ESAB A6 Mastertrac Tandem Instrukcja obsługi
- Typ
- Instrukcja obsługi

Valid for serial no. 940-xxx-xxxx0449 468 361 2010-10-08
A6 Mastertrac
Tandem
A6TF F2
Instrukcja obsługi

-- 2 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
POLSKI 4................................................

3

POLSKI
TOCo
-- 4 --
1 ZASADY BEZPIECZEŃSTWA 5.......................................
2 WPROWADZENIE 8..................................................
2.1 Informacje ogólne 8.........................................................
2.2 Metoda spawania 8..........................................................
2.3 Spawanie poziome 8........................................................
2.4 Dane techniczne 9..........................................................
2.5 Główne zespołyurządzenia A6TF F2 (SAW) 9..................................
2.6 Opis głównych zespołów 10...................................................
3 INSTALACJA 11......................................................
3.1 Informacje ogólne 11.........................................................
3.2 Montaż 11...................................................................
3.3 Ustawienie piasty hamującej 11................................................
3.4 Przyłącza 12.................................................................
4OBSŁUGA 13.........................................................
4.1 Informacje ogólne 13.........................................................
4.2 Ładowanie drutu do spawania 14...............................................
4.3 Zmiana rolki podajnika 15.....................................................
4.4 Urządzenia kontaktowe do spawania łukiem krytym pod topnikiem 16...............
4.5 Uzupełnianie proszku topnika (Spawanie łukiem krytym pod topnikiem) 16...........
4.6 Transport automatu spawalniczego 17..........................................
5 KONSERWACJA 18...................................................
5.1 Informacje ogólne 18.........................................................
5.2 Dozór codzienny 18..........................................................
5.3 Dozór okresowy 18...........................................................
6 WYKRYWANIE I USUWANIE USTEREK 19..............................
6.1 Informacje ogólne 19.........................................................
6.2 MOŻLIWE USTERKI 19.......................................................
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH 19................................
CZĘŚCI EKSPLOATACYJNE 20........................................
RYSUNEK WYMIAROWANY 21..........................................
SPIS CZĘŚCI ZAPASOWYCH 23..........................................

-5-
SafeArcT PL
1 ZASADY BEZPIECZEŃSTWA
Użytkownicy sprzętu spawalniczego firmy ESAB są odpowiedzialni za
przestrzeganie odpowiednich przepisów bezpieczeństwa przez osoby pracujące na
lub przy tym sprzęcie. Zasady bezpieczeństwa muszą być zgodne z wymaganiami
stawianymi tego rodzaju sprzętowi. Poza standardowymi przepisami dotyczącym i
miejsca pracy należy przestrzegać pr zedstawionych zaleceń.
Wszelkie prace muszą być wykonywane pr zez przeszkolony personel, dobrze
znający zasady działania sprzętu spawalniczego. Niewłaściwe działanie sprzętu
może prowadzić do sytuacji niebezpiecznych, a w rezultacie do obrażeń ciałau
operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa sprzętu spawalniczego, musi znać się na:
S jego obsłudze
S lokalizacji przycisków awaryjnego zatrzymania
S jego działaniu
S odpowiednich środkach ostrożności
S spawaniu
2. Operator musi upewnić się, że:
S w m omencie uruchomienia sprzętu w miejscu pracy nie znajduje si ężadna
nieupoważniona osoba
S w chwili zajarzenia łuku wszystkie osoby są odpowiednio zabezpieczone
S w obszarze roboczym/zasięgu roboczym nie znajdują siężadne obiekty.
3. Miejsce pracy musi być:
S odpowiednie do tego celu
S wolne od przeciągów
4. Sprzęt ochrony osobistej
S Należy zawsze używać zalecanego sprzętu ochrony osobistej, takiego jak
okulary ochronne, odzież ognioodporna, rękawice ochronne. Uwaga! Nie
należy nosić rękawic ochronnych podczas wymiany drutu
S Nie należy nosićżadnych luźnych przedmiotów, takich jak szaliki, bransolety,
pierścionki, itp., które mogłyby się ocoś zahaczyć lub spowodować
poparzenie.
5. Ochrona przed innymi zagrożeniami
S Częsteczki pyłuookreślonej wielkości mogą być szkodliwe dla ludzi.
Wzwiązku z tym należy zapewnić instalację wentylacyjną i wyciągwcelu
wyeliminowania tego zagrożenia.
S Podczas wymiany bębna drutu należy postępować z najwyższą uwagą,
ponieważ koniec drutu mógłby spowodować odniesienie obrażeń ciała.
PL

-6-
SafeArcT PL
6. Ogólne środki ostrożności
S Upewnić się, czy przewód powrotny został bezpiecznie podłączony.
S Pracanasprzęcie o wysokim napięciu powinna być wykonywana
wyłącznie przez wykwalifikowan eg o elektryka.
S Odpowieni sprzętgaśniczy powinien być wyraźnie oznaczony i znajdować
się w pobliżu.
S Smarowania i konserwacji sprzętu nie wolno przeprowadzać podczas jego
pracy.
Należy pamiętać, że:
S Sprzęgło wyprzedzeniowe przekładni powinno być ustawione w położeniu
zablokowania.
S W p r zypadku gdy operator opuszcza maszynę, należy ją zaparkować z
klinami przed kołami, aby zapobiec niezam ier zonem u przem ieszczeniu się
maszyny.
S Przed rozpoczęciem pracy należy upewnić się, czy automatyczna maszyna
spawalnicza nie jest n iestabilna.
S Umiejscowienie głowicy spawalniczej oraz kręgu drutu wpływanapołożenie
środka ciężkości maszyny.
Zbyt wysokie położenie środka ciężkości oznacza niestabilność maszyny
spawalniczej.
S Zużycie drutu i topnika powoduje zmianę rozkładu ciężaru w trakcie
spawania.
OSTRZEŻENIE! Ryzyko zgniecenia!
Nie należy nosić rękawic ochronnych podczas wymiany drutu rolek podających i
szpuli.
PL

-7-
SafeArcT PL
PL
SPAWANIE I CIĘCIE ŁUKOWE MOŻE ZAGRAŻAĆ BEZPIECZEŃSTWU
OPERATORA I POZOSTAŁYCH OSÓB PRZEBYWAJĄCYCH W POBLIŻ U.
DLATEGO PODCZAS SPAWANIA NALEŹY ZACHOWAĆ SZCZEGÓLNE ŚRODKI
OSTROŻNOŚCI. PRZED PRZYSTĄPIENIEM DO SPAWANIA ZAPOZNAJ SIĘ Z
PRZEPISAMI BEZPIECZEŃSTWA I HIGIENY PRACY OBOWIĄZUJĄCYMI NA
TWOIM STANOWISKU PRACY.
PORAŻENIE ELEKTRYCZNE - możebyć przyczynąşmierci.
S Urządzenie spawalnicze należy zainstalować i uziernić zgodnie z
obowiązującymi normami.
S Unikaj kontaktu części znajdujących się pod napięciem lub elektrod z golą
skórą, mokrymi rękawicami lub mokrą odzieżą.
S Odizoluj się od ziemi i przedmiotu obrabianego.
S Upewnij się czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mogą być szkodliwe dla zdrowia.
S Trzymaj głowę z dala od wyziewów.
S W celu uniknięcia wdychania wyziewów i gazów należy korzystać z wentylacji
wyciągów.
ŁUK ELEKTRYCZNY - może spowodować uszkodzenie oczu i poparzenie
skóry.
S Chroń oczy i ciało. Stosuj odpowiednią osłonę spawalniczą, o chronę oczu i
odzież ochronną.
S Chroń osoby przebywające w pobliżu Twojego stanowiska pracy przy pomocy
odpowiedrich oslon lub zasion.
NIEBEZPIECZEŃSTWO POŻARU.
S Iskry powstające podczas spawania mogą spowodować pożar. Upewnij się, że
w pobliżu Twojego stanowiska pracy nie ma materialów łatwopalnych.
HAŁAS -głosne dżwięki mogą uszkodzić słuch.
S Chroń słuch. Stosuj zatyczki do uszu lub inne środki ochrony przed hałasem.
S Ostrzeż o niebezpieczeństwie osoby znajdujące się w pobliżu.
WADLIWE DZIAŁANIE
S W przypadku wadliwego działania urządzenia wezwij eksperttów
CHROŃ SIEBIE I INNYCH!
PRZED INSTALACJ¡ I ROZRUCHEM URZĄDZENIA
NALEŻY ZAPOZNAĆ SIĘ Z NINIEJSZĄ INSTRUKCJĄ
OSTRZEŻENIE

-8-
hfa9d1oa
2WPROWADZENIE
2.1 Informacje ogólne
Automatyczna maszyna spawalnicza A6TF F 2, o dwóch głowicach spawalniczych,
jest zamontowana na wózku samojezdnym i jest przeznaczona do podwodnego spawa-
nia łukowego spoin doczołowych.
Wszystkie in ne zasto so wania są zakazane.
Pozycja głowicy spawalniczej możebyć ustawiana w poziomie i w pionie za pomocą
systemu prowadnic liniowych. Ruch kątowy można regulować za pomocą
prowadnicy kątowej.
Urządzenia te są przeznaczone do stosowania ze sterownikiem PEK oraz źródłami
prądu spawania LAF lub TAF firmy ESAB.
2.2 Metoda spawania
2.2.1 Spawanie łukiem krytym pod topnikiem (SAW)
Spaw jest chroniony w trakcie spawania warstwą topnika.
S Spawan ie łukiem krytym pod topnikiem typu heavy duty
Metoda spawania łukiem krytym pod topnikiem typu heavy duty ze złączem
Ø 35 mm dopuszcza obciążenie robocze do 1500 A.
Ta wersja możebyć wyposażona w rolki podajnika do drutu pojedynczego lub
podwójnego (spawania łukiemkrytymbliźniaczym). W przypadku proszkowego
drutu rdzeniowego dostępne są radełkowe rolki podajnika, co gwarantuje
równomierne podawanie drutu bez ryzyka odkształceń powodowanych dużym
dociskiem podajnika.
S Spawanie typu tandem (spawanie łukiem krytym pod topnikiem)
Do spawania typu tandem (dwiema elektrodami jedna za drugą), należy zawsze
używać głowicy spawalniczej typu A6SF, która musi być podłączona do dwóch
źródeł prądu spawania i dwóch sterowników typu PEK.
Głowica spawalnicza typu tandem obejmuje 2 pojedyncze głowice spawalnicze
(A6SF), z któr ych każda posiada własną nakładkę stykową.
Każda końcówka kontaktowa odznacza się maksymalnym obciążeniem
znamionowym rzędu 1500 A.
2.3 Spawanie poziome
Automaty spawalnicze są przeznaczone do spawania poziomego.
Nie należy ich stosować do spawania na płaszczyznach n achylonych.
PL

-9-
hfa9d1oa
2.4 Dane techniczne
A6TF F2
Napięcie zasilające 42 V AC
Dopuszczalne obciążenie przy 100 %: 1500 A
Średnica drutu:
pojedynczy drut lity
drut rdzeniowy
3,0-6,0 mm
3,0-4,0 mm
Prędkość podawania drutu, maks. 4m/min
Moment hamujący piasty hamulca 1,5 Nm
Prędkość jazdy 0,1-2,0 m/min
Maks. ciężar drutu 2x30kg
Pojemność pojemnika topnika (nie wolno napełniać
podgrzewanym topnikiem)
10 l
Masa (bez drutu i topnika) 158 kg
Ciągły poziom dźwięku typu A 68 dB
Klasa obudowy IP10
Klasyfikacja EMC Class A
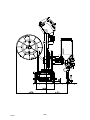
2.5 Główne zespołyurządzenia A6TF F2 (SAW)
1. Wózek
2. Statyw
3. Podajnik drutu
4. Prowadnica ręczna
5. Złącze
6. Silnik z przekładnią (A6 VEC)
7. Kosz zasypowy topnika
8. Końcówka dyszy topnika
Opis głównych zespołów, patrz strona 10.
PL

-10-
hfa9d1oa
2.6 Opis głównych zespołów
2.6.1 Wózek
Wózek posiada napędna4koła. Wózek można zabezpieczyć za pomocą dźwigni
blokującej (1).
2.6.2 Statyw
Na elemencie nośnym mają być zamontowane między innymi szafki sterownicze.
2.6.3 Podajnik drutu
Zespół służy do prowadzenia i podawania drutu do spawania do złącza.
2.6.4 Suporty obsługiwane ręcznie
Do regulacji położenia głowicy spawalniczej w poziomie i w pionie służą suporty
liniowe. Ruch kątowy można regulować płynnie za pomocą suportu obrotowego.
2.6.5 Złącze
Przenosi pr ąd spawania na drut w trakcie spawania.
2.6.6 Silnik z przekładnią (A6 VEC)
Silnik służy do podawania drutu do spawania.
Dalsze informacje o A6 VEC, patrz instrukcja obsługi 0443 393 xxx.
2.6.7 Kosz zasypowy topnika / Dysza topnika / Końcówka dyszy topnika
Topnik jest podawany do kosza zasypowego, skąd jest następnie przenoszony
dyszą przez końcówkę dyszy na spawany element.
Ilość podawanego topnika jest kontrolowana za pomocą zaworu topnika
zamocowanego do kosza zasypowego topnika.
Patrz “Uzupełnianie topnika na stronie 16.
PL

-11-
hfa9i1oa
3 INSTALACJA
3.1 Informacje ogólne
Instalacji może dokonać jedynie osoba posiadająca u p rawnienia.
OSTRZEŻENIE!
Obracające się części mogą spowodować obrażenia,
dlatego należy zachować dużą ostrożno ść.
3.2 Montaż
3.2.1 Szpula z drutem do spawania (akcesoria)
Szpula z drutem do spawania (1)jest
montowana na piaście hamującej (2).
UWAGA!
W celu zapobieżenia ześlizgiwaniu się cewki elektrody z
piasty hamulca należy zabezpieczyć cewkę za pomocą
czerwonego pokr ętła, które zgodnie z tabliczką
ostrzegawczą, umieszczoną jest przy piaście hamulca.
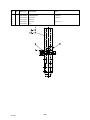
3.3 Ustawienie piasty hamującej
Piasta hamująca jest ustawiona fabrycznie przy dostawie, a
gdy wymagane jest jej ponowne ustawienie, należy
postępować zgodnie z poniższą instrukcją. Ustawić
piastę hamującą w taki sposób, by po zatrzymaniu
podawania drutu spawalniczego drut miał
niewielki luz.
S Ustawienie momentu hamującego:
S Przekręcić czerwoną dźwigienkę w
pozycję blokady.
S Wsunąć śrubokrętmiędzy sprężyny w pia ście.
Aby zmniejszyć moment hamujący należy obrócić sprężyny w kierunku zgodnym
z ruchem wskazówek zegara
Aby zwiększyć moment hamujący należy obrócić sprężyny w kierunku
przeciwnym do ruchu wskazówek zegara.
Uwaga: Długość obrotu obu sprężyn musi być jednakowa.
PL

-12-
hfa9i1oa
3.4 Przyłącza
3.4.1 Informacje ogólne
S Sterownik PKK musi zostać podłączony przez wykwalifikowaną osobę.Patrz
instrukcja obsługi 0460 948 xxx, 0460 949 xxx, 0459 839 036.
S Informacje o podłączeniu A6 GMH, patrz instrukcja obsługi 0460 671 xxx.
S Informacje o podłączeniu A6 PAV, patrz instrukcja obsługi 0460 670 xxx.
3.4.2 Automat spawalniczy A6TF F1 / A6TF F1 Twin
(Spawanie łukiem krytym pod topnikiem, SAW)
1. Podłączyć przewód steru jący (5)między źródłem pr ądu (3) a sterownikiem
PEK (2).
2. Podłączyć przewód powrotny (6)między źródłem pr ądu (3) a spawanym
elementem (4).
3. Podłączyć przewód spawalniczy ( 7 )między źródłem pr ądu (3) a automatem
spawalniczym (1).
4. Podłączyć przewód pomiarowy (8 )między źródłem pr ądu (3) a spawanym
elementem (4).
PL

-13-
hfa9o1oa
4OBSŁUGA
4.1 Informacje ogólne
Ostrzeżenie:
Czy przeczytałeś i przyswoiłeś informacje o
przepisach BHP?
Nie wolno wcześniej przystępować do obsługi
urządzenia!
Informacje o ogólnych przepisach BHP dotyczących obsługi urządzenia
zostały zamieszczone na stronie 5 . Przed przystąpieniem do obsługi
urządzenia należy zapoznać się z instrukcją!
Przewód powrotny
Przed rozpoczęciem spawania sprawdzić, czy podłączony jest przewód powrotny.
Patrz strona 12.
PL

-14-
hfa9o1oa
4.2 Ładowanie drutu do spawania
1. Zamocować szpulę z drutem do spawania zgodnie z instrukcją na stronie 11.
2. Sprawdzić, czy rozmiar rolki podajnika (1) oraz szczęki stykowej lub końcówki
kontaktowej ( 3) odpowiada wybranej średnicy drutu.
3. Podczas spawania z użyciem drutu o mniejszej średnicy:
S Przełożyć drut przez podajnik drutu o mniejszej średnicy (6).
Sprawdzić, czy prostownik jest prawidłowo ustawiony. Drut powinien
wychodzić prosto pr zez szczęki stykowe lub końcówkę kontaktową (3).
4. Przeciągnąć końcówkę drutu przez prostownik ( 2).
S W przypadku drutu o średnicy większej niż 2 mm: wyprostować 0,5 m drutu i
przełożyć go ręcznie przez prostownik.
5. Umieścić końcówkę drutu w rowku r olki podajnika ( 1).
6. Za pomocą gałki (4) ustawić naprężenie na rolce podajnika.
S Wskazówka! Nie naprężać bardziej, niż jest to konieczne d o uzyskania
równomiernej nadawy drutu.
7. Przesunąć drut do przodu 30 mm poniżej końcówki kontaktowej, naciskając
na sterowniku PEK.
8. Ustawić drut, dokonującniezbędnej regulacji gałką (5).
S W celu zapewnienia równomiernej nadawy cienkiego drutu (1,6 - 2,5 mm)
należy zawsze używać rurki prowadzącej (7).
Akcesoria:
S Prostownik drutu o mniejszej średnicy (5),
który jest mocowany na górze zacisku podajnika drutu o
mniejszej średnicy (1).
Uwaga: Przy montażu prostownika drutu o mniejszej średnicy
należyzdjąć płytę (7), jeżeli jest. Uwaga: Nie należy zdejmować płyty
ochronnej (8).
PL

-15-
hfa9o1oa
4.3 Zmiana rolki podajnika
Drut p ojedynczy
S Z wolnić gałki (3)i(4 ).
S Z wolnić pokrętło(2).
S Z m ienić rolkę podajnika (1).
Są one oznaczone według średnicy
poszczególnych drutów.
Proszkowy drut rdzeniowy do rolek radełkowych (akcesoria)
S Rolkę podajnika (1)irolkę dociskową (5) należy wymieniać parami w zależności
od średnicy stosowanego drutu.
WSKAZÓWKA! Do montażu rolki dociskowej potrzebny jest specjalny krótki
wałek
(nr zam. 0212 901 101).
S Dokręcić umiarkowanie śrubę dociskową (4) tak, aby proszkowy drut rdzeniowy
nie ulegał odkształceniu.
PL

-16-
hfa9o1oa
4.4 Urządzenia kontaktowe do spawania łukiem krytym pod
topnikiem
4.4.1 Do drutu pojedynczego 3,0 - 6,0 mm. Heavy duty (D35)
Do drutu pojedynczeg o 3,0 - 6,0 mm. Heavy duty (D35)
S Użyć prostownika (3), złącza (1) D35 ze szczękami
stykowymi (2).
S Z amontować jedną ze szczęk stykowych do nierucho-
mej nakładkistykowej(a) za pomocą dostarczanych
śrub M5.
S Z amontować drugą szczękę stykową do swobodnej
połówki dwuczłonowego złącza (b) pod śrubą (8)i
dokręcić mocno do oporu, aby zapewnić uzyskanie
odpowiedniego styku między szczękami stykowymi a drutem.
Do drutu rdzeniowego 1.6 mm - 4.0 mm (D20 i D35) (akcesoria)
Jeżeli stosowane są szczęki stykowe (D35), t o nie wolno ich dokręcać do oporu, aby
nie doprowadzić do odkształcenia rdzeniowej elektrody spawalniczej wypełnionej
topnikiem.
S Należy zapewnić dobry styk z elektrodą spawalniczą.
Regulacja drutu do spawania typu tandem
Odległość między pierwszą idrugą elektrodą nie możebyć na tyle duża, aby mogło
nastąpić zestalenie siężużla pomiędzy elektrodami.
S Sprawdzić, czy warstwa topnika między pierwszym a drugim drutem jest
odpowiednia.
4.5 Uzupełnianie proszku topnika (Spawanie łukiem krytym pod
topnikiem)
1. Zamknąć zawór topnika (1) na koszu zasypowym topnika.
2. Wymontować odpylnik cyklonowy na zespole
odzyskiwania topnika, jeśli jest zamontowany.
3. Uzupełnić proszek topnika.
WSKAZÓWKA! Proszek topnika musi być suchy.
4. Umieścić dyszę topnika w sposób zapobiegający jej
zagięciu.
5. Ustawić końcówkę dyszy topnika nad spawem na
wysokości zapewniającej dostarczenie prawidłowej
ilości topnika.
Warstwa topnika powinna być wystarczająca do
zabezpieczenia przed penetracjąłuku.
PL

-17-
hfa9o1oa
4.6 Transport automatu spawalniczego
S Od łączyć koła, przekręcającdźwignię blokującą (1).
Uwaga: W przypadku podnoszenia automatu spawalniczego należyużyć ucha do
podnoszenia ( 2).
PL

-18-
hfa9u1oa
5KONSERWACJA
5.1 Informacje ogólne
UWAGA!
Jeżeli klient w okresie gwarancji sam dokona jakichkolwiek czynności napr awczych
przy maszynie, wszelkie zobowiązania gwarancyjne ze strony dostawcy przestają
obowiązywać.
UWAGA! Przed wykonaniem jakichkolwiek czynności konserwacyjnych należy
upewnić się, czy odłączono zasilanie z głównej sieci zasilającej.
Konserwacja sterownika PEK, patrz instrukcja obsługi
0460 948 xxx, 0460 949 xxx, 0459 839 036.
5.2 Dozór codzienny
S Usunąć topnik i zabrudzenia z ruchomych części urządzenia spawalniczego.
S Sprawdzić, czy końcówka kontaktowa oraz wszystkie przewody elektryczne są
podłączone.
S Sprawdzić, czy wszystkie złącza śrubowe są dokręcone oraz, czy prowadnice i
rolki napędowe nie są nadmiernie zużyte lub uszkodzone.
S Sprawdzić moment hamujący piasty hamulca. Nie powinien on być na tyle mały,
by szpula z drutem obracałasię po zatrzymaniu podawania d rutu, ani na tyle
duży, by rolki podajnika ślizgałysię. Jako wartość orientacyjną można przyjąć,
że moment hamujący dla szpuli 30 kg powinien wynosić 1,5 Nm.
Ustawienie m omentu hamującego, patrz strona 11.
5.3 Dozór okresowy
S Sprawdzić szczotki silnika podajnika
drutu raz na trzy miesiące.
Wymienić, gdy zużyją się do
grubości 6 mm.
S Sprawdzić suporty i nasmarować
je, jeśli się zacinają.
S Sprawdzić prowadniki drutu, rolki
napędowe i końcówkę kontaktową
w podajniku drutu. Wymienić ewentualne
zużyte lub uszkodzone elementy
(patrz lista części zamiennych na stronie 20).
S Jeżeli jazda wózka stanie się
nierównomierna, należy sprawdzić, czy naciąg łańcucha jest prawidłowy. W razie
potrzeby naciągnąć łańcuch.
S Aby naciągnąć łańcuch, odkr ęcić nakrętkę (*1), obrócić krzywkę i dokręcić
nakrętkę.
PL

-19-
hfa9f1oa
6 WYKRYWANIE I USUWANIE USTEREK
6.1 Informacje ogólne
Wyposażenie
S Instrukcja obsługi sterownika PEK, num er do zamawiania 0460 948 xxx,
0460 949 xxx, 0459 839 036.
S Instrukcja obsługi silnika z przekładnią A6 VEC, numer do zamawiania
0443 393 xxx.
Sprawdzić,
S czy źródło zasilania jest podłączone do odpowiedniej głównej sieci zasilającej
S czy wszystkie trzy fazy doprowadzają odpowiednie napięcie (kolejność faz nie
ma znaczenia)
S czy przewody spawalnicze i złącza nie są uszkodzone
S czy parametry są prawidłowo ustawione
S czy przed rozpoczęciem naprawy od łączono zasilanie z głównej sieci zasilającej
6.2 MOŻLIWE USTERKI
1. Symptom Wartości natężenia i napięcia prądu ulegają dużym
wahaniom.
Przyczyna 1.1 Szczęki stykowe lub dysze są zużyte lub mają zły rozmiar.
Czynność zaradcza Wymienić szczęki stykowe lub dyszę.
Przyczyna 1.2 Docisk rolki podajnika jest nieodpowiedni.
Czynność zaradcza Zwiększyć docisk na rolkach podajnika.
2. Symptom Posuw drutu jest nierównomierny.
Przyczyna 2.1 Nieprawidłowe u stawienie docisku na rolkach podajnika.
Czynność zaradcza Wyregulować docisk na rolkach podajnika.
Przyczyna 2.2 Nieprawidłowa średnica rolek podajnika.
Czynność zaradcza Wymienić rolki podajnika.
Przyczyna 2.3 Rowki w rolkach podajnika są zużyte.
Czynność zaradcza Wymienić rolki podajnika.
3. Symptom Przegrzanie przewodów spawalniczych.
Przyczyna 3.1 Słabe połączenie elektryczne.
Czynność zaradcza Oczyścić i dokręcić wszystkie złącza elektryczne.
Przyczyna 3.2 Przekrój poprzeczny p rzewodów spawalniczych jest zbyt mały.
Czynność zaradcza Użyć przewodów o większym przekroju poprzecznym lub
zastosować przewody równoległe.
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
Części zamienne zamawia się u najbliższego przedstawiciela ESAB, patrz ostatnia
strona niniejszej broszury. W zamówieniu należy podać typ maszyny, numer seryjny,
nazwy cz ęści i ich numery katalogowe wg spisu części zamiennych na str. 23.
Ułatwia to dostawę i gwarantuje otrzymanie właściwych części.
PL

CZĘŚCI EKSPLOATACYJNE
-20-
hfa9s11a
Feed rollers
SAW tubular wire
Part no D (mm)
0146 024 880 0,8--1,6
0146 024 881 2,0--4,0
Pressure rollers
SAW tubular wire
Part no D (mm)
0146 025 880 0,8--1,6
0146 025 881 2,0--4,0
Contact jaws
SAW HD (D35)
Part no D (mm)
0265 900 880 3,0
0265 900 882 4,0
0265 900 883 5,0
0265 900 884 6,0
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36




































ESAB A6 Mastertrac Tandem Instrukcja obsługi
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
ESAB A6 Mastertrac Tandem A6TF F2 Instrukcja obsługi
-
ESAB A6 Mastertrac Instrukcja obsługi
-
ESAB A6 Mastertrac A6TF F1 / A6TF F1 Twin Instrukcja obsługi
-
-
ESAB A2 Instrukcja obsługi
-
-
-
-
ESAB A2 Tripletrac Instrukcja obsługi
-