Renishaw H-2000-5015-05-N Installation & User's Guide
- Kategoria
- Sprzęt do nagrywania
- Typ
- Installation & User's Guide
Niniejsza instrukcja jest również odpowiednia dla

Instrukcja instalacji i obsługi
H-2000-5249-07-A
Sonda do ustawiania narzędzi TS27R

©1995–2007 Renishaw plc. Wszelkie prawa
zastrzeżone.
Kopiowanie niniejszego dokumentu, jego
reprodukcja w całości bądź w części, a także
przenoszenie na inne nośniki informacji lub
tłumaczenie na inne języki z użyciem
jakichkolwiek metod bez uprzedniej pisemnej
zgody firmy Renishaw jest zabronione.
Publikacja materiałów w ramach niniejszego
dokumentu nie implikuje uchylenia praw
patentowych firmy Renishaw plc.
Zastrzeżenie
Firma dołożyła wszelkich starań, aby
zawartość tego dokumentu była wolna od
nieścisłości i pominięć. Jednakże firma
Renishaw nie udziela żadnych gwarancji co do
zawartości niniejszego dokumentu i w
szczególności uchyla wszelkie domniemane
gwarancje. Firma Renishaw zastrzega sobie
prawo dokonywania zmian w niniejszym
dokumencie oraz w wyrobie tu opisanym, bez
obowiązku powiadamiania jakichkolwiek osób
o tych zmianach.
Gwarancja
Sprzęt wymagający sprawdzenia w ramach
gwarancji należy zwrócić do dostawcy.
Reklamacje nie będą uwzględnione w
przypadku, gdy sprzęt firmy Renishaw został
niewłaściwie użyty lub zaistniały próby jego
naprawiania lub regulowania przez
nieuprawnione osoby.
Wprowadzanie zmian w sprzęcie
Firma Renishaw rezerwuje sobie prawo do zmian
specyfikacji bez powiadomienia.
Obrabiarka sterowana numerycznie CNC
Obrabiarka sterowana numerycznie CNC powinna być
obsługiwana przez wykwalifikowany personel zgodnie z
instrukcjami producenta.
Obchodzenie się z systemem
Elementy składowe należy utrzymywać w czystości.
Znaki towarowe
RENISHAW® oraz symbol sondy wykorzystany w logo
firmy Renishaw są zastrzeżonymi znakami towarowymi
firmy Renishaw plc w Wielkiej Brytanii i innych krajach.
apply innovation jest znakiem towarowym firmy
Renishaw plc.
Wszelkie nazwy marek oraz nazwy produktów, użyte w
niniejszym dokumencie, są nazwami towarowymi,
znakami usług, znakami towarowymi lub zastrzeżonymi
znakami towarowymi, należącymi do ich właścicieli.
Uwagi patentowe
Cechy produktu przedstawione w niniejszej instrukcji
obsługi oraz produktów pokrewnych podlegają
następującym patentom lub zgłoszeniom patentowym:
Numer katalogowy firmy Renishaw: H-2000-5018-07-A
Data wydania: 05.07
DE 4413968
EP 0695926
GB 2277593
IT 1273643
JP 1,445/1997
JP 3561289
JP 2002-531,839
US 5,446,970
US 5,647,137
US 5,669,151
US 6,470,584 B1

Sonda do ustawiania narzędzi TS27R
Instrukcja instalacji i obsługi
Spis treści
System sondy TS27R ...................................... 1
Działanie .......................................................... 2
Dane techniczne .............................................. 3
Zespół interfejsu .............................................. 3
Wymiary ........................................................... 4
Instalacja ......................................................... 5
Schematy połączeń elektrycznych.................. 6
Mocowanie trzpienia pomiarowego
i łącznika zabezpieczającego ....................... 10
Bezpiecznik mechaniczny ............................. 11
Ustawianie poziomu trzpienia
pomiarowego ................................................. 12
Zestrojenie trzpienia kwadratowego .............. 13
Naprawa i konserwacja ................................. 14
Konserwacja membrany ................................ 15
Lista części zamiennych ................................ 16
BEZPIECZEŃSTWO
System TS27R musi być instalowany przez osobę wykwalifikowaną, z zachowaniem stosownych
środków ostrożności. Przed rozpoczęciem pracy należy upewnić się, czy obrabiarka znajduje się w
bezpiecznym stanie przy WYŁĄCZONYM zasilaniu, oraz czy jest odłączone zasilanie MI 8/MI 8-4.


Interfejs MI 8
8
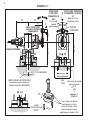
SYSTEM SONDY TS27R
Sonda TS27R jest używana do
ustawiania narzędzi w centrach
obróbkowych sterowanych numerycznie
CNC.
Przy pomiarach długości narzędzia oraz
przy detekcji uszkodzeń narzędzia, jest
ono przesuwane w kierunku do trzpienia
sondy pomiarowej w osi Z. Obracające
się narzędzia mogą być ustawiane w osi
X lub Y przy pomiarach offsetów
promieni narzędzi.
Śruby regulacyjne umożliwiają
ustawienie trzpienia pomiarowego
względem osi obrabiarki.
Interfejs przetwarza sygnały pomiędzy
sondą i sterownikiem CNC.
1. Trzpień pomiarowy
2. Obsada dla trzpieni pomiarowych z okrągłymi i
kwadratowymi końcówkami pomiarowymi
3. Łącznik zabezpieczający
4. Bezpiecznik mechaniczny
5. Przednia pokrywa
6. Śruby mocujące podstawy sondy
7. Regulacja poziomu trzpienia pomiarowego – śruby
regulacyjne.
8. Regulacja ustawienia kwadratowego trzpienia pomiarowego
względem osi – śruby regulacyjne
9. Regulacja kwadratowego trzpienia pomiarowego względem
osi – śruby blokujące
10. Złącze pośrednie
1
Sterownik
obrabiarki
CNC
Interfejs MI 8-4
Z
2
X/Y
Sonda TS27R
Rowek teowy
stołu obrabiarki
Kabel
10
7
3
5
7
1
4
6
Alternatywne zespoły interfejsów
Ustawianie średnicy
Obracać narzędzie w
kierunku odwrotnym
9

2
MOŻLIWE DO UZYSKANIA TOLERANCJE
USTAWIEŃ
Tolerancje z jakimi narzędzia mogą być
ustawiane zależą od płaskości i równoległości
ustawienia końcówki trzpienia pomiarowego.
Wartość 5 µm przód względem tyłu i bok
względem boku łatwo jest osiągnąć względem
płaskiej części końcówki trzpienia pomiarowego
(równoległość 5 µm jest łatwo osiągalna
względem osi kwadratowej końcówki trzpienia
pomiarowego). Taka dokładność ustawiania jest
wystarczająca dla większości zastosowań.
ZALECANE PRĘDKOŚCI POSUWU
NARZĘDZI OBROTOWYCH
Frezy powinny być obracane w kierunku
przeciwnym do kierunku skrawania.
Pierwsze zetknięcie – prędkość obrotowa
wrzeciona obrabiarki obr/min
Prędkość obrotowa dla pierwszego
przemieszczenia w kierunku trzpienia sondy jest
obliczna na podstawie prędkości skrawania
powierzchni 60 m/min.
Prędkość wrzeciona należy utrzymywać w
zakresie 150 obr./min. do 800 obr./min. dla
frezów Ø24 mm do Ø127 mm.
Prędkość skrawania powierzchniowego nie jest
zachowana, jeżeli używa się frezów mniejszych
niż Ø24 mm lub większych niż Ø127 mm.
DZIAŁANIE
Pierwsze zetknięcie – prędkość posuwu
obrabiarki
Prędkość posuwu (f) jest obliczana jako:
f = 0,16 × obr./min. f jednostek mm/min
(ustawianie średnicy)
f = 0,12 × obr./min. f jednostek mm/min
(ustawianie długości)
Drugie zetknięcie – prędkość posuwu
obrabiarki:
800 obr./min., posuw 4 mm/min.
PROCEDURY PROGRAMOWE
Procedury programowe dla ustawiania narzędzi
są dostępne w firmie Renishaw dla różnych
sterowników obrabiarek i zostały opisane w
arkuszu danych technicznych H-2000-2289.

3
Normalnie montowane do odczytu w
osiach ±X, ±Y oraz –Z obrabiarki
1 µm
Maksymalna wartość średnia
wartość 2 sigma (2σ)
✱
1,3 N do 2,4 N / 130 G do 240 G
zależnie od kierunku odczytu
+5 °C do 60 °C
–10 °C do 70 °C
Kierunki odczytu
Powtarzalność w
jednym kierunku
Siła wyzwalania dla
końcówki pomiarowej
Temperatura
Pracy
Przechowywania
DANE TECHNICZNE
Trzpienie dyskowe
Węglik wolframu,
75 Rockwell C.
Ø12,7 mm × 8 mm
Trzpień kwadratowy
Końcówka ceramiczna, 75
Rockwell C.
19,05 mm × 19,05 mm × 8 mm
ZESPÓŁ INTERFEJSU
* Sprawdzona przy testowaniu prostym trzpieniem
pomiarowym 35 mm i przy prędkości 480 mm/min w
środku końcówki trzpienia pomiarowego
Interfejs MI 8-4 jest dokładnie opisany w
Instrukcji obsługi H-2000-5008.
Alternatywny interfejs MI 8 jest dokładnie
opisany w Instrukcji obsługi H-2000-5015.
Interfejs MI 8-4 korzysta ze
standardowego sygnału wejściowego
sondy pomiarowej typu G31 SKIP. Sygnał
wyjściowy statusu sondy przyjmuje
wartości w zakresie pomiędzy 4,57 V i
30 V prądu stałego.
Wszystkie sygnały wejściowe są w pełni
konfigurowalne do pracy w trybie
AKTYWNY WYSOKI (ACTIVE HIGH) lub
AKTYWNY NISKI (ACTIVE LOW).
Interfejs posiada również funkcję “inhibit”
(wstrzymania), a także jest wyposażony w
prosty mechanizm wyboru pomiędzy sondą
ustawiania narzędzi i sondą pomiarową.
Interfejs MI 8-4 korzysta ze
standardowego sygnału wejściowego
sondy pomiarowej typu G31 SKIP. Sygnał
wyjściowy statusu sondy stanowi
beznapięciowy sygnał przekaźnika SSR
(przekaźnik półprzewodnikowy), którego
działanie może być odwrócone za pomocą
przełącznika (SW1).
Maksymalny prąd 50 mA wartości
szczytowej. Maksymalne napięcie ±50 V
wartości szczytowej.
Jest wyposażony w funkcję wstrzymania, a
także układ do sterowania zewnętrzną
diodą LED statusu sondy.
Bezpiecznik
mechaniczny
Obsada
trzpienia
8
19,05
19,05
Ø12,7
8
Łącznik zabezpieczający

WYMIARY mm
4
56
27
8
50
WYCHYLENIE KOŃCÓWKI
POMIAROWEJ W OSIACH
X-Y
Minimum 10° we
wszystkich osiach
WYCHYLENIE
KOŃCÓWKI
POMIAROWEJ W
OSI Z
5,5 na środku
trzpienia
pomiarowego
X/Y X/Y
Z
60,75
33
TRZPIEŃ
POMIAROWY
ZŁĄCZE POŚREDNIE
ZESPÓŁ ŚRUBY MŁOTECZKOWEJ
Dostarczany przez użytkownika.
Średnica śruby M12 MAKSIMUM
45°
Cztery otwory dla kołków
pozycjonujących (dwa
wykorzystywane), równo
rozmieszczonych na kole
podziałowym o średnicy Ø54
STÓŁ OBRABIARKI
KOŁKI
POZYCJONUJĄCE
SPIROL
®
81,75
Ø63,5
Koło podziałowe o
średnicy
Ø54
HHH
L
L1
L2
Dwa otwory dla kołków
pozycjonujących
6,13
5,95
×
głębokość 13
MINIMUM
Ø
PUNKT OBROTOWEGO
PODPARCIA TRZPIENIA
POMIAROWEGO

KABEL PRZEDŁUŻAJĄCY (maksymalne
przedłużenie o 15 m)
Maksymalna dopuszczalna długość kabla:
Pomiedzy sondą i interfejsem – 25 m długości.
Dwużyłowy ekranowany kabel 7/0,2 w izolacji
poliuretanowej. Zachować ekranowanie na złączach.
OSŁONA KABLA do ZABEZPIECZENIA KABLA
Firma Renishaw zaleca dla wszystkich instalacji
montowania osłon kablowych Thomas and Betts
Typu EF lub odpowiedników. Złącze pośrednie TS27R
jest dostosowane do elastycznej osłony kablowej
Ø11 mm.
Złącze pośrednie
Osłona kabla
INSTALACJA
MONTAŻ SONDY NA STOLE OBRABIARKI
1. Wybrać położenie dla sondy na stole obrabiarki.
2. Odłączyć podstawę sondy od zespołu sondy
odkręcając dwie śruby H i śrubę L1 za pomocą
trzpieniowego klucza sześciokątnego 4 mm.
3. Zamocować śrubę młoteczkową (nie jest dostarczana
przez Renishaw).
4. Dokręcić śrubę młoteczkową w celu zamocowania
podstawy sondy do stołu obrabiarki.
5. Założyć sondę na podstawę i wkręcić śruby. Dokręcić
mocno dwie śruby H. Pozostawić śruby mocujące L1 i
L2 poluzowane, aby umożliwić zestrojenie trzpienia
pomiarowego (zobacz na stronie 12).
6. Założyć trzpień pomiarowy (zobacz na stronach 10
oraz 11).
KOŁKI POZYCJONUJĄCE SPIROL
®
(zobacz na stronie 4)
Śruba młoteczkowa zapewnia wystarczający docisk we
wszystkich normalnych warunkach. Jednakże w przypadku
instalacji, gdzie istnieje potrzeba zdejmowania i zakładania
sondy TS27R, można zamontować dwa kołki
pozycjonujące (dostarczane w zestawie sondy). W celu
zamontowania kołków pozycjonujących należy nawiercić w
stole obrabiarki dwa otwory odpowiadające dwóm otworom
podstawy sondy. Umieścić kołki pozycjonujące w otworach
i zamontować podstawę sondy.
KABEL
Czterożyłowy ekranowany kabel 7/0,2 w izolacji
poliuretanowej, o długości 10 m. Średnica kabla 4,4 mm.
Obwody sondy – żyły czerwona i niebieska (żółta i zielona
nie są wykorzystywane).
5
Kabel
UWAGA:
Ekran kabla jest połączony z obrabiarką poprzez
kondensator 100 nF znajdujący się wewnątrz TS27R
w celu zapobieżenia przebiciom do masy. Należy się
upewnić, czy ekran kabla jest podłączony do
odpowiedniego wejścia interfejsu.

ZALECANY SCHEMAT POŁĄCZEŃ DLA
SONDY TS27R Z INTERFEJSEM MI 8
6
STEROWNIK CNC
Zasilanie układu wejścia/wyjścia
Sygnał wejściowy
ruchu jałowego (G31)
Ekran
Żółty/Zielony
●
●
●
●
●
●
+V d.c.
0 V d.c.
Żółty/Zielony
Żółty/Zielony
●
Masa odniesienia sterownika
Zasilanie
interfejsu
B7 SSR
B6 SSR
B5 Ekran
B1 Sygnał
wstrzymania
B2 Masa
sygnału
wstrzymania
●
●
●
●
INTERFEJS MI 8
●
●
●
A5 +V d.c.
A6 0 V d.c.
A4 Ekran
Żółty/Zielony
WEJŚCIE SONDY
Uziemienie ochronne
sterownika **
**
Może być również określane jako “PE”, “punkt
gwiazdy” lub “szyna uziemienia”.
OPCJONALNIE
Sygnał wyjściowy
stanu sondy
(beznapięciowy
sygnał SSR)
Sterowane z
użyciem kodu
programowego M
●
●
●
●
●
●
▲
{
{

●
●
7
Sonda+ A1
Sonda– A2
Ekran A3
WEJŚCIE
SONDY
OBRABIARKA
UKŁAD USTAWIANIA
NARZĘDZI TS27R
●
●
●
●
●
SONDA TS27R
●
Niebieski
Czerwony
Kondensator
100nF *
*
Kondensator 100 nF zapobiega
przepływowi przez ekran kabla
napięcia stałego i napięć niskiej
częstotliwości, spowodowanych
różnicą potencjałów pomiędzy
masą odniesienia sterownika i
masą odniesienia obrabiarki.
Możliwe galwaniczne
połączenie z
uziemieniem poprzez
śruby podstawy
sondy TS27R
W celu uzyskania informacji
dotyczących połączeń B1 i B2
interfejsu MI 8 ze sterownikiem
CNC oraz połączeń wejścia/wyjścia
B3 i B4, proszę zapoznać się z
Instrukcją obsługi interfejsu MI 8
H-2000-5015.
Zewnętrzna dioda LED +
napięcia zasilania
Zewnętrzna dioda LED -
napięcia zasilania
Masa odniesienia obrabiarki
▲
●
{
B3
B4

ZALECANY SCHEMAT POŁĄCZEŃ DLA
SONDY TS27R Z INTERFEJSEM MI 8-4
8
STEROWNIK CNC
Biegun + napięcia zasilania z
zasilacza wejścia/wyjścia
Sygnał wejściowy ruchu jałowego (G31)
Biegun - napięcia zasilania z
zasilacza wejścia/wyjścia
Żółty/Zielony
●
●
●
●
●
●
●
●
+V d.c.
0 V d.c.
Żółty/Zielony
Żółty/Zielony
●
Masa odniesienia sterownika
Zasilanie
interfejsu
A10 Izolowane wyjście bieguna + zasilania
A11 Sygnał wyjściowy statusu sondy (układ typu totem pole)
A12 Izolowane wyjście bieguna - zasilania
B4 Sygnał wejściowy SELX–
B5 Sygnał wyjściowy X-
B6 Sygnał wejściowy SELX+
B7 Sygnał wyjściowy X+
B8 Sygnał wejściowy SELZ–
B9 Sygnał wyjściowy Z-
B10 Sygnał wejściowy SELZ+
B11 Sygnał wyjściowy Z+
A7 Wybór pomiaru inspekcyjnego
A8 Wstrzymanie
A9 Masa rezystorów wejściowych
●
●
●
●
INTERFEJS MI 8-4
●
●
●
●
●
●
●
●
●
●
●
●
●
●
B1 +V d.c.
B2 0 V d.c.
B3 Ekran
Żółty/Zielony
WEJŚCIE ZASILANIA
Uziemienie ochronne
sterownika **
**
Może być również określane jako “PE”, “punkt gwiazdy” lub
“szyna uziemienia”
OPCJONALNIE
●
▲
Ekran
{
{

OBRABIARKA
UKŁAD USTAWIANIA
NARZĘDZI TS27R
●
●
SONDA TS27R
●
Kondensator
100 nF *
Możliwe galwaniczne
połączenie z
uziemieniem poprzez
śruby podstawy
sondy TS27R
Masa odniesienia obrabiarki
●
9
Ekran A1
Sonda+ A2
Sonda– A3
WEJŚCIE
SONDY
●
●
●
Niebieski
Czerwony
* Kondensator 100 nF zapobiega
przepływowi przez ekran kabla
napięcia stałego i napięć niskiej
częstotliwości, spowodowanych
różnicą potencjałów pomiędzy
masą odniesienia sterownika i masą
odniesienia obrabiarki.
W celu uzyskania informacji
dotyczących tych połączeń,
proszę zapoznać się z
Instrukcją obsługi
MI 8-4 H-2000-5008
Biegun + sygnału wejściowego
systemu pomiarowego
Biegun – sygnału wejściowego
systemu pomiarowego
Ekran
Interfejs
sondy
pomiarowej
Sonda pomiarowa
OPCJONALNIE
●
●
●
▲
A4
A5
A6

Łącznik
zabezpieczający
Bezpiecznik
mechaniczny
Klucz płaski
5 mm AF
2,6 Nm
MOCOWANIE TRZPIENIA POMIAROWEGO I ŁĄCZNIKA
ZABEZPIECZAJĄCEGO
WARTOŚCI MOMENTÓW DOKRĘCENIA
ŚRUB
Dokręcić wszystkie śruby z podanymi
momentami dokręcania, pamiętając o
użyciu trzpienia blokującego przy
zakładaniu lub zdejmowaniu części
połączonych z bezpiecznikiem
mechanicznym (zobacz na stronie 11).
MOCOWANIE TRZPIENIA
POMIAROWEGO
Trzpień pomiarowy jest zamocowany w
obsadzie trzpienia po dokręceniu wkręta
dociskowego A.
10
A
Trzpień
pomiarowy
ŁĄCZNIK ZABEZPIECZAJĄCY
W przypadku nadmiernego wychylenia końcówki
pomiarowej trzpienia, bezpiecznik mechaniczny łamie
się w swoim najsłabszym miejscu, zabezpieczając
mechanizm sondy przed uszkodzeniem.
Łącznik zabezpieczający, połączony z sondą i z
trzpieniem pomiarowym, utrzymuje trzpień,
zapobiegając jego wpadnięciu do wnętrza obrabiarki i
zgubieniu.
Podczas montowania nowego łącznika
zabezpieczającego należy go zgiąć w taki sposób, by
można było przykręcić go śrubą C (zobacz na stronie
11).
Klucz trzpieniowy
sześciokątny 2 mm
1,1 Nm
Obsada
trzpienia

UWAGA
Wcześniejsze wersje sondy TS27R są
wyposażone we wkręty dociskowe z
zakończeniami kielichowymi i inny bezpiecznik
mechaniczny. Należy montować tylko te części
składowe, które zostały dostarczone wraz z
sondą lub pochodzą z zestawu serwisowego
bezpiecznika mechanicznego.
11
TRZPIEŃ POMIAROWY I JEGO OBSADA
Umieścić trzpień pomiarowy i jego obsadę na
bezpieczniku mechanicznym i wstępnie wkręcić
wkręt dociskowy B.
Przełożyć śrubę C przez oczko łącznika
zabezpieczającego i wkręcić do obsady trzpienia
pomiarowego. Następnie dokręcić wszystkie
śruby
WYMIANA BEZPIECZNIKA MECHANICZNEGO
Usunąć uszkodzone części i założyć
bezpiecznik w kolejności przedstawionej
powyżej.
BEZPIECZNIK MECHANICZNY
Należy zawsze korzystać z trzpienia blokującego umieszczanego w
odpowiednim położeniu, w celu przeciwdziałania siłom powstającym
przy dokręcaniu, aby nie uszkodzić bezpiecznika mechanicznego.
Trzpień blokujący
C
Klucz trzpieniowy
sześciokątny 3 mm
2,6 Nm
B
Klucz trzpieniowy
sześciokątny 2 mm
1,1 Nm

12
USTAWIANIE POZIOMU TRZPIENIA POMIAROWEGO
NALEŻY UWAŻAĆ, aby nie uszkodzić bezpiecznika mechanicznego
TYPY TRZPIENI POMIAROWYCH
Trzpienie dyskowe Ø12,7 mm
Trzpienie kwadratowe 19,05 mm × 19,05 mm
USTAWIANIE POZIOMU TRZPIENIA
POMIAROWEGO
Górna powierzchnia trzpienia pomiarowego musi
być ustawiona w poziomie, przód względem tyłu i
bok względem boku.
Ustawienie poziome przodu względem tyłu trzpienia
pomiarowego jest osiągane, poprzez przemienne
regulowanie śrubami L1 i L2, co powoduje, że
koniec sondy od strony kabla podnosi się lub
obniża, zmieniając ustawienia poziomu trzpienia
pomiarowego. Po osiągnięciu właściwego
wypoziomowania powierzchni trzpienia
pomiarowego należy dokręcić śruby L1 i L2.
Wypoziomowanie boku względem boku jest
osiągane, poprzez przemienną regulację wkrętami
dociskowymi L3 i L4, co powoduje obracanie się
modułu sondy, a przez to zmianę ustawień poziomu
trzpienia pomiarowego. Po osiągnięciu właściwego
wypoziomowania powierzchni trzpienia
pomiarowego należy dokręcić śruby L3 i L4.
Trzpień dyskowy
Trzpień kwadratowy
L3 i L4
Klucz trzpieniowy
sześciokątny 2,5 mm
0,8 Nm
Tył
Przód
BokL3
L4
L1
Dokręcić po założeniu
podkładki sprężystej
L2
Bok
H, L1 i L2
Klucz
trzpieniowy
sześciokątny
4 mm
5 Nm
H
H

DODATKOWA REGULACJA DLA
KWADRATOWYCH KOŃCÓWEK
POMIAROWYCH
Procedura ustawiania poziomu trzpienia
pomiarowego jest identyczna dla dyskowych i
kwadratowych końcówek pomiarowych.
Dodatkowo, boczne powierzchnie
kwadratowych końcówek pomiarowych mogą
być ustawiane w osiach X/Y obrabiarki.
Zgrubną regulację obrotu wykonuje się
poluzowując wkręt dociskowy obsady
trzpienia pomiarowego A i obracając
trzpieniem w jego obsadzie. Następnie
należy dokręcić wkręt dociskowy A. (Zawsze
należy używać trzpienia blokującego –
zobacz na stronie 11.)
Dokładną regulację obrotu wykonuje się
poluzowując cztery wkręty dociskowe R1 i
przemiennie regulując dwiema śrubami
regulacyjnymi R2 i R3 do momentu uzyskania
wymaganej równoległości końcówki
względem osi. Następnie należy dokręcić
wkręty dociskowe R1, R2 i R3.
ZESTROJENIE TRZPIENIA KWADRATOWEGO
13
Należy zawsze korzystać z trzpienia
blokującego umieszczanego w odpowiednim
położeniu, w celu przeciwdziałania siłom
powstającym przy dokręcaniu, aby nie
uszkodzić bezpiecznika mechanicznego.
DOKŁADNA REGULACJA
OBROTU
dla kwadratowych
końcówek pomiarowych
R2
Klucz trzpieniowy
sześciokątny 2,5 mm
0,8 Nm
R3
Klucz trzpieniowy
sześciokątny 2,5 mm
0,8 Nm
R1
Klucz trzpieniowy
sześciokątny
2,5 mm
0,8 Nm
L3 i L4
POZIOM
BOK względem
BOKU
Klucz trzpieniowy
sześciokątny 2,5
mm
0,8 Nm
L3 L4
A
Klucz trzpieniowy
sześciokątny 2 mm
1,1 Nm
ZGRUBNA
REGULACJA
OBROTU
dla kwadratowych
końcówek
pomiarowych
R2 i R3
Po wykonanej regulacji należy sprawdzić, czy
wszystkie śruby zostały mocno dokręcone.

14
NAPRAWA I KONSERWACJA
OBSŁUGA
Użytkownik może samodzielnie wykonać
procedury konserwacyjne opisane w niniejszej
instrukcji.
Dalszy demontaż i naprawa sprzętu firmy
Renishaw jest operacją wysokospecjalizowaną i
musi być wykonywana tylko w autoryzowanych
centrach serwisowych firmy Renishaw.
Sprzęt wymagający naprawy, przeglądu lub
sprawdzenia w ramach gwarancji należy zwrócić
do dostawcy.
MODUŁ SONDY TS27R
Sprężyna
Przednia
pokrywa
Wewnętrzna membrana
uszczelniająca
Numer seryjny sondy
Metalowa uszczelka
“powieki” sondy
KONSERWACJA
Sonda jest narzędziem precyzyjnym i należy
obchodzić się z nią ostrożnie.
Należy upewnić się, że sonda jest
odpowiednio zabezpieczona w zamocowaniu.
Sonda wymaga minimalnej konserwacji,
ponieważ została zaprojektowana do pracy jako
stały element centrów obróbkowych CNC, gdzie
jest narażona na działanie gorących wiórów i
chłodziwa.
1. Nie należy dopuszczać do nadmiernego
zbierania się odpadków materiałów wokół
sondy.
2. Wszystkie połączenia elektryczne należy
utrzymywać w czystości.
3. Mechanizm sondy jest zabezpieczony przez
zewnętrzną metalową uszczelkę “powieki”
sondy oraz wewnętrzną elastyczną
membranę uszczelniającą.
Średnio raz w miesiącu należy sprawdzać
wewnętrzną membranę uszczelniającą. Jeśli
doszło do przebicia lub uszkodzenia, sondę
należy dostarczyć do dostawcy w celu jej
naprawy.
Odstępy przeglądów można wydłużyć lub
skrócić na podstawie doświadczenia
eksploatacyjnego.
Pierścień uszczelniający o
przekroju kołowym
▲
▲

KONSERWACJA MEMBRANY
1. Zdjąć trzpień pomiarowy i jego obsadę (zobacz
na stronie 11).
2. Usuń bezpiecznik mechaniczny używając
klucza płaskiego 5 mm AF 2,6 Nm.
3. Użyć klucza C do odkręcenia przedniej pokrywy
sondy. Spowoduje to odsłonięcie metalowej
uszczelki powieki sondy i wewnętrznej
membrany uszczelniającej. Zdjąć metalową
powiekę i sprężynę. OSTRZEŻENIE – te
elementy mogą upaść.
4. Przemyć wnętrze sondy czystym chłodziwem.
(NIE UŻYWAĆ ostrych metalowych obiektów do
usuwania wiórów).
Klucz płaski
5 mm AF
2,6 Nm
15
Bezpiecznik
mechaniczny
Łącznik
zabezpieczający
5. Sprawdzić, czy membrana uszczelniająca nie
nosi śladów przebicia lub uszkodzenia. W
przypadku uszkodzenia, należy dostarczyć
sondę do dostawcy w celu jej naprawy,
ponieważ chłodziwo dostające się do
mechanizmu sondy może spowodować jej
nieprawidłowe działanie.
6. Założyć sprężynę i metalową powiekę sondy
(największa średnica sprężyny powinna być
skierowana w stronę metalowej powieki sondy).
7. Założyć pozostałe części (zobacz na stronach
10 oraz 11).
Klucz C
4 Nm
Przednia pokrywa
z pierścieniem
uszczelniającym
o przekroju
kołowym

16
LISTA CZĘŚCI ZAMIENNYCH — na zamówieniu należy wpisać numer katalogowy
Typ Nr katalogowy Opis
TS27R (trzpienie dyskowe)
z MI 8-4
TS27R (trzpienie
kwadratowe) z MI 8-4
TS27R (trzpienie dyskowe)
z MI 8
TS27R (trzpienie
kwadratowe) z MI 8
TS27R (trzpienie dyskowe)
TS27R
Zestaw bezpiecznika
mechanicznego
Zestaw obsady trzpienia
Obsada trzpienia
Trzpień dyskowy
Trzpień kwadratowy
Wkręt dociskowy
Śruby
Klucz C
Interfejs MI 8-4
Interfejs MI 8
MI 8/z zestawem DIN do
montażu
A-2008-0397
A-2008-0396
A-2008-0367
A-2008-0366
A-2008-0368
A-2008-0388
A-5003-5171
A-2008-0389
M-2008-0378
A-2008-0382
A-2008-0384
P-SC11-0404
P-SC01-X406
A-2008-0332
A-2157-0001
A-2037-0010
A-2037-0020
Obsada TS27R, moduł sondy, bezpiecznik mechaniczny (× 2), trzpienie
dyskowe Ø12,7 mm oraz interfejs MI 8-4.
Obsada TS27R, moduł sondy, bezpiecznik mechaniczny (× 2), trzpienie
kwadratowe 19,05 mm oraz interfejs MI 8-4.
Obsada TS27R, moduł sondy, bezpiecznik mechaniczny (× 2), trzpienie
dyskowe Ø12,7 mm oraz interfejs MI 8.
Obsada TS27R, moduł sondy, bezpiecznik mechaniczny (× 2), trzpienie
kwadratowe 19,05 mm oraz interfejs MI 8.
Obsada TS27R, moduł sondy, bezpiecznik mechaniczny (× 2), trzpienie
dyskowe Ø12,7 mm.
Obsada TS27R, moduł sondy, bezpiecznik mechaniczny (× 2) oraz
obsadą trzpienia (bez trzpienia pomiarowego).
Zestaw zabezpieczający trzpień pomiarowy, zawierający: Bezpiecznik
mechaniczny, łącznik zabezpieczający, wkręt dociskowy (× 3), śrubę z
gniazdem gwiazdowym (× 2) oraz narzędzia (klucze sześciokątne, klucz
płaski 5 mm AF oraz trzpień blokujący).
Zestaw obsady trzpienia, zawierający: obsadę trzpienia i śruby.
Obsada trzpienia.
Trzpień dyskowy - Ø12,7 mm – węglik wolframu, 75 Rockwell C.
Trzpień pomiarowy z kwadratową końcówką pomiarową - 19,05 mm –
końcówka ceramiczna, 75 Rockwell C.
Wkręt dociskowy (z płaską końcówką) dla obsady trzpienia pomiarowego
M4 × 4 mm (potrzebne dwie sztuki).
Śruby M4 z gniazdem gwiazdowym dla obsady trzpienia pomiarowego
(potrzebna jedna sztuka).
Klucz C – używany do odkręcania przedniej pokrywy sondy.
Zespół interfejsu MI 8-4 z wkładkami podwójnej blokady oraz szynami
montażowymi typu DIN.
Zespół interfejsu MI8 z zamocowaniem nóżkowym lub kołkowym.
Zespół interfejsu MI 8-4 z szynami montażowymi typu DIN.
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21





















Renishaw H-2000-5015-05-N Installation & User's Guide
- Kategoria
- Sprzęt do nagrywania
- Typ
- Installation & User's Guide
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
Renishaw RTS radio tool setter Instrukcja instalacji
-
Renishaw OMP40-2 Instrukcja instalacji
-
-
Renishaw RMP400 Instrukcja instalacji
-
Renishaw MP250 Instrukcja instalacji
-
Renishaw RMP60 Data Sheets
-
Renishaw OTS Instrukcja instalacji
-
Renishaw HPRA high precision removable arm instrukcja
-
-