Cebora BRAVO SYNERGIC MIG Serie Instrukcja obsługi
- Typ
- Instrukcja obsługi
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...

72
WAŻNE: PRZED URUCHOMIENIEM NALEŻY
PRZECZYTAĆ NINIEJSZĄ INSTRUKCJĘ OBSŁUGI,
KTÓRA POWINNA BYĆ PRZECHOWYWANA W MIEJ-
SCU DOBRZE ZNANYM WSZYSTKIM UŻYTKOWNIKOM
URZĄDZENIA.
URZĄDZENIE NALEŻY WYKORZYSTYWAĆ WYŁĄCZNIE
DO SPAWANIA.
1 ŚRODKI OSTROŻNOŚCI
SPAWANIE I CIĘCIE ŁUKOWE MOŻE BYĆ SZKODLIWE
ZARÓWNO DLA UŻYTKOWNIKA, JAK I OSÓB
POSTRONNYCH. Każdy użytkownik urządzenia musi być
przeszkolony odnośnie niebezpieczeństw, określonych
poniżej, mogących pojawić się podczas procesu spawa-
nia. W celu uzyskania bardziej szczegółowych informacji,
należy zamówić instrukcję obsługi nr 3.300.758.
PORAŻENIE PRĄDEM – Może byćśmiertelne.
• Spawarkę należy zainstalować oraz uziemić
zgodnie z odpowiednimi przepisami.
• Nie dotykać części elektrycznych lub elektrod
znajdujących się pod napięciem rękawicami, gołymi
rękami lub mokrą, odzieżą.
• Odizolować się zarówno od ziemi, jak i samego
urządzenia.
• Zapewnić bezpieczną pozycję podczas pracy.
OPARY I GAZY – Mogą być niebezpieczne dla zdrowia.
• Utrzymywać głowę z dala od powstających
oparów.
• Pracować w miejscu posiadającym właściwą
wentylację, oraz stosować wentylatory dookoła łuku elek-
trycznego, zapobiegające tworzeniu się oparów.
PROMIENIOWANIE ŁUKU ELEKTRYCZNEGO – Może
uszkodzić wzrok i powodować poparzenia skóry.
• Oczy należy chronić przy pomocy masek
spawalniczych, zaopatrzonych w szkła z filtrami,
oraz stosować właściwą odzież ochronną.
• Osoby postronne zabezpieczać poprzez stosowanie
odpowiednich osłon lub zasłon.
RYZYKO POŻARU I OPARZEŃ.
• Rozpryskujące się iskry mogą być przyczyną
pożaru i poparzeń skóry. Należy zapewnić, by w
miejscu pracy nie znajdowały siężadne
łatwopalne materiały oraz stosować odzież ochronną.
HAŁAS
Samo urządzenie nie wytwarza hałasu
przekraczającego poziom 80dB. Procedurom
cięcia/spawania plazmowego może towarzyszyć
poziom hałasu przekraczający podany limit, w takim
przypadku użytkownicy powinni stosować wszelkie środki
ostrożności wymagane przez lokalne przepisy.
POLE ELEKTROMAGNETYCZNE -Zagrożenia.
• Prąd elektryczny przepływający przez
dowolny przewodnik generuje miejscowe pole
elektromagnetyczne. Prądy cięcia i spawania
generują pole elektromagnetyczne wokół kabli
i źródeł zasilania.
• Pole magnetyczne wytwarzane przez prąd o dużym
natężeniu może wpływać na pracę stymulatorów serca.
Osoby korzystające z urządzeń elektronicznych podtrzymu-
jących życie (stymulatory serca) powinny skontaktować się z
lekarzem przed rozpoczęciem spawania łukowego, cięcia,
żłobienia lub zgrzewania punktowego.
• Narażenie na działanie pola elektromagnetycznego pod-
czas spawania i cięcia może mieć także inny, nieznany
dotychczas wpływ na zdrowie.
• Postępowanie zgodnie z poniższą procedurą pozwala
uniknąć narażenia na działanie pola elektromagnetycznego
generowanego w obwodach spawania i cięcia:
- Kable i elektrody należy prowadzić razem i w miarę
możliwości połączyć taśmą.
- Nie należy owijać przewodów elektrody lub uchwytu
wokół części ciała.
- Nie stawać pomiędzy przewodami elektrody lub
uchwytu a kablami roboczymi. Przewody elektrody lub
uchwytu należy prowadzić po tej samej stronie, co
kable robocze.
- Podłączyć kable robocze do przedmiotu obrabianego
możliwie najbliżej spawanej lub ciętej powierzchni.
- Nie pracować w pobliżu źródła zasilania.
EKSPLOZJE
• Nie należy spawać w sąsiedztwie pojemników znaj-
dujących się pod ciśnieniem., lub w obecności
wybuchowych gazów, pyłów, oparów. Wszelkie
butle z gazem i regulatory ciśnienia powinny być używane z
należytą ostrożnością.
ZGODNOŚĆ ELEKTROMAGNETYCZNA
Urządzenie zostało wyprodukowane zgodnie z przepisami
określonymi w normie IEC 60974-10 (CL. A), i musi być
wykorzystywane wyłącznie do celów przemysłowych w śro-
dowisku przemysłowym. W środowisku nieprzemysłowym
mogą wystąpić trudności w spełnieniu wymagań zgodności
elektromagnetycznej W przypadku nieprawidłowego funk-
cjonowania urządzenia, NALEŻY SKONTAKTOWAĆ SIĘ Z
OBSŁUGĄ TECHNICZNĄ.
POSTĘPOWANIE Z ODPADAMI ELEKTRYCZNY-
MI I ELEKTRONICZNYMI
Sprzętu elektrycznego nie należy utylizować
razem z pozostałymi odpadami! Zgodnie z
dyrektywą 2002/96/WE dotyczącą zużytego sprzętu elek-
trycznego i elektronicznego oraz zgodnie z
obowiązującymi przepisami, urządzenia elektryczne po
wycofaniu z użycia podlegają segregowaniu i powinny
być przekazane do specjalistycznego zakładu przetwór-
stwa odpadów, spełniającego warunki ochrony
środowiska. Niezbędne informacje można uzyskać u
przedstawiciela lokalnych władz.
STOSOWANIE DYREKTYWY EUROPEJSKIEJ POZWALA
OCHRONIĆŚRODOWISKO I ZDROWIE INNYCH OSÓB.
2 OPIS OGÓLNY
2.1 SPECYFIKACJE
Poniższa instrukcja obsługi została przygotowania w celu
INSTRUKCJA MANUALNA DLA SPAWAREK MIG/MAG

73
przeszkolenia personelu odpowiedzialnego za instalację,
obsługę i konserwację spawarki. Urządzenie jest źródłem
prądu stałego, przeznaczonym do spawania MIG/MAG
oraz OPEN-ARC. Po odebraniu urządzenia należy
sprawdzić czy poszczególne części urządzenia nie uległy
zniszczeniu lub uszkodzeniu. Wszystkie skargi
odnośnie zagubionych i uszkodzonych części nabyw-
ca powinien kierować do producenta (dostawcy). W
przypadku zażądania informacji o spawarce, prosimy
o podanie nazwy artykułu i jego numeru seryjnego.
2.2 OPIS SPECYFIKACJI TECHNICZNYCH
IEC60974.1 Spawarka została wyprodukowana
IEC60974.10 zgodnie z następującymi
N° międzynarodowymi standardami-
numer seryjny, który musi być podany w
każdymzapytaniu/zamówieniu
dotyczącym urzadzenia
Jednofazowy transformator-prostownik.
Trójfazowy prostownik transformatorowy.
Charakterystyka płaska.
MIG/MAG. Przeznaczona do spawania ciągłego
elektrodowego.
I2 max Niekonwencjonalny prąd spawania.
Wartość ta odpowiada górnej granicy
osiąganej podczas spawania.
U0. Napięcie wtórne obwodu otwartego.
X. Procent cyklu pracy. Cykl pracy wyraża
procent 10 minutowego okresu pracy
podczas spawania przy określonym
natężeniu prądu, przy którym urządzenie
się nie przegrzewa
I2. Prąd spawania
U2. Napięcie wtórne dla danego prądu
spawania I2.
U1. Napięcie znamionowe
1~ 50/60Hz 50- lub 60-Hz jednofazowe źródło
zasilania.
3~ 50/60Hz 50- lub 60-Hz trójfazowe źródło zasilania.
I1 max Maksymalna wartość pobieranego prądu.
I1 eff Jest to maksymalna wartość aktualnie
pobieranego prądu, dla danego cyklu
pracy.
IP21C Stopień ochrony obudowy.
Stopień 1 jako druga cyfra oznacza, że
urządzenie można używać na zewnątrz
i podczas opadów deszczu.
Dodatkowa litera C oznacza, że
urządzenie posiada zabezpieczenie
dostępu do części znajdujących się pod
napięciem przy użyciu narzędzia
(średnica 2.5 mm).
Nadaje się do użytku w środowiskach
wysokiego - ryzyka.
UWAGA: Spawarka została zaprojektowana także do
użytku w środowiskach o stopniu zanieczyszczenia 3.
(Zobacz IEC 664).
S
2.3 BEZPIECZNIK PRZECIĄŻENIOWY
Urządzenie zostało zabezpieczone termostatem, który
zabezpiecza je przed pracą w temperaturze,
przekraczającej dopuszczalne normy. W takich warunkach
wentylator pracuje nadal i zapala się kontrolka F.
3 INSTALACJA
• Instalacja powinna być przeprowadzana przez prze-
szkolony personel.
• Wszelkie połączenia powinny być wykonane zgod-
nie z odpowiednimi przepisami elektrycznymi, oraz z
zachowaniem przepisów bezpieczeństwa.
Należy sprawdzić, czy napięcie źródła zasilania jest
zgodne z napięciem wyszczególnionym na tabliczce zna-
mionowej. Jeśli nie jest dopasowane, należy podłączyć
wtyczkę odpowiednią do przewodu zasilającego, tak aby
żółto-zielony przewód został podłączony do wtyku
uziemiającego.
Pojemność bezpiecznika przeciążeniowego lub bezpiecz-
ników zainstalowanych szeregowo musi być równa
prądowi pobieranemu I1 max. spawarki.
3.1 UMIEJSCOWIENIE
Zainstalować wszelkie uchwyty, koła oraz dwa wsporniki
butli z gazem. Uchwyty nie moż na używać do
podnoszenia urządzenia.
Umieścić spawarkę w pomieszczeniu posiadającym
dobrą wentylację
. Kurz, zabrudzenia, oraz inne ciała
obce dostające się do wnętrza spawarki mogą być
przyczyną nieprawidłowego działania
urządzenia.(zakłócają wentylację)
Odnośnie warunków środowiskowych oraz warunków
pracy, ważnym jest, by utrzymywać wewnętrzne części
spawarki w czystości. Do czyszczenia stosować sprężone
powietrze, uważać, by nie uszkodzić urządzenia. Przed
rozpoczęciem czynności we wnętrzu urządzenia, należy
sprawdzić, czy zostało ono wyłączone ze źródła zasilania.
Wszelkie czynności wykonywane we wnętrzu
urządzenia muszą być prowadzone przez wykwali-
fikowany personel.
Rys. 1

74
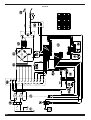
3.2 POŁĄCZENIA WEWNĘTRZNE
• Wszelkie czynności wykonywane we wnętrzu
urządzenia muszą być prowadzone przez wykwali-
fikowany personel.
• Przed rozpoczęciem czynności wnętrzu urządzeniu,
należy upewnić się, czy wtyczka została wyjęta ze źródła
zasilania.
• Po ostatecznej inspekcji, spawarka powinna być
podłączona do źródła zasilania o napięciu zaznac-
zonym na przewodzie zasilającym.
• Aby zmienić napięcie zasilania, należy zdjąć prawą
część panelu i zmienić połączenia na tablicy rozd-
zielczej, tak jak pokazano na rysunku.
• Napięcie zasilania nie może być zmieniane, gdy jest
stosowany jednofazowe źródło zasilania.
• Nie używać spawarki bez osłon ochronnych lub paneli
bocznych, ze względu na bezpieczeństwo, oraz by
uniknąć złego chłodzenia części wewnętrznych
urządzenia.
• Podłączyć wtyczkę do kabla zasilającego, właściwą dla
danego pobieranego prądu..
• Podłączyćżółto-zielony przewód do zacisku
uziemiającego.
3.3 POŁĄCZENIA ZEWNĘTRZNE
3.3.1 Podłączanie zacisku masy.
• - Podłączyć przewód uziemiający terminala do zacisku
spawarki, natomiast zacisk uziemiający do obrabianego
materiału.
3.3.2 Umiejscowienie butli z gazem i połączenie
przewodów gazowych
• Umieścić butlę z gazem w oprawce spawarki, przy użyciu
zacisków przymocować ją do tylnego panelu urządzenia.
• Butla z gazem nie może być wyższa niż 1.65m (dla
Art. 576-577-579-581-583) oraz 1m (dla Art. 572-573).
• Zaciski butli należy poddawać okresowym przeglądom,
w razie potrzeby wymienić.
• Butla z gazem musi być wyposażona w regulator
ciśnienia oraz zawór regulacji przepływu.
• Wyjściowy przewód gazowy tylnego panelu z
regulatorem ciśnienia można podłączyć dopiero po
właściwym umieszczeniu butli z gazem
• Ustawić przepływ gazu na wartość 10/12 litrów/minutę.
4 OPIS KONTROLEK
4.1 KONTROLKI UMIESZCZONE Z PRZODU
URZĄDZENIA
A- Klucz selekcji.
Przyciśnięcie tego klucza powoduje
zapalenie się w kolejności diod LED B, C, D
oraz E. Z menu uruchomionego przez 2
klucze Q oraz R, należy wybrać Soft Start (Miękki Start),
ustawić prędkość silnika palnika PULL 2003, a następnie
ustawić funkcje przepływu gazu.
B- Zielona dioda LED (NUMER PROGRAMU).
Sygnalizuje, ze wyświetlacz S wskazuje
numer programu aktualnie używanego.
Należy sprawdzić instrukcję umieszczoną
we wnętrzu panelu, dotyczącą rodzaju drutu i rodzaju
gazu odpowiadającego numerowi wyświetlanego
programu. Wyświetlana cyfra jest zawsze poprzedzona
literą P.
C- Zielona dioda LED.
Sygnalizuje, że wyświetlacz S wskazuje
spawanie punktowe lub czas spawania.
Czas spawania można regulować w zakresie
od 0,3 do 5 sekund. Ustawienie wartości zero (0) włącza
tą funkcję. Funkcja jest aktywna tylko podczas spawania.
Wartość pokazywana na wyświetlaczu S jest zawsze
poprzedzona literą t.
D- Zielona dioda LED.
Sygnalizuje, że wyświetlacz S wskazuje
czas trwania przerwy pomiędzy poszc-
zególnymi etapami spawania. Długość
czasu można regulować w zakresie od 0.3 do 5 sekund.
Ustawienie wartości zero (0) wyłącza tę funkcję. Funkcja
jest aktywna tylko podczas spawania. Wartość
pokazywana na wyświetlaczu S jest zawsze poprzedzona
literą t.
E- Zielona dioda LED.
Sygnalizuje, że wyświetlacz S wskazuje, jak
długo drut wystaje z palnika, po tym jak
operator spawarki zwolnił wyzwalacz
palnika. Długość czasu można regulować w zakresie od
10 do 400 milisekund. Wartość pokazywana na
wyświetlaczu S jest zawsze poprzedzona literą t.
F- Żółta dioda LED.
Zapala się, gdy termostat przerywa pracę
spawarki.
G- Zielona dioda LED (PULSUJĄCA).
Włącza i wyłącza się, gdy złącze palnika
PULL 2003 lub SPOOL-GUN jest
podłączone do złącza I.
H- Adapter centralny.
Miejsce podłączenia palnika spawarki.
I- Złącze 10-kołkowe.
To złącze musi być podłączone do 10-kołkowego złącza
PULSAR
PROGRAM
Rys. 2

75
połączeniowego w gnieździe uziemiającym palnika PULL
2003 lub SPOOL- GUN.
L-M. Gniazda, do których podłącza się przewód
uziemiający.
(Niektóre wersje mają jedno gniazdo).
N- Przełącznik selektywny.
Włącza i wyłącza urządzenie oraz wybiera zakres napięć
dla prądu spawania.
O- Przełącznik selektywny.
Umożliwia dokładne dostrojenie napięcia prądu spawania
w zakresie wybranym przez przełącznik selektywny N.
P- Pokrętło ustawiające.
Umożliwia regulację prędkości przesuwu drutu, i jest
aktywne tylko w przypadku używania standardowych pal-
ników. Nie dotyczy palników typu: PULL 2003 oraz
SPOOL- GUN. Podczas używania programu 00,
umożliwia ustawianie prędkości przesuwu drutu w zakre-
sie od 0 do 20 metrów/minutę. Podczas stosowania
programu współdziałającego, wskaźnik pokrętła musi być
ustawiony na wartość SYNERGIC. Po wybraniu programu
współdziałającego, wyświetlacz S wskazuje wartość
prądu ustawioną przez zadany program. Prąd ten
odpowiada zadanej prędkości przesuwu. Aby zwiększyć
prędkość, należy przekrę cić pokrętło zgodnie z kie-
runkiem wskazówek zegara, aby zmniejszyć - w kierunku
przeciwnym. Zmiany prędkości dla danego prądu są
zawsze wyświetlane na wyświetlaczu S.
Klucze - Q oraz R.
• Gdy dioda LED B jest zapalona,
wyświetlacz S wskazuje numer programu
wybrany przez 2 klucze. Po zakończeniu
selekcji, dioda LED pozostaje zapalona przez 5 sekund, a
następnie wyłącza się.
• Gdy dioda LED C jest zapalona, wyświetlacz S wska-
zuje numer programu wybrany przez 2 klucze.
Po zakończeniu selekcji, dioda LED pozostaje zapalona
przez 5 sekund, a następnie wyłącza się.
• Gdy dioda LED D jest zapalona, wyświetlacz S wska-
zuje numer programu wybrany przez 2 klucze.
Po zakończeniu selekcji, dioda LED pozostaje zapalona
przez 5 sekund, a następnie wyłącza się.
• Gdy dioda LED E jest zapalona, wyś
wietlacz S wskazuje
numer programu wybrany przez 2 klucze. Po zakończeniu
selekcji, dioda LED pozostaje zapalona przez 5 sekund, a
następnie wyłącza się.
• Gdy diody LED B, C, D oraz E są wyłączone, a używany
jest program współdziałający, wciśnięcie któregoś z 2
kluczy spowoduje, że wyświetlacz S będzie wskazywał
bieżące ustawienia lub zalecaną grubość w milimetrach.
Regulowanie przełączników N oraz O umożliwia
obserwację na wyświetlaczu S wzrostu lub spadek
wybranych wartości. Funkcja ta jest przydatna, gdy
zachodzi potrzeba sprawdzenia przy użyciu jakiego prądu
lub dla jakiej grubości drutu należy rozpocząć spawanie.
• Przyciśniecie dwóch kluczy równocześnie przez
około 5 sekund pozwala na uzyskanie dostępu do pod
menu, w którym można znaleźć 3 funkcje, które można
wybrać poprzez klucz A:
1
2
3
4
7
8
9
10
5
6
A
SYNERGIC
PROGRAM
PULSAR
2
1
0
1
2
3
5
6
4
S
IP 21C
Nº
/-/
A
VV
A
EN 50199-IEC 60974-1
U
0
V
U
1
V
U
1
V
I
1max=
A
I
1eff=
A
I
1max
=A
I
1eff
=A
X 40% 60% 100%
I
2A A A
I
2max. A
=
U
2V V V
~
50/60Hz
MADE IN ITALY
V
MIG-MAG
BRAVOBRAVOB
SYNERGICSYNERGIC
Rys.3
C
BQ
S
R
A
P
G
N
O
M
L
D
E
F
H
I
C
BQ
S
R
A
P
G
N
D
E
F
H
I
L

76
1- Miękki start (Soft Start) (prędkość).
Zmienia ustawioną prędkość spawania; prędkość ta
pozostaje aktywna przed odcinek czasu regulowany
przez funkcję Soft Start (czas). Prędkość można
regulować przy użyciu 2 kluczy Q oraz R, od 10% do
maksimum 150% ustawionej prędkości spawania.
Funkcja ta, wraz funkcją Soft Start (czas) wspomaga pro-
ces zapalania łuku elektrycznego. Wartość wskazywana
przez wyświetlacz S jest poprzedzona literą (A).
2- Ustawianie prędkości przesuwu drutu na palniku
PULL 2003.
Regulowanie 2 kluczy Q oraz R zmienia prędkość dla pal-
nika PULL 2003 w zakresie od –9 do +9 w porównaniu do
ustawionej wartości. Funkcja ta zwiększa szybkość prze-
suwu drutu, synchronizując prędkość podajnika z
prędkością silnika palnika PULL 2003.
Wartość wskazywana przez wyświetlacz S jest
poprzedzona literą (H).
3- Przepływ gazu po zakończeniu spawania
Używanie kluczy Q oraz R umożliwia regulację przepływu
gazu po zakończeniu spawania przez okres od 0 do 5
sekund. Funkcja jest szczególnie przydatna podczas
spawania stali nierdzewnej i aluminium. Wartość wskazywa-
na przez wyświetlacz S jest poprzedzona literą (P).
4- Soft Start (czas).
Pozwala regulować czas, na jaki prędkość funkcji Soft
Start pozostanie aktywna. Funkcja ta, wraz funkcją Soft
Start (predkość) wspomaga proces zapalania łuku elek-
trycznego. Przy użyciu 2 kluczy Q oraz R można zmieniać
czas trwania funkcji Soft Start w zakresie od 0 do 1
sekundy. Wartość wskazywana przez wyświetlacz S jest
poprzedzona literą (d).
5- Dwu stopniowy tryb ręczny i czterostopniowy tryb
automatyczny.
Regulacja 2 kluczy Q oraz R umożliwia przejście do dwu
stopniowego i czterostopniowego trybu pracy.
Jeśli spawarka jest ustawiona na dwu-stopniowy tryb
ręczny, spawanie rozpocznie się, gdy zostanie
przyciśnięty przycisk E, natomiast zostanie zatrzymane,
gdy przycisk zostanie zwolniony.
Jeśli spawarka jest ustawiona cztero-stopniowy tryb
automatyczny, aby rozpocząć spawanie należy
przycisnąć wyzwalacz palnika. Po rozpoczęciu spawania
można zwolnić wyzwalacz. Ponowne przyciśniecie i zwol-
nienie wyzwalacza zatrzyma proces spawania. Takie
ustawienia są przydatne podczas spawania przez dłuższe
okresy czasu. Wartość wskazywana przez wyświetlacz S
jest poprzedzona symbolami (2T oraz 4T).
S-Wyświetlacz.
Podczas stosowania programu ręcznego 00, wyświetlana
jest prędkość przesuwu drutu wyrażona w metrach na
minutę przed spawaniem, oraz bieżąca wartość osiągana
podczas spawania. Podczas używania programu
współdziałającego wyświetlana jest wartość bieżąca
prądu. Jak wspomniano powyżej, przed rozpoczęciem
procesu spawania mogą być wyświetlane następujące
wartości: aktualnie używany program, czas spawania
punktowego, czas trwania przerwy w spawaniu, zalecana
grubość drutu, funkcja Soft Start, prędkość ustawiona na
silniku palnika PULL 2003, oraz czas przepływu gazu po
zakończeniu spawania.
5 SPAWANIE
5.1 INSTALACJA
Sprawdzić, czy średnica przewodu odpowiada wartości
podanej na rolkowym podajniku drutu, oraz czy wybrany
program jest zgodny z rodzajem materiału i rodzajem sto-
sowanego gazu. Dla przewodów aluminiowych należy
stosować podajniki z wyżłobieniami w kształcie litery „U”,
natomiast dla pozostałych przewodów podajniki z
wyżłobieniami w kształcie litery “V”.
5.2 PRZYGOTOWANIE URZĄDZENIA DO SPAWANIA
Podczas używania palnika Pull-2000 lub palnika typu
Spool-Gun, należy przestrzegać poniższych
instrukcji:
• Podłączyć zacisk uziemiający do obrabianego
materiału.
• Ustawić przełącznik N na wartość 1.
• Usunąć dyszę ujścia gazu.
• Odkręcić końcówkę kontaktu.
• Włożyć drut do tulei palnika, upewniając się, czy
znajduje się on we wnętrzu wyżłobienia podajnika, oraz
czy podajnik jest we właściwej pozycji.
• Przycisnąć wyzwalacz palnika, aby przesunąć drut do
przodu, tak, by wystawał z panika.
• Uwaga: utrzymywać twarz z dala od pistoletu podc-
zas przewlekania drutu.
• Przykręcić końcówkę kontaktu, upewnić się, czy
przekrój jest taki sam jak używanego drutu.
• Zamontować dyszę palnika.
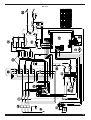
5.3 SPAWANIE STALI WĘGLOWEJ BEZ OCHRONY
GAZOWEj (dotyczy tylko Art. 572 oraz 573).
Upewnić się, czy przewody zostały właściwie założone na
desce rozdzielczej terminala i czy bieguny zostały
ustawione w sposób poprawny (dotyczy jedynie Art. 572
oraz 573, zobacz Rys.4 ). Aby uzyskać dobre i bezpiecz-
ne spawy, należy zawsze pracować od lewej do prawej i
z góry na dół.
Po zakończeniu spawania należy usunąć wszelkie
odpady. Przewód z rdzeniem topnikowym (flux) może być
Rys. 4

77
stosowany z urządzeniem Art. 1587, Ø 0.9mm.
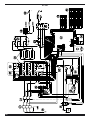
5.4 SPAWANIE STALI WĘGLOWEJ Z OCHRONĄ
GAZOWĄ
Należy sprawdzić, czy przewody zostały właściwie
zamontowane na tablicy rozdzielczej terminala, oraz czy
bieguny zostały ustawione poprawnie (dotyczy jedynie
Art. 572 oraz 573, zobacz Rys.5).
Do spawania tych materiałów należy:
• Stosować mieszanki gazów spawalniczych, zwykle
ARGON + CO2 z zawartością argonu przekraczającą
75%. Przy użyciu takiej mieszanki, wykonywane spawy
będą trwałe i będą miały dobry wygląd. Używanie czyste-
go CO2 jako gazu ochronnego daje wąskie spoiny i
zapewnia głębszą penetrację, lecz znacząco podnosi
ilość powstających odprysków.
• Używać druty spawalnicze tej samej jakości co spawa-
na stal. Należy zawsze stosować najlepszej jakości druty,
unikać spawania przy użyciu zardzewiałych drutów, co
może powodować defekty spawów.
• Nie spawać części zardzewiałych, lub pokrytych olejem
lub tłuszczami.
5.5 SPAWANIE STALI NIERDZEWNEJ
Należy sprawdzić, czy przewody zostały właściwie
zamontowane na desce rozdzielczej terminala, oraz czy
bieguny zostały ustawione poprawnie (dotyczy jedynie
Art. 572 oraz 573, zobacz Rys.5).
Stal nierdzewna z serii 300, musi być spawana przy
użyciu gazu ochronnego z dużą zawartością Argonu,
zawierająca małe ilości O2 lub dwutlenku węgla CO2
(około 2%), w celu stabilizacji łuku elektrycznego. Nie
dotykać drutów rękoma. Obszar roboczy należy
utrzymywać w czystości, unikać zanieczyszczania
wykonywanych połączeń.
5.6 SPAWANIE ALUMINIUM
Należy upewnić się, czy przewody zostały właściwie
zamontowane na tablicy rozdzielczej terminala, oraz czy
bieguny zostały ustawione poprawnie (dotyczy jedynie
Art. 572 oraz 573, zobacz Rys.5).
W celu spawania aluminium należy:
• Używać Argonu jako gazu ochronnego.
• Używać drutów spawalniczych o składzie chemicznym
właściwym dla spawanego materiału.
• Stosować gniotowniki i szczotki specjalnie przeznaczo-
ne dla aluminium, i nigdy nie stosować ich do innych
materiałów.
• Do spawania aluminium należy stosować następujące
palniki: PULL 2003 Art. 2003 lub SPOOL-GUN Art. 1562
z połączeniem Art. 1196.
6 NAJCZĘSTSZE BŁĘDY PODCZAS SPAWANIA
1 DEFEKT -Porowatość (w obrębie lub na zewnątrz
spawu)
PRZYCZYNA • Wadliwa elektroda (zardzewiała
powierzchnia)
• Utrata ochrony gazowej spowodowana
przez:
- słaby przepływ gazu
- wadę zaworu przepływu
- zamroż
enie regulatora spowodowane
nie podgrzaniem gazu ochronnego CO2
- usterkę zaworu elektromagnetycznego
- końcówka kontaktu zatkana odpadkami
- zatkany wylot gazu
- powietrze w obszarze spawania.
2 DEFEKT - Ubytki, pęknięcia
PRZYCZYNA • Drut lub materiał brudny lub pokryty
olejem.
• Zbyt mały spaw.
• Zbyt wypukły spaw.
• Spaw zbyt głęboko spenetrowany.
3 DEFEKT - Zacięcia boczne
PRZYCZYNA • Spawanie odbyło się zbyt szybko
• Zbyt mały prąd, zbyt wysokie napięcie
łuku.
4 DEFEKT - Nadmierne rozpryski
PRZYCZYNA • Zbyt wysokie napięcie.
• Niedostateczna indukcyjność.
• Brak podgrzania gazu ochronnego CO2.
7 KONSERWACJA SYSTEMU
• Osłona dyszy gazowej Dysza powinna być okresowo
czyszczona, w celu usunięcia resztek spawów.
Wymieniać gdy są zniekształcenia i uszkodzenia.
• Końcówka kontaktu. Jedynie dobry kontakt elektryczny
pomiędzy końcówką a drutem może zapewnić stabilny
łuk elektryczny i optymalny prąd wyjścia. W tym celu
należy przestrzegać następujących środków ostrożności:
A) Otwór kontaktu musi być wolny od wszelkich
zabrudzeń i czynników powodujących jego utlenianie
(rdzewienie).
B) Odpryski osadzają się łatwiej na końcówce kontaktu,
jeśli sesje spawania są
długie, blokując tym samym
przepływ gazu. Końcówka powinna być więc czyszczona
częściej i wymieniana w razie konieczności.
C) Końcówka kontaktu powinna być przykręcona
dokładnie do obudowy palnika. Podczas spawania może
dochodzić do poluzowania, tym samym do podgrzania
obudowy palnika, powodując nierówne położenia drutu
spawalniczego.
• Tuleja drutu. Jest to ważna część i powinna być
sprawdzana dość często, ponieważ drut może
Rys. 5

78
pozostawiać na niej miedziane opiłki lub pył. Należy
oczyszczać ją okresowo, przy użyciu sprężonego powie-
trza. Tuleje dość często ulegają zerwaniom lub przerwa-
niom, tym samym powinny być wymieniane po pewnym
okresie czasu.
• Zespół kół zębatych. Okresowo należy czyścić rolki
podajnika drutu, w celu usunięcia rdzy lub resztek metali
pozostawionych przez zwoje. Cały mechanizm podajnika
powinien być sprawdzany okresowo, a w szczególności
takie jego części, jak: zwój, prowadnica drutu tuleja i
końcówka kontaktu.
8 AKCESORIA
Art. 2003 Palnik typ: Pull 2003 z prowadnicą
GÓRA/DÓŁ na uchwycie.
Art. 1562 Palnik typ: Spool-gun z potencjometrem
na uchwycie.
Art. 1196.00 6-meterowe połączenie do 1562.
Art. 1196.20 12-metrowe połączenie do 1562.
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
Strona jest ładowana ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
































































































Cebora BRAVO SYNERGIC MIG Serie Instrukcja obsługi
- Typ
- Instrukcja obsługi
w innych językach
- español: Cebora BRAVO SYNERGIC MIG Serie Manual de usuario
- italiano: Cebora BRAVO SYNERGIC MIG Serie Manuale utente
- Deutsch: Cebora BRAVO SYNERGIC MIG Serie Benutzerhandbuch
- svenska: Cebora BRAVO SYNERGIC MIG Serie Användarmanual
- português: Cebora BRAVO SYNERGIC MIG Serie Manual do usuário
- français: Cebora BRAVO SYNERGIC MIG Serie Manuel utilisateur
- English: Cebora BRAVO SYNERGIC MIG Serie User manual
- dansk: Cebora BRAVO SYNERGIC MIG Serie Brugermanual
- suomi: Cebora BRAVO SYNERGIC MIG Serie Ohjekirja
- Nederlands: Cebora BRAVO SYNERGIC MIG Serie Handleiding
Powiązane dokumenty
-
Cebora BRAVO Instrukcja obsługi
-
-
Cebora 252 Power Rod 1365 Instrukcja obsługi
-
-
-
-
Inne dokumenty
-
Stanley TOP MIG 1400 Instrukcja obsługi
-
Lincoln Electric POWER MIG 180 Instrukcja obsługi
-
Stayer PROGRESS 1600 GEK Instrukcja obsługi
-
GYS TITANIUM 230 AC/DC FV Instrukcja obsługi
-
Beta 1827F Instrukcja obsługi
-
-
ESAB MobileFeed 201 AVS Instrukcja obsługi
-
STAMOS S-MIG 250P Instrukcja obsługi
-
-
Elettro C.F. COMBO HI-MIG 2010 Instructions Manual