
Valid for serial no. 916-xxx-xxxx0449 275 261 2009-11-09
A6 Welding heads
A6SF F1 / A6SF F1 Twin
Instrukcja obsługi

Zastrzegamy sobie prawo do wprowadzenia zmian.
POLSKI 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .


POLSKI
1 ZASADY BEZPIECZESTWA 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 WPROWADZENIE 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Informacje ogólne 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Metoda spawania 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Definicje 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Dane techniczne 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Główne podzespoły A6SF F1 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 Główne podzespoły A6SF F1 Twin 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7 Opis głównych zespołów 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INSTALACJA 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Informacje ogólne 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Mocowanie 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Ustawienie piasty hamujcej 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Przyłcza 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 OBSŁUGA 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Informacje ogólne 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Zakładanie drutu do spawania 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Wymiana rolki podajnika 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 Urzdzenia kontaktowe do spawania łukiem krytym pod topnikiem 18. . . . . . . . . . . . . . .
4.5 Uzupełnianie proszku topnika 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6 Konwersja A6SF F1 / A6SF F1 Twin (spawanie łukiem krytym pod topnikiem) do spawania
metod MIG/MAG 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7 Konwersja A6SF F1 (spawanie łukiem krytym pod topnikiem) do spawania łukiem krytym
bliniaczym 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 KONSERWACJA 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Informacje ogólne 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Dozór codzienny 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Regularnie 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 DIAGNOSTYKA USTEREK 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Informacje ogólne 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Moliwe usterki 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 AKCESORIA 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ZAMAWIANIE CZCI ZAMIENNYCH 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
RYSUNEK WYMIAROWANY 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SPIS CZCI ZAPASOWYCH 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

- 5 -
SafeArcS PL
1 ZASADY BEZPIECZESTWA
Uytkownicy sprztu spawalniczego firmy ESAB s odpowiedzialni za przestrzeganie
odpowiednich przepisów bezpieczestwa przez osoby pracujce na lub przy tym
sprzcie. Zasady bezpieczestwa musz by zgodne z wymaganiami stawianymi tego
rodzaju sprztowi. Poza standardowymi przepisami dotyczcymi miejsca pracy naley
przestrzega przedstawionych zalece.
Wszelkie prace musz by wykonywane przez przeszkolony personel, dobrze znajcy
zasady działania sprztu spawalniczego. Niewłaciwe działanie sprztu moe prowadzi
do sytuacji niebezpiecznych, a w rezultacie do obrae ciała u operatora oraz
uszkodzenia sprztu.
1. Kady, kto uywa sprztu spawalniczego, musi zna si na:
jego obsłudze
lokalizacji przycisków awaryjnego zatrzymania
jego działaniu
odpowiednich rodkach ostronoci
spawaniu
2. Operator musi upewni si, e:
w momencie uruchomienia sprztu w miejscu pracy nie znajduje si adna
nieupowaniona osoba
w chwili zajarzenia łuku wszystkie osoby s odpowiednio zabezpieczone
3. Miejsce pracy musi by:
odpowiednie do tego celu
wolne od przecigów
4. Sprzt ochrony osobistej
Naley zawsze uywa zalecanego sprztu ochrony osobistej, takiego jak
okulary ochronne, odzie ognioodporna, rkawice ochronne. Uwaga! Nie naley
nosi rkawic ochronnych podczas wymiany drutu
Nie naley nosi adnych lunych przedmiotów, takich jak szaliki, bransolety,
piercionki, itp., które mogłyby si o co zahaczy lub spowodowa poparzenie.
5. Ochrona przed innymi zagroeniami
Czsteczki pyłu o okrelonej wielkoci mog by szkodliwe dla ludzi.
W zwizku z tym naley zapewni instalacj wentylacyjn i wycig w celu
wyeliminowania tego zagroenia.
6. Ogólne rodki ostronoci
Upewni si, czy przewód powrotny został bezpiecznie podłczony.
Praca na sprzcie o wysokim napiciu powinna by wykonywana wyłcznie
przez wykwalifikowanego elektryka.
Odpowieni sprzt ganiczy powinien by wyranie oznaczony i znajdowa si w
pobliu.
Smarowania i konserwacji sprztu nie wolno przeprowadza podczas jego
pracy.
PL

- 6 -
SafeArcS PL
OSTRZEENIE! Ryzyko zgniecenia!
Nie naley nosi rkawic ochronnych podczas wymiany drutu rolek podajcych i
szpuli.
PL

- 7 -
SafeArcS PL
PL
SPAWANIE I CICIE ŁUKOWE MOE ZAGRAA BEZPIECZESTWU
OPERATORA I POZOSTAŁYCH OSÓB PRZEBYWAJCYCH W POBLI U.
DLATEGO PODCZAS SPAWANIA NALEY ZACHOWA SZCZEGÓLNE RODKI
OSTRONOCI. PRZED PRZYSTPIENIEM DO SPAWANIA ZAPOZNAJ SI Z
PRZEPISAMI BEZPIECZESTWA I HIGIENY PRACY OBOWIZUJCYMI NA
TWOIM STANOWISKU PRACY.
PORAENIE ELEKTRYCZNE - moe by przyczyn mierci.
Urzdzenie spawalnicze naley zainstalowa i uzierni zgodnie z
obowizujcymi normami.
Unikaj kontaktu czci znajdujcych si pod napiciem lub elektrod z gol
skór, mokrymi rkawicami lub mokr odzie.
Odizoluj si od ziemi i przedmiotu obrabianego.
Upewnij si czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog by szkodliwe dla zdrowia.
Trzymaj głow z dala od wyziewów.
W celu uniknicia wdychania wyziewów i gazów naley korzysta z wentylacji
wycigów.
ŁUK ELEKTRYCZNY - moe spowodowa uszkodzenie oczu i poparzenie
skóry.
Chro oczy i ciało. Stosuj odpowiedni osłon spawalnicz, ochron oczu i
odzie ochronn.
Chro osoby przebywajce w pobliu Twojego stanowiska pracy przy pomocy
odpowiedrich oslon lub zasion.
NIEBEZPIECZESTWO POARU.
Iskry powstajce podczas spawania mog spowodowa poar. Upewnij si, e
w pobliu Twojego stanowiska pracy nie ma materialów łatwopalnych.
HAŁAS -głosne dwiki mog uszkodzi słuch.
Chro słuch. Stosuj zatyczki do uszu lub inne rodki ochrony przed hałasem.
Ostrze o niebezpieczestwie osoby znajdujce si w pobliu.
WADLIWE DZIAŁANIE
W przypadku wadliwego działania urzdzenia wezwij eksperttów
CHRO SIEBIE I INNYCH!
PRZED INSTALACJ¡ I ROZRUCHEM URZDZENIA
NALEY ZAPOZNA SI Z NINIEJSZ INSTRUKCJ
OSTRZEENIE

- 8 -
hfa7d1oa
2 WPROWADZENIE
2.1 Informacje ogólne
Wszystkie głowice spawalnicze ujte w niniejszej instrukcji s przystosowane do wy-
konywania złczy doczołowych i spoin pachwinowych metod SAW.
Głowice te s przeznaczone do stosowania ze sterownikiem procesów PEK oraz
ródłami prdu spawania LAF lub TAF firmy ESAB.
2.2 Metoda spawania
Spawanie metod SAW
SAW Light duty
Metoda spawania łukiem krytym pod topnikiem typu light duty ze złczem j 20
mm dopuszcza obcienie robocze do 800 A (100%).
SAW Heavy duty
SAW Heavy duty
Metoda spawania łukiem krytym pod topnikiem typu heavy duty ze złczem j35
mm, dopuszcza obcienie robocze do 1500 A.
Ta wersja moe by wyposaona w rolki podajnika do drutu pojedynczego lub pod-
wójnego (spawania łukiem krytym bliniaczym). W przypadku proszkowego drutu
rdzeniowego dostpne s radełkowe rolki podajnika, co gwarantuje równomierne po-
dawanie drutu bez ryzyka odkształce powodowanych duym dociskiem podajnika.
2.3 Definicje
Spawanie metod
SAW
Spaw jest chroniony w trakcie spawania warstw topnika.
SAW Light duty Dopuszcza spawanie przy niszym obcieniu prdu i
cieszym drucie.
SAW Heavy duty Ta wersja dopuszcza obcienie do 1500 A (100 %) i
spawanie grubym drutem.
Spawanie łukiem
krytym bliniaczym
Metoda spawania z wykorzystaniem dwóch drutów w
jednej głowicy spawalniczej
.
PL

- 9 -
hfa7d1oa
2.4 Dane techniczne
A6SF F1 / A6SF F1 Twin
Dopuszczalne obcienie przy 100%: 1500 A
rednica drutu:
pojedyczny drut lity
proszkowy drut rdzeniowy
drut bliniaczy
3,0-6,0 mm
3,0-4,0 mm
2x2,0-3,0mm
Prdko podawania drutu: 0,2-4,0 m/min
Moment hamujcy bbna hamulcowego: 1,5 Nm
Maks. ciar, drut: 2x30 kg
Pojemno kosza zasypowego topnika (nie wolno napełnia
podgrzewanym topnikiem):
10 l
Ciar (bez topnika i drutu):
z systemem rcznie sterowanych suportów liniowych
z systemem zmechanizowanych suportów liniowych
58 kg
75 kg
Maks. nachylenie boczne (cały zespół): 25
Długo nastawcza suportu*
rczny
zmechanizowany
210 mm
300 mm
Klasa obudowy IP10
*)
Wskazówka. Dostpne w innych długociach na danie.
PL

- 10 -
hfa7d1oa
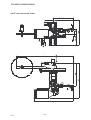
2.5 Główne podzespoły A6SF F1
1. Podajnik drutu
2. Zestaw suportów, z
rcznym sterowaniem
3. Zestaw suportów,
zmechanizowanych
4. Rurka kontaktowa
5. Motor z przekładni
6. Uchwyt szpuli z drutem do
spawania
7. Kosz zasypowy
8. Dysza topnika
9. Dysza topnika
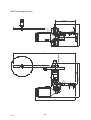
2.6 Główne podzespoły A6SF F1 Twin
1. Podajnik drutu
2. Zestaw suportów, z
rcznym sterowaniem
3. Zestaw suportów,
zmechanizowanych
4. Koncentryczny lejek
topnika (Twin)
5. Motor z przekładni
6. Uchwyt szpuli z drutem do
spawania
7. Kosz zasypowy
8. Dysza topnika
9. Dysza topnika
Opis głównych zespołów, patrz strona 11.
PL

- 11 -
hfa7d1oa
2.7 Opis głównych zespołów
2.7.1 Podajnik drutu
Zespół słuy do prowadzenia i podawania drutu do spawania do rurki
kontaktowej/złcza.
2.7.2 Zestaw suportów, z rcznym sterowaniem / zmechanizowanych
Połoenie głowicy spawalniczej w poziomie i w pionie jest regulowane za pomoc
systemu suportów liniowych. Ruch obrotowy mona swobodnie regulowa za
pomoc suportu obrotowego.
System suportów zmechanizowanych (suport A6), patrz instrukcja obsługi
0443 394 xxx.
2.7.3 Rurka kontaktowa/złcze
Przenosi prd spawania na drut w trakcie spawania.
2.7.4 Motor z przekładni (A6 VEC)
Motor podajnika drutu słuy do podawania drutu do spawania.
Silnik napdowy A6 VEC. Patrz odrbna instrukcja obsługi 0443 393 xxx.
2.7.5 Uchwyt szpuli z drutem do spawania
Uchwyt posiada piast hamujc, na której mocuje si szpul z drutem do spawania.
2.7.6 Kosz zasypowy/dysza topnika/ dysza topnika
Topnik jest podawany do kosza zasypowego, skd jest nastpnie przenoszony
dysz na spawany element.
Ilo podawanego topnika jest kontrolowana za pomoc zaworu topnika
zamocowanego do kosza zasypowego topnika.
Patrz Uzupełnianie topnika na stronie 19.
PL

- 12 -
hfa7i1oa
3 INSTALACJA
3.1 Informacje ogólne
Instalacji moe dokona jedynie osoba posiadajca uprawnienia.
OSTRZEENIE!
Obracajce si czci mog spowodowa obraenia,
dlatego naley zachowa du ostrono.
3.2 Mocowanie
3.2.1 Głowica spawalnicza
Głowice spawalniczmona łatwo zamontowa czterema rubami M12 na wózku
jezdnym wysignika lub na słupowysigniku.
Uwaga!
Upewni si, czy ruby nie dotykajspodu izolatora, którego głboko gwintu
wynosi 14 mm.
3.2.2 Suport A6
Informacje o montau/demontau suportu A6, patrz instrukcja obsługi
0443 394 xxx.
Ta tabliczka jest umieszczona na pokrywie napdu pionowego.
PL

- 13 -
hfa7i1oa
3.2.3 Szpula z drutem do spawania (akcesoria)
Szpula z drutem do spawania (1) jest montowana na
piacie hamujcej (2).
Sprawdzi, czy uchwyt (3) jest skierowany
do góry.
WSKAZÓWKA! Maksymalny kt cewki
zwojowej wynosi stopni. W przypadku
nadmiernych któw moe doj do zuycia
mechanizmu ustalajcego piasty hamulca i
zsunicia si cewki zwojowej z piasty hamulca.
UWAGA!
W celu zapobieenia zelizgiwaniu si cewki elektrody z
piasty hamulca naley zabezpieczy cewk za pomoc
czerwonego pokrtła, które zgodnie z tabliczk
ostrzegawcz, umieszczon jest przy piacie hamulca.
3.3 Ustawienie piasty hamujcej
Piasta hamujca jest regulowana przy dostawie. W
przypadku koniecznoci dodatkowej regulacji ustawie
naley. Ustawi piast hamujctak, aby po
zatrzymaniu podajnika drut był nieco poluzowany.
Ustawienie momentu hamujcego:
Przekrci czerwondwigienk w
pozycj blokady.
Wsun rubokrt midzy
spryny w piacie.
Aby zmniejszy moment hamujcy naley obróci spryny w kierunku zgodnym
z ruchem wskazówek zegara.
Aby zwikszy moment hamuj.
Uwaga! Długo obrotu obu spryn musi by jednakowa.
PL

- 14 -
hfa7i1oa
3.4 Przyłcza
3.4.1 Informacje ogólne
Podłczenie sterownika procesów PEK powinno zosta wykonane przez
wykwalifikowanego pracownika.
Patrz instrukcja obsługi 0460 948 xxx, 0460 949 xxx, 0459 839 036.
Informacje o podłczeniu A6 GMH, patrz instrukcja obsługi 0460 671 xxx.
Informacje o podłczeniu A6 PAV, patrz instrukcja obsługi 0460 670 xxx.
3.4.2 Głowica spawalnicza A6SF F1 / A6SF F1 Twin
1. Podłczy przewód sterujcy (3) midzy ródłem prdu spawania (4) a
sterownikiem procesów (2).
2. Podłczy przewód powrotny (7) midzy ródłem prdu spawania (4) a
spawanym elementem (5).
3. Podłczy przewód spawalniczy (6) midzy ródłem prdu spawania (4) a
głowicspawalnicz (1).
4. Podłczy przewód pomiarowy (8) midzy ródłem prdu spawania (4) a
spawanym elementem (5).
PL

- 15 -
hfa7o1oa
4 OBSŁUGA
4.1 Informacje ogólne
Ostrzeenie:
Czy przeczytałe i przyswoiłe informacje o
przepisach BHP?
Nie wolno wczeniej przystpowa do obsługi
urzdzenia!
Informacje o ogólnych przepisach BHP dotyczcych obsługi urzdzenia
zostały zamieszczone na stronie 5. Przed przystpieniem do obsługi
urzdzenia naley zapozna si z instrukcj!
Przewód powrotny
Przed rozpoczciem spawania sprawdzi, czy podłczony jest przewód powrotny.
Patrz strona 14.
PL

- 16 -
hfa7o1oa
4.2 Zakładanie drutu do spawania
1. Zamocowa szpul z drutem do spawania zgodnie z instrukcj na stronie 13.
2. Sprawdzi, czy rozmiar rolki podajnika (1) oraz szczki stykowej lub kocówki
kontaktowej (3) odpowiada wybranej rednicy drutu.
3. A6SF F1 Twin:
Przełoy drut przez prowadnik (8).
4. Podczas spawania z uyciem drutu o mniejszej rednicy:
Przełoy drut przez podajnik drutu o mniejszej rednicy (6).
Sprawdzi, czy prostownik jest prawidłowo ustawiony. Drut powinien
wychodzi prosto przez szczki stykowe lub kocówk kontaktow (3).
5. Przecign kocówk drutu przez prostownik (2).
W przypadku drutu o rednicy wikszej ni 2 mm: wyprostowa 0,5 m drutu i
przełoy go rcznie przez prostownik.
6. Umieci kocówk drutu w rowku rolki podajnika (1).
7. Za pomoc gałki (4) ustawi naprenie na rolce podajnika.
Wskazówka! Nie napra bardziej, ni jest to konieczne do uzyskania
równomiernej nadawy drutu.
8. Przesun drut do przodu 30 mm poniej kocówki kontaktowej, naciskajc
na sterowniku PEK.
9. Ustawi drut dokonujc niezbdnej regulacji gałk (5).
W celu zapewnienia równomiernej nadawy cienkiego drutu (1,6-2,5 mm) naley
zawsze uywa rurki prowadzcej (7).
PL

- 17 -
hfa7o1oa
4.3 Wymiana rolki podajnika
Drut pojedynczy
Zwolni gałki (3) i (4).
Zwolni pokrtło (2).
Zmieni rolk podajnika (1).
Rolki s oznaczone według rednicy
poszczególnych drutów.
Drut bliniaczy (spawanie łukiem krytym bliniaczym)
Dwurowkow rolk podajnika (1) zmienia si w
taki sam sposób, co rolk jednorowkow.
Wskazówka! Trzeba równie zmieni rolk dociskow (5).
Standardow rolk dociskow do drutu pojedynczego zastpuje specjalnie
profilowana rolka dociskowa do drutu bliniaczego.
Zamontowa rolk dociskow ze specjalnym krótkim wałkiem
(nr. zam. 0146 253 001).
Proszkowy drut rdzeniowy do rolek radełkowych (akcesoria)
Rolk podajnika (1) i rolk dociskow (5) naley wymienia parami w zalenoci
od rednicy stosowanego drutu.
WSKAZÓWKA! Do montau rolki dociskowej potrzebny jest specjalny krótki
wałek (nr. zam. 0212 901 101).
Dokrci umiarkowanie rub dociskow (4) tak, aby proszkowy drut rdzeniowy
nie ulegał odkształceniu.
PL

- 18 -
hfa7o1oa
4.4 Urzdzenia kontaktowe do spawania łukiem krytym pod
topnikiem
4.4.1 Do drutu pojedynczego 3,0 - 6,0 mm
Głowicy spawalniczej A6SF F1 uywa si z
nastpujcymi zespołami:
Podajnik drutu (1)
Koncentryczny lejek topnika D35 (2)
Szczki stykowe (3)
Upewni si, czy kontakt midzy stykiem
szczkowym a drutem jest prawidłowy
.
4.4.2 Drut bliniaczy 2 x 2,0 - 3,0 mm
Głowicy spawalniczej A6SF F1 Twin uywa si z
nastpujcymi zespołami:
Podajnik drutu (1)
Koncentryczny lejek topnika Twin D35 (2)
Szczki stykowe (3)
Upewni si, czy kontakt midzy stykiem szczkowym a
drutem jest prawidłowy
.
Rurki prowadzcej (4) i (6)
Akcesoria:
Prostownik drutu o mniejszej rednicy (5),
który jest mocowany na górze zacisku podajnika drutu
o mniejszej rednicy (1).
Uwaga. Przy montau prostownika cienkiego drutu naley
zdemontowa istniejc płytk (7).
Uwaga: Nie naley zdejmowa płyty ochronnej (8).
Regulacja drutów do spawania łukiem krytym bliniaczym:
Oba druty mona ustawi jeden za drugim wzdłu linii spoiny lub w dowolnej
pozycji pod k
tem do 90wzdłu spoiny, tzn. po jednym drucie z kadej strony
spoiny.
PL

- 19 -
hfa7o1oa
4.5 Uzupełnianie proszku topnika
1. Zamkn zawór topnika (1) na koszu zasypowym topnika.
2. Wymontowa odpylnik cyklonowy na zespole
odzyskiwania topnika, jeli jest zamontowany.
3. Uzupełni proszek topnika.
WSKAZÓWKA! Proszek topnika musi by suchy.
4. Umieci dysz topnika w sposób zapobiegajcy jej
zagiciu.
5. Ustawi dysz topnika nad spawem na wysokoci
zapewniajcej dostarczenie prawidłowej iloci
topnika.
Warstwa topnika powinna by wystarczajca do
zabezpieczenia przed penetracj łuku.
4.6 Konwersja A6SF F1 / A6SF F1 Twin (spawanie łukiem krytym
pod topnikiem) do spawania metod MIG/MAG
Zestawy konwersyjne, patrz instrukcja obsługi 0456 756 xxx.
4.7 Konwersja A6SF F1 (spawanie łukiem krytym pod topnikiem)
do spawania łukiem krytym bliniaczym
Zestawy konwersyjne, patrz instrukcja obsługi 0456 757 xxx.
PL

- 20 -
hfa7m1oa
5 KONSERWACJA
5.1 Informacje ogólne
UWAGA!
Jeeli klient w okresie gwarancji sam dokona jakichkolwiek czynnoci naprawczych
przy maszynie, wszelkie zobowizania gwarancyjne ze strony dostawcy przestaj
obowizywa.
OSTRZEENIE! Przed wykonaniem jakichkolwiek czynnoci konserwacyjnych
naley upewni si, czy odłczono zasilanie z głównej sieci zasilajcej.
Konserwacja sterownika procesów PEK, patrz instrukcja obsługi
0460 948 xxx, 0460 949 xxx, 0459 839 036.
5.2 Dozór codzienny
Ruchome czci głowicy spawalniczej naley utrzymywa w czystoci.
Sprawdzi, czy dysze kontaktowe, przewody gitkie i kable elektryczne
sprawidłowo podłczone.
Sprawdzi, czy wszystkie złcza rubowe sdokrcone oraz, czy kanał i rolki
prowadnika nie szuyte lub uszkodzone.
Sprawdzi moment hamujcy piasty hamulca. Moment nie moe by na tyle
mały, aby szpula z drutem obracała si po zatrzymaniu podajnika drutu, ani na
tyle duy, aby rolki podajnika si lizgały. Przykładowo, moment hamujcy szpuli
30-kilogramowej powinien wynosi 1,5 Nm. Ustawienie momentu hamujcego,
patrz strona 13.
5.3 Regularnie
Szczotki motoru podajnika drutu naley sprawdza co trzy miesice. Wymieni,
gdy szczotki zuyjsi do gruboci 6 mm.
Sprawdzi suporty i nasmarowa je, jeli si zacinaj.
Sprawdzi prowadniki drutu, rolki napdzajce i kocówk kontaktoww zespole
podajnika drutu. Wymieni wszystkie zuyte lub uszkodzone zespoły, (patrz
odrbna lista czci zamiennych na stronie 25).
Sprawdzi dysze gazowe i czyci je regularnie z rozprysków spawalniczych.
W regularnych odstpach czasu naley przedmucha kanał podajnika do czysta
i wyczyci dysze gazowe.
Aby zapewni bezproblemowe działanie podajnika drutu naley w regularnych
odstpach czasu czyci i wymienia zuywalne czci mechanizmu podajnika.
Wskazówka. Naley pamita, e zbyt silne wstpne naprenie moe spowo-
dowa
nadmierne zuycie rolki dociskowej, rolki podajnika oraz kanału
podajnika.
PL
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78














































































Powiązane dokumenty
-
ESAB A6S Arc Master/ A6S G Master/ A6S Compact 500 Instrukcja obsługi
-
-
-
-
-
ESAB A2 Tripletrac Instrukcja obsługi
-
ESAB A6 Mastertrac A6TF F1 / A6TF F1 Twin Instrukcja obsługi
-
-
-


