
PL
Valid for serial no. 1360449 175 001 PL 2007--01--16
A2 Welding heads
A2 SF / A2 SF (Twin)/
A2 SG / A2 SG 4WD
Instrukcja obs³ugi

2
DEKLARACJA ZGODNO¦CI
Firma Esab Welding Equipment AB, 69581 Laxaa, Szwecja, gwarantuje pod rygorem odpowiedzialno¶ci, ¿e
g³owice spawalnicze A2SF/A2SG/A2SG4WDod numeru seryjnego 136 sp e³niaj± wymagania normy
EN 60292 i EN60204, wed³ug dyrektywy (89/392/EEG) z poprawkami (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Laxå 2001--11--01
Göran Palmqvist
Design Manager, Automation & Engineering
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721

TOCo
-- 3 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 ZASADY BEZPIECZEÑSTWA 4........................................
2WPROWADZENIE 6..................................................
2.1 Informacje ogólne 6..........................................................
2.2 Metoda spawania 6...........................................................
2.3 Definicje 6..................................................................
2.4 DANE TECHNICZNE 7........................................................
2.5 G³ówne podzespo³y A2 SF (SAW) 8..............................................
2.6 G³ówne podzespo³y A2 SF (SAW, Twin) 8.........................................
2.7 G³ówne podzespo³y A2 SG (MIG/MAG) 9.........................................
2.8 G³ówne podzespo³y A2 SG 4WD (MIG/MAG) 9...................................
2.9 Opis g ³ównych zespo³ów 10.....................................................
3INSTALACJA 11.......................................................
3.1 Informacje ogólne 11..........................................................
3.2 Monta¿ 11...................................................................
3.3 Ustawienie piasty hamuj±cej 12..................................................
3.4 Przy³±cza 13.................................................................
4OBS£UGA 16.........................................................
4.1 Informacje ogólne 16..........................................................
4.2 Zak³adanie drutu do spawania (A2 SF, A2 SG) 17....................................
4.3 Zak³adanie drutu do spawania (A2 SG 4WD) 19.....................................
4.4 Wymiana rolki podajnika (A2 SF, A2 SG) 20........................................
4.5 Wymiana rolek podajnika(A2 SG 4 WD) 20........................................
4.6 Urz±dzenia kontaktowe do spawania ³ukiem krytym pod topnikiem 21...................
4.7 Urz±dzenia kontaktowe do spawania metod± MIG/MAG 22...........................
4.8 Uzupe³nianie proszku topnika (Spawanie ³ukiem krytym pod topnikiem) 24...............
4.9 Konwersja A2 SF (spawanie ³ukiem krytym pod topnikiem) do spawania metod± MIG/MAG 24
4.10 Konwersja A2 SF (spawanie ³ukiem krytym pod topnikiem) do spawania ³ukiem krytym bli¼niaczym
24
5KONSERWACJA 25...................................................
5.1 Informacje ogólne 25..........................................................
5.2 Dozór codzienny 25............................................................
5.3 Regularnie 25.................................................................
6 DIAGNOSTYKA USTEREK 26............................................
6.1 Informacje ogólne 26..........................................................
6.2 Mo¿liwe usterki 26............................................................
7AKCESORIA 27........................................................
8 ZAMAWIANIE CZʦCI ZAMIENNYCH 27................................
RYSUNEK WYMIAROWANY 28............................................
SPIS CZʦCI ZAPASOWYCH 35...........................................

fhb1safo -- 4 --
1 ZASADY BEZPIECZEÑSTWA
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Upewniæ siê czy kabel zwrotny zosta³ bezpiecznie pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i konserwacji sprzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

fhb1safo -- 5 --
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯ U. DLATEGO PODCZAS SPAWANIA NALE¬Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ºmierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ i uzierniæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodzenie oczu i poparz enie skór y.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiedrich oslon lub
zasion.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materialów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij eksperttów
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
PL

fhb1d1oa -- 6 --
2WPROWADZENIE
2.1 Informacje ogólne
Wszystkie g³owice spawalnicze ujête w niniejszej instrukcji s± przystosowane do
wykonywania z³±czy doczo³owych i spoin pachwinowych metod± SAW oraz MIG/MAG.
G³owice te s± przeznaczone do stosowania ze sterownikiem procesów A2-A6 (PEH) oraz
¼ród³ami pr±du spawania LAF lub TAF firmy ESAB.
2.2 Me toda spawania
2.2.1 Spawanie ³ukiem krytym pod topnikiem (SAW)
Do spawania ³ukiem krytym pod topnikiem zawsze stosuje siê g³owicê spawalnicz± A2 SF.
S Spawanie ³ukiem krytym pod topnikiem typu light duty.
Metoda spawania ³ukiem krytym pod topnikiem typu light duty ze z³±czem Ø 20 mm
dopuszcza obci±¿enie robocze do 800 A (100%).
Ta wersja mo¿e byæ wyposa¿ona w rolki podajnika do drutu pojedynczego lub podwójnego
(spawania ³ukiem krytym bli¼niaczym). W przypadku proszkowego drutu rdzeniowego
dostêpne s± rade³kowe rolki podajnika, co gwarantuje równomierne podawanie drutu bez
ryzyka odkszta³ceñ powodowanych du¿ym dociskiem podajnika.
2.2.2 Spawania metod± MIG/MAG
Do spawania metod± MIG/MAG stosuje siê g³owice spawalnicze A2 SG lub A2 SG 4WD.
W przypadku metody MIG/MAG spaw jest chroniony os³on± gazów obojêtnych.
G³owica spawalnicza jest ch³odzona wod±. Woda z systemu ch³odzenia jest dostarczana
przewodami z przeznaczonych do tego celu z³±czy.
2.3 Definicje
Spawanie metod± SAW Spaw jest chroniony w trakcie spawania warstw± topnika.
SAW Light duty Dopuszcza spawanie przy ni¿szym obci±¿eniu pr±du i
cieñszym drucie.
Spawania metod±
MIG/MAG
Spaw jest chroniony w trakcie spawania os³on± gazów
obojêtnych.
Spawanie ³ukiem
krytym bli¼niaczym
Metoda spawania z wykorzystaniem dwóch drutów w jednej
g³owicy spawalniczej.
PL

fhb1d1oa -- 7 --
2.4 DANE TECHNICZNE
2.4.1 G³owica spawalnicza A2 SF i A2 SG
A2 SF (SAW) A2 SG (MIG/MAG)
Obci±¿enie znamionowe 100%: 800A AC/DC 600A AC/DC
¦rednica drutu:
¦rednica drutu:
proszkowy drut rdzeniowy
drut bli¼niaczy
1.6-4.0 mm
1.6-4.0 mm
2x1.2-2.0 mm
0.8-2.5 mm
1.2-3.2 mm
-
Prêdko¶æ podawania drutu: 0.2-9.0 m/min 0.2-16 m/min
Moment hamuj± cy bêbna hamulcowego: 1.5 Nm 1.5 Nm
Maks . ciê¿ar, drut: 2x30 kg 2x30 kg
Pojemno¶æ kosza zasypowego topnika:
(nie wolno nape³niaæ podgrzewanym topnikiem)
Maks. temperatura plastikowego zbiornika topnika:
6l
80˚C
-
--
Ciê¿ar (bez topnika i drutu):
z systemem rêcznie sterowanych suportów liniowych
z systemem zmechanizowanych suportów liniowych
23 kg
45 kg
23 kg
44 kg
K±t przechy³u bocznego, maks. 25˚ 25˚
D³ugo¶æ nastawcza suportu*
rêczny
zmechanizowany
90 mm
180 mm
90 mm
180 mm
*) Wskazówka. Dostêpne w innych d³ugo¶ciach na ¿±danie.
2.4.2 G³owica spawalnicza A2 SG 4WD
A2 SG 4WD (MIG/MAG)
Rodzaj gazu: Mieszanka/argon CO
2
Dopuszczalne obci±¿enie przy 100%: 600 A DC 650 A DC
¦rednica drutu:
drut wêglowy/drut niskostopowy
stal nierdzewna
drut rdzeniowy
drut aluminiowy
1.0-1.6 mm
1.0-1.6 mm
1.0-2.4 mm
1.0 - 2.0 mm
1.0-1.6 mm
1.0-2.4 mm
Prêdko¶æ podawania drutu: 2.0-25 m/min 2.0-25 m/min
Zakres nastawczy, koncentryczny lejek topnika: ±455 ±/-455
Moment hamuj±cy piasty hamulca: 1.5 Nm 1.5 Nm
Maks. ciê¿ar drutu: 30 kg 30 kg
Ciê¿ar (bez drutu):
z systemem rêcznie sterowanych suportów liniowych
z systemem zmechanizowanych suportów liniowych
23 kg
45 kg
23 kg
45 kg
Maks. nachylenie boczne (ca³y zespó³): 255 255
D³ugo¶æ nastawcza suportu*
rêczny
zmechanizowany
90 mm
180 mm
90 mm
180 mm
*) Wskazówka. Dostêpne w innych d³ugo¶ciach na ¿±danie..
PL

fhb1d1oa -- 8 --
2.5 G³ówne podzespo³y A2 SF (SAW)
1. Podajnik drutu
2. Zestaw suportów, z
rêcznym sterowaniem
3. Zestaw suportów,
zmechanizowanych
4. Rurka kontaktowa
5. Motor podajnika drutu
6. Ko³ek prowadz±cy
7. Kosz zasypowy
8. Dysza topnika
9. Uchwyt szpuli z drutem do
spawania
2.6 G³ówne podzespo³y A2 SF (SAW, Twin)
1. Podajnik drutu
2. Zestaw suportów, z
rêcznym sterowaniem
3. Zestaw suportów,
zmechanizowanych
4. Z³±cze (Twin)
5. Motor podajnika drutu
6. Podajnik drutu o mniejszej
¶rednicy
7. Kosz zasypowy
8. Dysza topnika
9. Uchwyt szpuli z drutem do
spawania
Opis g³ównych zespo³ów, patrz strona 10.
PL

fhb1d1oa -- 9 --
2.7 G³ówne podzespo³y A2 SG (MIG/MAG)
1. Podajnik drutu
2. Zestaw suportów, z rêcznym sterowaniem
3. Zestaw suportów, zmechanizowanych
4. Z³±cze (MIG/MAG)
5. Motor podajnika drutu
6. Uchwyt szpuli z drutem do spawania
2.8 G³ówne podzespo³y A2 SG 4WD (MIG/MAG)
1. Podajnik drutu z napêdem na cztery ko³a
2. Zestaw suportów, z rêcznym sterowaniem
3. Zestaw suportów, zmechanizowanych
4. Z³±cze (MIG/MAG)
5. Motor podajnika drutu
6. Uchwyt szpuli z drutem do spawania
Opis g³ównych zespo³ów, patrz strona 10.
PL

fhb1d1oa -- 1 0 --
2.9 Opis g³ównych zespo³ów
2.9.1 Podajnik drutu/Podajnik drutu z napêdem na cztery ko³a
Zespó³ s³u¿y do prowadzenia i podawania drutu do spawania do rurki kontaktowej/z³±cza.
2.9.2 System suportów mechanicznych i zmechanizowanych
Po³o¿enie g³owicy spawalniczej w poziomie i w pionie jest regulowane za pomoc± systemu
suportów liniowych. Ruch obrotowy mo¿na swobodnie regulowaæ za pomoc± suportu
obrotowego.
System suportów zmechanizowanych (suport A6), patrz instrukcja obs³ugi 044 3394 xxx.
2.9.3 Rurka kontaktowa/z³±cze
Przenosi pr±d spawania na drut w trakcie spawania.
2.9.4 Motor podajnika drutu
Motor podajnika drutu s³u¿y do podawania drutu do spawania.
2.9.5 Ko³ek prowadz±cy
Ko³ek prowadz±cy wspomaga pozycjonowanie g³owicy spawalniczej w spoinie.
2.9.6 Prostownik drutu o mniejszej ¶rednicy
Zespó³ s³u¿y do prostowania drutu do spawania o mniejszej ¶rednicy.
2.9.7 Kosz zasypowy/dysza topnika
Topnik jest podawany do kosza zasypowego, sk±d jest nastêpnie przenoszony dysz± na
spawany element.
Ilo¶æ podawanego topnika jest kontrolowana za pomoc± zaworu topnika zamocowanego do
kosza zasypowego topnika.
Patrz Uzupe³nianie topnika na stronie 24 .
2.9.8 Uchwyt szpuli z drutem do spawania
Uchwyt posiada piastê hamuj±c±, na której mocuje siê szpulê z drutem do spawania.
PL

fhb1i1oa -- 1 1 --
3INSTALACJA
3.1 Informacje ogólne
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
OSTRZE¯ENIE!
Obracaj±ce siê czê¶ci mog± spowodowaæ obra¿enia, dlatego
nale¿y zachowaæ du¿± ostro¿no¶æ.
3.2 Monta¿
3.2.1 G³owica spawalnicza
G³owice spawalnicz± mo¿na ³atwo zamontowaæ czterema ¶rubami M12 na wózku
jezdnym wysiêgnika lub na s³upowysiêgniku.
Wskazówka.
Upewniæ siê, czy ¶ruby nie dotykaj± spodu izolatora, którego g³êboko¶æ gwintu wynosi 1 4
mm.
3.2.2 Suport A6
Informacje o monta¿u/demonta¿u suportu A6, patrz instrukcja obs³ugi 443 394 xxx.
Ta tabliczka jest umieszczona na pokrywie napêdu pionowego.
PL

fhb1i1oa -- 1 2 --
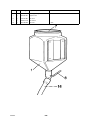
3.2.3 Szpula z drutem do spawania (akcesoria)
Szpula z drutem do spawania (1) jest montowana na
pia¶cie hamuj±cej (2).
S Sprawdziæ, czy uchwyt (3) jest skierowany do góry.
WSKAZÓWKA! Maksymalny k±t cewki zwojowej
wynosi 25° stopni. W przypadku nadmiernych k±tów
mo¿e doj¶æ do zu¿ycia mechanizmu ustalaj±cego
piasty hamulca i zsuniêcia siê cewki zwojowej z
piasty hamulca.
UWAGA!
W celu zapobie¿enia ze¶lizgiwaniu siê cewki elektrody z
piasty hamulca nale¿y zabezpieczyæ cewkê za pomoc±
czerwonego pokrêt³a, które zgodnie z tabliczk± ostrzegawcz±,
umieszczon± jest przy pia¶cie hamulca.
3.3 Ustawienie piasty hamuj±cej
Piasta hamuj±ca jest regulowana przy dostawie. W
przypadku konieczno¶ci dodatkowej regulacji ustawieñ
nale¿y. Ustawiæ piastê hamuj±c± tak, aby po
zatrzymaniu podajnika drut by³ nieco poluzowany.
S Ustawienie momentu h amuj ±cego:
S Przekrêciæ czerwon± d¼wigienkê w pozycjê blokady.
S Wsun±æ ¶rubokrêt miêdzy sprê¿yny w pia¶cie.
Aby zmniejszyæ moment hamuj±cy nale¿y obróciæ sprê¿yny w kierunku zgodnym z
ruchem wskazówek zegara.
Aby zwiêkszyæ moment hamuj±cy nale¿y obróciæ sprê¿yny w kierunku przeciwnym do
ruchu wskazówek zegara.
Wskazówka. D³ugo¶æ obrotu obu sprê¿yn musi byæ jednakowa.
PL

fhb1i1oa -- 1 3 --
3.4 Przy³±cza
3.4.1 Informacje ogólne
S Pod³±czenie sterownika procesów A2-A6 (PEH) powinno zostaæ wykonane przez
wykwalifikowanego pracown ika.
S Informacje o pod³±czeniu A6 GMD, patrz instrukcja obs³ugi 0443 403 xxx.
S Informacje o pod³±czeniu A6 PAK, patrz instrukcja obs³ug 0443 405 xxx.
3.4.2 G³owica spawalnicza A2SG (Spawanie ³ukiem krytym pod topnikiem
SAW)
1. Pod³±czyæ przewód steruj±cy (7) miêdzy ¼ród³em pr±du spawania (8) a sterownikiem
procesów A2-A6 (2).
2. Pod³±czyæ przewód powrotny (11) miêdzy ¼ród³em pr±du spawania (8) a spawanym
elementem (9).
3. Pod³±czyæ przewód spawalniczy (10) miêdzy ¼ród³em pr±du spawania (8)ag³owic±
spawalnicz± (1).
4. Pod³±czyæ przewód pomiarowy (12) miêdzy ¼ród³em pr±du spawania (8) a spawanym
elementem (9).
PL

fhb1i1oa -- 1 4 --
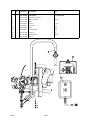
3.4.3 G³owica spawalnicza A2SG (Spawanie ³ukowe w os³onie gazów
obojêtnych, MIG/MAG)
1. Pod³±czyæ przewód steruj±cy (7) miêdzy ¼ród³em pr±du spawania (8) a sterownikiem
procesów A2-A6 (2).
2. Pod³±czyæ przewód powrotny (11) miêdzy ¼ród³em pr±du spawania (8) a spawanym
elementem (9).
3. Pod³±czyæ przewód spawalniczy (10) miêdzy ¼ród³em pr±du spawania (8)ag³owic±
spawalnicz± (1).
4. Pod³±czyæ przewód gazowy (5) miêdzy zaworem redukcyjnym (6)azaworem
gazowym na g³owicy spawalniczej (13).
5. Pod³±czyæ przewody wodne ch³odzenia (3) miêdzy zespo³em ch³odz±cym (4)a
g³owic± spawalnicz± (1).
6. Pod³±czyæ przewód pomiarowy (12) miêdzy ¼ród³em pr±du spawania (8) a spawanym
elementem (9).
PL

fhb1i1oa -- 1 5 --
3.4.4 G³owica spawalnicza A2S G 4WD (Spawanie ³ukowe w os³onie gazów
obojêtnych, MIG/MAG)
1. Pod³±czyæ przewód steruj±cy (7) miêdzy ¼ród³em pr±du spawania (8) a sterownikiem
procesów A2-A6 (2).
2. Pod³±czyæ przewód powrotny (11) miêdzy ¼ród³em pr±du spawania (8) a spawanym
elementem (9).
3. Pod³±czyæ przewód spawalniczy (10) miêdzy ¼ród³em pr±du spawania (8)ag³owic±
spawalnicz± (1).
4. Pod³±czyæ przewód gazowy (5) miêdzy zaworem redukcyjnym (6)azaworem
gazowym na g³owicy spawalniczej (13).
5. Pod³±czyæ przewody wodne ch³odzenia (3) miêdzy zespo³em ch³odz±cym (4)a
g³owic± spawalnicz± (1).
6. Pod³±czyæ przewód pomiarowy (12) miêdzy ¼ród³em pr±du spawania (8) a spawanym
elementem (9).
PL

fhb1o1oa -- 1 6 --
4OBS£UGA
4.1 Informacje ogólne
Ostrze¿enie:
Czy przeczyta³e¶ i przyswoi³e¶ informacje o przepisach BHP?
Nie wolno wcze¶niej przystêpowaæ do obs³ugi urz±dzenia!
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 4. Nale¿y zapoznaæ siê z nimi przed
przyst±pieniem do jego u¿ytkowania.
S Rodzaj drutu i proszek topnika lub gaz os³onowy nale¿y dobraæ tak, aby stopiwo by³o
mo¿liwie najbardziej zbli¿one do struktury metalu bazowego.
S Rozmiar drutu i parametry spawania nale¿y dobieraæ wed³ug warto¶ci zalecanych przez
dostawcê materia³ów spawalniczych.
S Dok³adne przygotowanie powierzchni spawu ma podstawowe znaczenie dla uzyskania
dobrych efektów spawania.
Wskazówka! Szeroko¶æ spawanej spoiny musi byæ jednolita.
S Aby ograniczyæ ryzyko pêkania na gor±co, szeroko¶æ spawu powinna byæ wiêksza ni¿
g³êboko¶æ penetracji.
S Spawanie elementu próbnego nale¿y wykonaæ przy takich samych parametrach
obróbki z³±cza i grubo¶ci blachy, jak w przypadku elementu produkcyjnego.
S Kontrola i regulacja automatycznego urz±dzenia spawalniczego i ¼ród³a pr±du
spawania, patrz instrukcja obs³ugi sterownika procesów A2-A6 (PEH).
PL

fhb1o1oa -- 1 7 --
4.2 Zak³adanie drutu do spawania (A2 SF, A2 SG)
A2 SF (UP) A2 SF (UP, Twin) A2 SG (MIG/MAG)
1. Zamocowaæ szpulê z drutem do spawania zgodnie z instrukcj± na stronie 12.
2. Sprawdziæ, czy rozmiar rolki podajnika (1) oraz szczêki stykowej lub koñcówki
kontaktowej (3) odpowiada wybranej ¶rednicy drutu.
3. A2 SF (Twin) i A2 SG:
S Prze³o¿yæ drut przez prowadnik (8).
4. Podczas spawania z u¿yciem drutu o mniejszej ¶rednicy:
S Prze³o¿yæ drut przez podajnik drutu o mniejszej ¶rednicy (6).
Sprawdziæ, czy prostownik jest prawid³owo ustawiony. Drut powinien wychodziæ
prosto przez szczêki stykowe lub koñcówkê kontaktow± (3).
5. Przeci±gn±æ koñcówkê drutu przez prostownik (2).
S W przypadku drutu o ¶rednicy wiêkszej ni¿ 2 mm: wyprostowaæ 0,5 m drutu i
prze³o¿yæ go rêcznie przez prostownik.
6. Umie¶ciæ koñcówkê drutu w rowku rolki podajnika (1).
7. Za pomoc± ga³ki (4) ustawiæ naprê¿enie na rolce podajnika.
Ustawienie naci±gu drutu:
Nale¿y upewniæ siê, ¿e drut nie napotyka na opór podczas przesuwania siê we wk³adzie
uchwytu. Nastêpnie nale¿y ustawiæ docisk rolek dociskowych. Wa¿ne jest aby docisk
nie by³ zbyt du¿y.
W celu przytykaj±c czy nacisk podawania jest prawid³owo ustawiony, mo¿na wysuwaæ
drut przytykaj±c go do jakiego¶ izolowanego przedmiotu, np. do drewnianego klocka.
Po ustawieniu koñcówki stykowej oko³o 20 mm od kawa³ka drewna, rolki podajnika
powinny siê ¶lizgaæ.
Nigdy nie n ale¿y naprê¿aæ rolek podajnika bardziej, ni¿ wymaga tego równomierna
nadawa. Nadmierne naprê¿enie przyczynia siê do ograniczenia trwa³o¶ci u¿ytkowej
urz±dzenia. Nigdy nie nale¿y u¿ywaæ narzêdzi do naprê¿ania rolek podajnika.
WA¯NE!
PL

fhb1o1oa -- 1 8 --
8. Przesun±æ drut do przodu o 30 mm naciskaj±c na sterowniku procesów A2-A6
(PEH).
9. Ustawiæ drut dokonuj±c niezbêdnej regulacji ga³k± (5).
S W celu zapewnienia równomiernej nadawy cienkiego drutu (1,6-2,5 mm) nale¿y
zawsze u¿ywaæ rurki prowadz±cej (7).
S W przyp adku spawan ia metod± MIG/MAG za pom oc± drutu o ¶rednicy 1,6 mm na le¿y
u¿ywaæ spirali prowadz±cej, wk³adanej do rurki prowadz±cej (7).
PL

fhb1o1oa -- 1 9 --
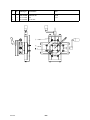
4.3 Zak³adanie drutu do spawania (A2 SG 4WD)
1. Sprawdziæ, czy rozmiar rolek podajnika (1, 4) oraz dyszy stykowej (7) odpowiada
wybranej ¶rednicy drutu.
WSKAZÓWKA!
Rolki podajnika s± oznaczone ¶rednic± poszczególnych rowków (D). Oznaczenie jest
umieszczone po przeciwleg³ej stronie rolki.
2. Odblokowaæ zespó³ dociskowy (10) i podnie¶æ ramiona dociskaj±ce (11).
3. Prze³o¿yæ koñcówkê drutu przez z³±czkê prowadnika drutu (12).
4. Umie¶ciæ koñcówkê drutu w rowku rolki podajnika (1) i prze³o¿yæ j± przez dyszê
po¶redni± (3).
5. Umie¶ciæ koñcówkê drutu w rowku drugiej rolki podajnika (4) i prze³o¿yæ j± przez dyszê
wylotow± (9).
6. Opu¶ciæ ramiona dociskaj±ce (11) i wyregulowaæ naprê¿enie drutu na rolkach
podajnika (1, 4) za pomoc± zespo³u dociskowego (10).
WSKAZÓWKA! Nie dokrêcaæ za mocno.
7. Przesun±æ drut do przodu o 30 mm naciskaj±c na sterowniku procesów A2-A6
(PEH).
PL

fhb1o1oa -- 2 0 --
4.4 Wymiana rolki podajnika (A2 SF, A2 SG)
Drut pojedynczy
S Zwolniæ ga³ki (3)i(4).
S Zwolniæ pokrêt³o (2).
S Zmieniæ rolkê podajnika (1).
Rolki s± oznaczone wed³ug ¶rednicy poszczególnych
drutów.
Drut bli¼niaczy (spawanie ³ukiem krytym bli¼niaczym)
S Dwurowkow± rolkê podajnika (1) zmienia siê w taki sam sposób, co rolkê
jednorowkow±.
S Wskazówka! Trzeba równie¿ zmieniæ rolkê dociskow± (5). Standardow± rolkê
dociskow± do drutu pojedynczego zastêpuje specjalnie profilowana rolka dociskowa do
drutu bli¼niaczego.
S Zamontowaæ rolkê dociskow± ze specjalnym
krótkim wa³kiem (nr. zam. 0146 253 001)
Proszkowy drut rdzeniowy do rolek rade³kowych (akcesoria)
S Rolkê podajnika (1) i rolkê dociskow± (5) nale¿y wymieniaæ parami w zale¿no¶ci od
¶rednicy stosowanego drutu.
Wskazówka! Do monta¿u rolki dociskowej potrzebny jest specjalny krótki wa³ek (nr.
zam. 0212 901 101).
S Dokrêciæ umiarkowanie ¶rubê dociskow± (4) tak, aby proszkowy drut rdzeniowy nie
ulega³ odkszta³ceniu.
4.5 Wymiana rolek podajnika(A2 SG 4 WD)
S Odblokowaæ zespó³ dociskowy (10).
S Podnie¶æ ramiona dociskaj±ce (11).
S Odkrêciæ ¶ruby mocuj±ce (2)rolek
podajnika.
S Wymieniæ rolki podajnika (1, 4).
S Wyregulowaæ naprê¿enie drutu na nowych
rolkach p odajnika.
PL
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74










































































Powiązane artykuły
-
ESAB A2 Welding heads Instrukcja obsługi
-
-
ESAB A6 SFE1 / SFE2 / SGE1 / SFE1C Instrukcja obsługi
-
-
-
-
-
-
ESAB A6 Mastertrac Tandem Instrukcja obsługi
-
