ESAB Mig C280 PRO, Mig C340 PRO Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
Niniejsza instrukcja jest również odpowiednia dla

PL
Valid for serial no. 627-xxx-xxxx, 119-xxx-xxxx0463 271 001 PL 20120905
Origo™
Mig C280 PRO
Mig C340 PRO
Instrukcja obsługi

- 2 -

TOCo
- 3 -
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 BEZPIECZEŃSTWO 4................................................
2 WPROWADZENIE 6..................................................
2.1 Wyposażenie 6.............................................................
3 DANE TECHNICZNE 7................................................
4 INSTALACJA 8......................................................
4.1 Położenie 8................................................................
4.2 Montaż podzespołów 9.......................................................
OSTRZEŻENIE 9.................................................................
4.3 Instalacja elektryczna 10......................................................
4.4 Zasilanie sieciowe 10.........................................................
5 DZIAŁANIE 11........................................................
5.1 Przyłącza i sterowanie 12.....................................................
5.2 Zabezpieczenie przed przegrzaniem 12.........................................
5.3 Indukcyjność 12..............................................................
5.4 Zmiana biegunowości 13......................................................
5.5 Dociskanie podawanego drutu 13...............................................
5.6 Wymiana i wkładanie drutu 14.................................................
6 KONSERWACJA 14...................................................
6.1 Kontrola i czyszczenie 14.....................................................
7 USUWANIE USTEREK 15..............................................
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH 16................................
SCHEMAT 18............................................................
SPOSÓB PODŁĄCZANIA 26..............................................
NUMER ZAMÓWIENIOWY 27.............................................
CZĘŚCI EKSPLOATACYJNE 28...........................................
WYPOSAŻENIE 31.......................................................

© ESAB AB 2011
bc23do - 4 -
1 BEZPIECZEŃSTWO
Użytkownicy sprzętu firmy ESAB są odpowiedzialni za przestrzeganie odpowiednich przepisów
bezpieczeństwa przez osoby pracujące z lub przy tym sprzęcie. Zasady bezpieczeństwa muszą
być zgodne z wymaganiami stawianymi tego rodzaju sprzętowi. Poza standardowymi przepisami
dotyczącymi miejsca pracy należy przestrzegać przedstawionych zaleceń.
Wszelkie prace muszą być wykonywane przez przeszkolony personel, dobrze znający zasady
działania sprzętu. Niewłaściwe działanie sprzętu może prowadzić do sytuacji niebezpiecznych, a w
rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa sprzętu spawalniczego, musi znać się na:
S jego obsłudze
S lokalizacji wyłacznika awaryjnego zatrzymania
S jego działaniu
S Przestrzeganiu odpowiednich środków ostrożności i przepisów BHP
S spawaniu i cięciu
2. Operator musi upewnić się, że:
S w momencie uruchomienia sprzętu w miejscu pracy nie znajduje się żadna nieupoważniona
osoba
S w chwili zajarzenia łuku wszystkie osoby są odpowiednio zabezpieczone
3. Miejsce pracy musi być:
S Zabezpieczone przed zagrożeniem wypadkiem, pożarem, wybuchem i promieniowaniem
łuku na zewnątrz
S Dobrze wentylowane, ale wolne od przeciągów
4. Sprzęt ochrony osobistej
S Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary ochronne,
odzież ognioodporna, rękawice ochronne.
S Nie należy nosić żadnych luźnych przedmiotów, takich jak szaliki, bransolety, pierścionki,
itp., które mogłyby się o coś zahaczyć lub spowodować poparzenie.
5. Ogólne środki ostrożności
S Należy upewnić się czy przewód powrotny został prawidłowo podłączony.
S Praca na sprzęcie zasilanym energią elektryczną powinna być wykonywana wyłącznie
przez osoby posiadające odpowiednie kwalifikacje w zakresie eksploatacji takich
urządzeń.
S Odpowiedni sprzęt gaśniczy powinien być wyraźnie oznaczony i znajdować się w pobliżu.
S Smarowania i konserwacji sprzętu nie wolno przeprowadzać podczas jego pracy.
OSTRZEŻENIE!
Nie wolno używać źródła prądu do rozmrażania zamarzniętych rur i
innych celów niź prace spawalnicze.
PL

© ESAB AB 2011
bc23do - 5 -
Spawanie i cięcie łukowe może zagrażać bezpieczeństwu operatora i pozostałych osób
przebywających w pobliżu. Dlatego podczas spawania i cięcia należy zachować szczególne
środki ostrożności. Przed przystąpieniem do spawania zapoznaj się z przepisami bezpieczeństwa
i higieny pracy obowiązującymi na twoim stanowisku pracy.
PORAŻENIE ELEKTRYCZNE - może być przyczyną śmierci.
S Urządzenie należy zainstalować zgodnie z obowiązującymi normami.
S Unikaj kontaktu części znajdujących się pod napięciem lub elektrod z gołą skórą, mokrymi
rękawicami lub mokrą odzieżą.
S Odizoluj się od ziemi i przedmiotu obrabianego.
S Upewnij się czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mogą być szkodliwe dla zdrowia.
S Trzymaj głowę z dala od wyziewów.
S W celu uniknięcia wdychania wyziewów i gazów należy korzystać z wentylacji wyciągów.
ŁUK ELEKTRYCZNY -może spowodować uszkodzenie oczu i poparzenie skóry.
S Chroń oczy i ciało. Stosuj odpowiednią osłonę spawalniczą, ochronę oczu i odzież ochronną.
S Chroń osoby przebywające w pobliżu Twojego stanowiska pracy przy pomocy odpowiednich
osłon lub ekranów.
NIEBEZPIECZEŃSTWO POŻARU.
S Iskry powstające podczas spawania mogą spowodować pożar. Upewnij się, że w pobliżu Twojego
stanowiska pracy nie ma materiałów łatwopalnych.
HAŁAS -głośne dźwięki mogą uszkodzić słuch.
S Chroń słuch. Stosuj zatyczki do uszu lub inne środki ochrony przed hałasem.
S Ostrzeż o niebezpieczeństwie osoby znajdujące się w pobliżu.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania urządzenia wezwij odpowiednio
przeszkolony personel
CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE
Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją
OSTROŻNIE!
Urządzenia Class A nie są przeznaczone do użytku w budynkach, gdzie
zasilanie elektryczne pochodzi z publicznego niskonapięciowego układu
zasilania. Ze względu na przewodzone i emitowane zakłócenia, w takich
lokalizacjach mogą występować potencjalne trudności w zapewnieniu
kompatybilności elektromagnetycznej urządzeń Class A.
UWAGA!
Przed instalacją i rozruchem urządzenia
należy zapoznać się z niniejszą instrukcją.
OSTROŻNIE!
Produkt przeznaczony jest wyłącznie do spawania łukiem spawalniczym.
PL

© ESAB AB 2011
bc23do - 6 -
Zużyty sprzęt elektroniczny należy przekazać do zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2002/96/WE w sprawie zużytego sprzętu
elektrycznego i elektronicznego (WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne i/lub elektroniczne należy
przekazywać do zakładu utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, masz obowiązek uzyskać informacje o
odpowiednich punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy ESAB.
ESAB posiada w ofercie najważniejsze akcesoria służące do zabezpieczenia
pracy na stanowisku wykonywania prac spawalniczych.
2 WPROWADZENIE
Mig C280 PRO i Mig C340 PRO to regulowane skokowo kompaktowe źródła prądu
spawania, przeznaczone do spawania drutami pełnymi ze stali, stali nierdzewnej lub
aluminium i drutami rdzeniowymi w osłonie gazów ochronnych lub bez.
Aby spawać drutami pełnymi/w osłonie gazów ochronnych oraz drutami rdzeniowymi
bez osłony gazowej, należy przełączyć przewody + i - na złączu powyżej podajnika
drutu.
Źródła prądu występują w różnych wariantach ć patrz strona 27.
Akcesoria firmy ESAB do tego produktu można znaleźć na stronie 31.
2.1 Wyposażenie
Wraz ze źródłem prądu Mig C280 PRO są dostarczane:
S Uchwyt spawalniczy PSF 250 - 3 m (Mig C280 PRO 4WD - 4,5 m)
S Przewód masowy 3,5 m z klamrą (Mig C280 PRO 4WD - 5 m)
S Półka na butlę z gazem
S Instrukcja obsługi
Wraz ze źródłem prądu Mig C340 PRO są dostarczane:
S Uchwyt spawalniczy PSF 305 ć 3 m (Mig C340 PRO 4WD - 4,5 m)
S Przewód masowy 3,5 m z klamrą (Mig C340 PRO 4WD – 5 m)
S Półka na butlę z gazem
S Instrukcja obsługi
PL

© ESAB AB 2011
bc23do - 7 -
3 DANE TECHNICZNE
Mig C280 PRO
Napięcie 400-415 V, 3∼50/60 Hz
380V, 3∼50/60 Hz
230/400-415/500 V, 3∼50 Hz
230/440-460 V, 3∼60 Hz
Obciążenie dopuszczalne
przy
100% cyklu pracy
150 A/22 V 150 A/22 V
60% cyklu pracy 190 A/24 V 190 A/24 V
30% cyklu pracy 280 A/28 V 280 A/28 V
Zakres ustawień (DC) 30 A / 15 V-280 A / 28 V 30 A / 15 V-280 A / 28 V
Napięcie stanu jałowego 15-38 V 15-38 V
Moc stanu jałowego 190 W 190 W
Sprawność 69% 69%
Współczynnik mocy 0,97 0,97
Napięcie sterowania 42 V, 50/60 Hz 42 V, 50/60 Hz
Prędkość podawania drutu 1,9-19 m/min 1,9-19 m/min
Czas upalania elektrody 0-0,25 s 0-0,25 s
Spawanie punktowe 0,2-2,5 s 0,2-2,5 s
Przyłącze uchwytu EURO EURO
Wymiary dł.xszer.xwys. 840x425x830 840x425x830
Waga 91 kg 91 kg
Temperatura pracy Od -10 do +40°C Od -10 do +40°C
Temperatura transportu Od -20 do +55°C Od -20 do +55°C
Stopień ochrony IP 23 IP 23
Klasa zastosowania
Mig C340 PRO
Napięcie 400-415 V, 3∼50/60 Hz
380V, 3∼50/60 Hz
230/400-415/500 V, 3∼50 Hz
230/440-460 V, 3∼60 Hz
Obciążenie dopuszczalne
przy
100% cyklu pracy
195 A/24 V 195 A/24 V
60% cyklu pracy 250 A/27 V 250 A/27 V
30% cyklu pracy 340 A/31 V 340 A/31 V
Zakres ustawień (DC) 40 A / 16 V-340 A / 31 V 40 A / 16 V-340 A / 31 V
Napięcie stanu jałowego 16-40 V 16-40 V
Moc stanu jałowego 240 W 240 W
Sprawność 77% 77%
Współczynnik mocy 0,95 0,95
Napięcie sterowania 42 V, 50/60 Hz 42 V, 50/60 Hz
Prędkość podawania drutu 1,9-20 m/min 1,9-20 m/min
Czas upalania elektrody 0-0,5 s 0-0,5 s
PL

© ESAB AB 2011
bc23do - 8 -
Mig C340 PRO
Prędkość dojazdowa OFF / ON OFF / ON
2-takt/4-takt 2 / 4 2 / 4
Przyłącze uchwytu EURO EURO
Wymiary dł.xszer.xwys. 840x425x830 840x425x830
Waga 114 kg 114 kg
Temperatura pracy Od -10 do +40°C Od -10 do +40°C
Temperatura transportu Od -20 do +55°C Od -20 do +55°C
Stopień ochrony IP 23 IP 23
Klasa zastosowania
IP określa w jakim stopniu urządzenie jest odporne na przedostawanie sie do wewnątrz
zanieczyszczeń stałych i wodnych. IP23 oznacza, że urządzenie jest przystosowane do pracy w
pomieszczeniach zamkniętych i na zewnątrz.
Stopień ochrony
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można spawać lub
ciąć przy określonym obciążeniu nie powodując przeciążenia. Cykl pracy obowiązuje dla 40°C.
Cykl pracy
Klasa zastosowania
Klasa zastosowania oznacza, że urządzenie jest przystosowane do użycia w miejscach,
gdzie występuje zwiększone niebezpieczeństwo porażenia prądem elektrycznym.
4 INSTALACJA
Instalacji może dokonać jedynie osoba posiadająca uprawnienia w zakresie
eksploatacji elektrycznego sprzętu spawalniczego udokumentowane ważnymi
zaświadczeniami kwalifikacyjnymi.
OSTROŻNIE!
Produkt przeznaczony jest do użytku przemysłowego. W warunkach domowych może
spowodować zakłócenia odbioru radiowego. Za przedsięwzięcie należytych środków
zapobiegawczych odpowiedzialny jest użytkownik.
4.1 Położenie
Źródło prądu spawania należy ustawić w taki sposób, aby wloty i wyloty powietrza
chłodzącego nie były zablokowane.
PL

© ESAB AB 2011
bc23do - 9 -
4.2 Montaż podzespołów
OSTRZEŻENIE
Podczas transportu tylne koła źródła prądu są ustawione w pozycji przedniej. Przed
rozpoczęciem pracy należy je ustawić w pozycji tylnej.
PL

© ESAB AB 2011
bc23do - 10 -
4.3 Instalacja elektryczna
4.4 Zasilanie sieciowe
Sprawdzić, czy urządzenie zostało podłączone do zasilania sieciowego o
odpowiednim napięciu oraz czy jest zabezpieczone przez bezpiecznik odpowiedniej
mocy. Zgodnie z przepisami, należy wykonać ochronne połączenie uziemiające.
Tabliczka znamionowa z danymi dotyczącymi podłączania zasilania
PL

© ESAB AB 2011
bc23do - 11 -
Zalecane bezpieczniki i minimalny przekrój przewodów
Mig C280 PRO 3∼50 Hz 3∼50 Hz 3∼50/60 Hz 3∼50 Hz 3∼60 Hz 3∼60 Hz
Napięcie (V) 230 380 400-415 500 230 440-460
Prąd pierwotny A
przy 100% cyklu pracy 13
8
7 5 11 7
przy 60% cyklu pracy 18 11 10 8 18 10
przy 30% cyklu pracy 32 19 18 15 32 17
Przekrój przewodu
sieciowego, mm
2
4 x 2,5 4 x 1,5 4 x 1,5 4 x 1,5 4 x 2,5 4 x 1,5
Bezpiecznik zwłoczny A 20 16 16 16 20 16
Mig C340 PRO 3~50 Hz 3∼50 Hz 3~50/60 Hz 3~50 Hz 3~60 Hz 3~60 Hz
Napięcie (V) 230 380 400-415 500 230 440-460
Prąd pierwotny A
przy 100% cyklu pracy 16
10
9 7 16 8
przy 60% cyklu pracy 24 15 14 11 23 12
przy 30% cyklu pracy 37 20 21 17 36 19
Przekrój przewodu
sieciowego, mm
2
4 x 4 4 x 2,5 4 x 2,5 4 x 2,5 4 x 4 4 x 2,5
Bezpiecznik zwłoczny A 20 16 16 16 20 16
UWAGA! Przekrój przewodu sieciowego i wielkości bezpieczników podane powyżej są zgodne z
przepisami szwedzkimi. Możliwe, że nie będą one odpowiednie w innych krajach: należy się upewnić,
że przekrój przewodu i wielkości bezpieczników są zgodne z odpowiednimi przepisami lokalnymi.
5 DZIAŁANIE
Ogólne przepisy bezpieczeństwa dotyczące obchodzenia się z niniejszym
sprzętem znajdują się na stronie 4. Należy zapoznać się z nimi przed
przystąpieniem do jego użytkowania.
OSTRZEŻENIE!
Elementy obrotowe - niebezpieczeństwo wypadku! Zachowaj jak
największą ostrożność!
OSTRZEŻENIE!
Aby uniknąć opadania szpuli z drutem spawalniczym
należy przekręcić czerwone pokrętło znajdujące się w
korpusie hamulca zgodnie z rysunkiem umieszczonym
na podstawie
PL

© ESAB AB 2011
bc23do - 12 -
OSTRZEŻENIE!
W przypadku ustawienia urządzenia na
nierównym lub pochyłym podłożu, należy
zabezpieczyć je przed możliwością wywrócenia
się.
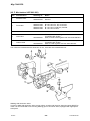
5.1 Przyłącza i sterowanie
1 Przełącznik zasilania sieciowego 8 Przyłącze przewodu masowego (-), niska
indukcyjność
2 Przełącznik, nastawa zgrubna 9
Przełącznik prędkości dojazdowej -
WŁ./WYŁ. (ON/OFF)
3 Przełącznik, nastawa dokładna 10 Pokrętło do regulacji prędkości podawania
drutu
4 Kontrolka, zasilanie włączone 11 Przełącznik 2-taktu / 4-taktu
5 Pomarańczowa kontrolka, przegrzanie 12 Pokrętło nastawy czasu upalania elektrody
6 Przyłącze uchwytu spawalniczego (EURO) 13
Wyświetlacz (miernik cyfrowy) – V/A
7 Przyłącze przewodu masowego (-), wysoka
indukcyjność
14
Pokrętło nastawy spawania punktowego –
WŁ./WYŁ. (ON/OFF)
5.2 Zabezpieczenie przed przegrzaniem
Termiczny wyłącznik przeciążeniowy chroni przed przegrzaniem. Wyłącznik kasuje się
automatycznie, kiedy urządzenie ostygnie.
5.3 Indukcyjność
Wyższa indukcyjność powoduje, że spoina jest bardziej płynna i występuje mniej roz
prysków. Niższa indukcyjność powoduje ostrzejszy dźwięk i stabilny, skoncentrowany
łuk.
PL

© ESAB AB 2011
bc23do - 13 -
5.4 Zmiana biegunowości
Drut spawalniczy źródła prądu jest fabrycznie podłączony do bieguna dodatniego. W
przypadku niektórych drutów, np. drutów rdzeniowych samoosłonowych zalecane
jest spawanie z biegunowością ujemną. Biegunowość ujemna oznacza, że drut jest
podłączony do bieguna ujemnego, a kabel masowy do bieguna dodatniego.
Należy sprawdzić zalecaną biegunowość dla używanego drutu spawalniczego.
5.5 Dociskanie podawanego drutu
Należy upewnić się, że drut nie napotyka na opór podczas przesuwania się we
wkładzie uchwytu. Następnie należy ustawić docisk rolek dociskowych. Ważne jest
aby docisk nie był zbyt duży.
Rysunek 1 Rysunek 2
W celu sprawdzenia czy nacisk podawania jest prawidłowo ustawiony, można
wysuwać drut przytykając go do jakiegoś izolowanego przedmiotu, np. do
drewnianego klocka .
Trzymając uchwyt w odległości ok. 5 mm od klocka drewnianego, (rysunek 1) rolki
podajnika powinny ślizgać się.
Trzymając uchwyt w odległości ok. 50 mm od drewnianego klocka, drut powinien
wysuwać się i zaginać (rysunek 2).
PL

© ESAB AB 2011
bc23do - 14 -
5.6 Wymiana i wkładanie drutu
S Otwórz panel boczny.
S Odłącz czujnik nacisku, odchylając go w tył. Unieś rolki dociskowe.
S Wyprostuj 10-20 cm nowego drutu. Spiłuj zadziory i ostre krawędzie końcówki
drutu przed umieszczeniem go w podajniku.
S Sprawdź, czy drut prawidłowo przechodzi przez rolki prowadzące podajnika do
dyszy wylotowej i prowadnicy drutu.
S Zabezpiecz czujnik nacisku.
S Zamknij panel boczny.
6 KONSERWACJA
Regularna konserwacja jest ważna celem zapewnienia bezpieczeństwa i
niezawodności.
OSTROŻNIE!
Jakiekolwiek czynności naprawcze podejmowane przez użytkownika w okresie
gwarancyjnym powodują całkowitą utratę gwarancji.
6.1 Kontrola i czyszczenie
Źródło prądu
Należy regularnie sprawdzać, czy źródło prądu nie uległo zabrudzeniu.
Źródło prądu powinno być regularnie czyszczone przy użyciu suchego sprężonego po
wietrza o obniżonym ciśnieniu. Czyszczenie należy przeprowadzać częściej w środo
wisku silnie zanieczyszczonym.
W przeciwnym razie wlot/ wylot powietrza może zostać zablokowany i spowodować
przegrzanie. Aby tego uniknąć, można zastosować filtr powietrza.
Filtr powietrza jest dostępny jako opcja. Numer katalogowy podano na stronie 31.
Uchmyt spawalniczy
S Aby zapewnić bezproblemowe podawanie drutu należy regularnie
przeprowadzać czyszczenie i wymianę zużytych elementów uchwytu. Należy
regularnie przedmuchiwać prowadnicę drutu i czyścić końcówkę stykową.
PL

© ESAB AB 2011
bc23do - 15 -
Piasta hamulca
Piasta jest regulowana przy dostawie, jeśli
wymagana jest ponowna regulacja, wówczas
należy postępować według następujących
instrukcji. Wyregulować piastę hamulca tak, aby
drut był lekko poluzowany, gdy podajnik zostanie
zatrzymany.
S Regulacja momentu obrotu:
S Obrócić czerwony uchwyt w celu włączenia blokady.
S Włozyć śrubokręt do sprężyny piasty.
Obracać sprężynę w kierunku zgodnym z ruchem wskazówek zegara, żeby
zredukować moment obrotu
Obracać sprężynę w kierunku odwrotnym do ruchu wskazówek zegara, by
zwiększyć moment obrotu. NB: Obrócić obie śruby o taką samą wartość.
7 USUWANIE USTEREK
Przed odesłaniem urządzenia do autoryzowanego serwisu należy przeprowadzić
następujące kontrole i przeglądy.
Typ usterki Działanie
Brak łuku S Sprawdź, czy przełącznik zasilania sieciowego został
załączony.
S Sprawdź, czy obwód spawania został prawidłowo podłączony.
S Sprawdź, czy ustawiono odpowiednią wartość prądu.
W trakcie spawania wystąpiła
przerwa w dostawie prądu
spawania
S Sprawdź, czy zadziałał wyłącznik termiczny (sygnalizuje to
pomarańczowa kontrolka na przednim panelu).
S Sprawdź bezpieczniki zasilania sieciowego.
Wyłącznik termiczny
często się uruchamia
S Sprawdź, czy filtry powietrza nie są zatkane.
S Upewnij się, że nie zostały przekroczone dane znamionowe
źródła prądu (tj. czy urządzenie nie jest przeciążone).
Słaba wydajność spawania S Sprawdź, czy obwód spawania został prawidłowo podłączony.
S Sprawdź, czy ustawiono odpowiednią wartość prądu.
S Sprawdź, czy zastosowano odpowiednie druty spawalnicze.
S Sprawdź bezpieczniki zasilania sieciowego.
S Sprawdź, czy zastosowano odpowiednie rolki podające i czy
ustawiono odpowiedni docisk rolek
PL

© ESAB AB 2011
bc23do - 16 -
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
Naprawy i prace związane z z obwodomi elektrycznymi powinny być
przeprowadzane przez upoważnionego serwisanta ESAB.
Należy stosować tylko oryginalne części zamienne i zużywające się ESAB.
Mig C280 PRO, Mig C340 PRO są skonstruowane i przetestowane zgodnie z
międzynarodową i europejską normą 60974-1, 60974-5 i 60974-10 . Obowiązkiem
jednostki serwisowej dokonującej serwisu lub naprawy, aby upewnić się, że
produkt w dalszym ciągu odpowiada wymienionym normom.
Części zamienne można zamawiać u najbliższego przedstawiciela handlowego firmy
ESAB (patrz ostatnia strona tej publikacji).
PL

notes - 17 -
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

© ESAB AB 2011
Schemat
bc23e - 18 -
Mig C280, 380-415V

© ESAB AB 2011
bc23e - 19 -
Mig C280, 380-415V

© ESAB AB 2011
bc23e - 20 -
Mig C280, 230-500V
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































ESAB Mig C280 PRO, Mig C340 PRO Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
ESAB Mig 320 Origo™ Instrukcja obsługi
-
ESAB Mig L305, Mig L405 Instrukcja obsługi
-
-
ESAB Mig 410, Mig 510 Origo™ Instrukcja obsługi
-
-
-
ESAB Origo™ Arc 250, Origo™ Arc 300, Origo™ Arc 400 Instrukcja obsługi
-
ESAB Mag C140 Instrukcja obsługi
-
ESAB Mig 400t, Mig 500t Instrukcja obsługi
-