiającego.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-5
1.5 Obsługa urządzenia do cięcia plazmowego
WARNING
!
Lotne odpryski i szkodliwy hałas.
• Gorące odpryski mogą oparzyć i uszkodzić
oczy. Podczas pracy na urządzeniu zakładać
okulary chroniące oczy przed oparzeniami i
lotnymi odpryskami.
• Rozpryskiwany żużel może być gorący i
przemieszczać się daleko. Obserwatorzy
procesu również powinni zakładać okulary i
maski ochronne.
• Hałas emitowany przez łuk plazmowy może
uszkodzić słuch. Podczas cięcia nad wodą
zakładać odpowiednie ochraniacze uszu.
WARNING
!
Niebezpieczeństwo poparzeń.
Gorące metale mogą spowodować poparzenie.
• Nie dotykać metalowej płyty lub innych części
bezpośrednio po przeprowadzeniu cięcia.
Poczekać na ochłodzenie metalu lub
schłodzić go wodą.
• Nie dotykać palnika plazmowego
bezpośrednio po przeprowadzeniu cięcia.
Poczekać na jego całkowite ochłodzenie.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-6
WARNING
!
Niebezpieczne napięcie. Porażenie
prądem może zakończyć się śmiercią.
• NIE dotykać palnika plazmowego, stołu do
cięcia lub połączeń przewodów podczas
procesu cięcia plazmą.
• Zawsze wyłączać zasilanie urządzeń systemu
cięcia plazmą przed dotknięciem lub
serwisowaniem palnika plazmowego.
• Zawsze wyłączać zasilanie urządzeń systemu
cięcia plazmą przed otwarciem lub
serwisowaniem skrzynki przyłączeniowej lub
skrzynki regulacji przepływu.
• Nie dotykać części elektrycznych
znajdujących się pod napięciem.
• Umieścić wszystkie panele i pokrywy na
miejscu przed podłączeniem urządzenia do
źródła zasilania.
• Odizolować się od przedmiotu obrabianego i
uziemienia, zakładają
c rękawice, buty i odzież
ochronną.
• Utrzymywać w suchym stanie rękawice,
obuwie, odzież, miejsce pracy i elementy
wyposażenia.
WARNING
!
Niebezpieczeństwo zacisku.
Przemieszczające się pionowo suwaki mogą
miażdżyć lub zaciskać.
Nie dotykać podczas pracy palnika i suwaków.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-7
WARNING
!
Niebezpieczne opary.
Opary i gazy wytwarzane podczas procesu cięcia
plazmą mogą być niebezpieczne dla zdrowia.
• NIE wdychać oparów.
• Nie obsługiwać palnika plazmowego bez
sprawnie działającego systemu usuwającego
opary.
• Jeśli wystąpi taka konieczność, wykorzystać
dodatkowe urządzenia wentylacyjne
usuwające opary.
• Skorzystać z maski oddechowej, jeśli
wentylacja jest niewystarczająca.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-8
WARNING
!
WARNING
!
Niebezpieczne promieniowanie.
Promieniowanie łuku może spowodować
obrażenia oczu i oparzenia skóry.
• Zakładać odpowiednie środki ochrony oczu i
ciała.
• Korzystać z masek lub okularów z
przyciemnianymi szkłami i bocznymi
osłonami. W tabeli podano zalecane osłony
chroniące przed promieniowaniem dla
procesu cięcia plazmą:
Prąd łuku Osłona
Do 100 A Osłona nr 8
100-200 A Osłona nr 10
200-400 A Osłona nr 12
Powyżej 400 A Osłona nr 14
• Wymienić osłonę/okulary, gdy szkła posiadają
wżery lub są pęknięte.
• Pouczyć osoby postronne, aby nie kierowały
wzroku bezpośrednio na łuk bez
odpowiednich szkieł ochronnych.
• Zredukować możliwość odbić i swobodnego
rozchodzenia się promieniowania
ultrafioletowego w obszarze cięcia.
• Pomalować ściany i pozostałe powierzchnie
na szary kolor, aby zredukować odbicia.
• Zainstalować ekrany ochronne lub zasłony
zatrzymujące promienie UV.
Eksplozja butli gazu może
spowodować śmierć.
Niewłaściwe obchodzenie się z butlami może
spowodować ich eksplozję i nagły wyrzut gazu.
• Nie wolno gwałtownie i niedelikatnie
obchodzić się z butlami.
• Zawory butli oprócz okresu eksploatacji
powinny pozostawać zamknięte.
• Utrzymywać w dobrym stanie węże oraz
złącza.
• Zawsze zabezpieczać butle łańcuszkiem lub
paskiem, ustawiając je pionowo na

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-9
odpowiednim, stabilnym podłożu, nie
stanowiącym części obwodu elektrycznego.
• Umieszczać butle z dala od źródeł ciepła,
iskier i płomieni. Nigdy nie wzniecać łuku na
butli.
• Więcej informacji w Normie P-1 CGA “Środki
ostrożności podczas postępowania z butlami
ze sprężonymi gazami”, dostępnej poprzez
amerykańskie stowarzyszenie Compressed
Gas Association.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-10
WARNING
!
Niebezpieczne iskry.
Wysoka temperatura, rozpryski oraz iskry
mogą wywołać pożar lub oparzenia.
• Nie wykonywać cięcia w pobliżu
materiałów łatwopalnych.
• Nie ciąć pojemników, w których
przechowywano materiały palne.
• Nie posiadać przy sobie materiałów
palnych (np. zapalniczek).
• Łuk pomocniczy może spowodować
oparzenia. Trzymać dyszę palnika z dala
od własnego ciała i innych osób podczas
aktywacji procesu gazu plazmowego.
• Zakładać odpowiednie środki ochrony
oczu i ciała.
• Nosić buty i rękawice ochronne oraz
kapelusz.
• Zakładać kombinezon ognioodporny,
zakrywający wszelkie odkryte miejsca
ciała.
• Nosić spodnie bez mankietów aby
uniemożliwić
wlot iskier i żużlu.
WARNING
!
Niebezpieczeństwo wybuchu.
Pewne roztopione stopy aluminiowo-litowe
(Al-Li) mogą wywołać eksplozje podczas
cięcia plazmą w obecności wody.
Nie wykonywać cięcia plazmą
następujących stopów w obecności wody:
Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa) Navalite (US Navy)
2090 Alloy (Alcoa) Lockalite (Lockheed)
X8090A (Alcoa) Kalite (Kaiser)
X8092 (Alcoa) 8091 (Alcan)
• W przypadku tych stopów można
wykonywać tylko cięcie suche na suchym
stole.
• NIE WYKONYWAĆ suchego cięcia ponad
wodą.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-11
• Skontaktować się ze swoim dostawcą
aluminium w sprawie dodatkowych
środków bezpieczeństwa właściwych dla
tych stopów.

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1-12
DANGER
!
Niebezpieczeństwowybuchu wodoru.
• Nie ciąć po wodą wodorem.
• Wybuchy wodoru mogą spowodować
poważne obrażenia lub śmierć.
• W stole wodnym mogą tworzyć się
wybuchowe gniazda wodoru. Zapalone
przez iskry lub łuk plazmy gniazda mogą
eksplodować.
• Sprawdzić przed cięciem, czy istnieją w
stole wodnym źródła wodoru: reakcje z
roztopionym metalem, powolne reakcje
chemiczne i gazy plazmowe.
• Wybuchowe gniazda gazu gromadzą się pod
spodem płyty cięcia i wewnątrz stołu
wodnego.
• Często usuwać żużel (zwłaszcza drobne
cząsteczki) spod spodu stołu. Wymieniać
wodę w stole wodnym.
• Nie pozostawiać na noc płyty na stole.
• Jeśli stół wodny nie był używany od kilku
godzin, wprawić go w drgania i poddać
wstrząsom, aby rozbić gniazda wodoru
przed położeniem na nim płyty.
• Zmieniać (jeśli to możliwe) poziom wody
pomiędzy wykonywaniem poszczególnych
cięć, aby rozbić gniazda wodoru.
• Utrzymywać pH w okolicach 7 (poziom
neutralny).
• Odstęp programowanych części powinien
być przynajmniej dwukrotnie większy od
szerokości szczeliny cięcia, aby materiał
zawsze znajdował się pod szczeliną.
• Podczas cięcia nad wodą uruchomić
wentylatory, aby wymusić krążenie
powietrza pomiędzy płytą i powierzchnią
wody.
1.6 Środki ostrożności podczas
prac serwisowych
CAUTION
Opracować i stosować konserwację
zapobiegawczą. Należy opracować całościowy
plan konserwacji na podstawie zalecanych
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200








































































































































































































ESAB PT-600 Mechanized Plasma Cutting Torch Instrukcja obsługi
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
ESAB M3® Plasma System Interconnection m3 G2 Plasma System Instrukcja obsługi
-
ESAB M3® Plasma PT-36 G2 Plasma System Cutting Data Instrukcja obsługi
-
ESAB ESAB Cutmaster 40 Plasma Cutting System Instrukcja obsługi
-
ESAB ESAB Cutmaster 60 Plasma Cutting System Instrukcja obsługi
-
ESAB HandyPlasma 35i, HandyPlasma 45i Instrukcja obsługi
-
ESAB ESAB Cutmaster 100 PLASMA CUTTING SYSTEM Instrukcja obsługi
-
-
-
ESAB EPP-200 Precision Plasmarc Cutting System Instrukcja obsługi
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Instrukcja obsługi