ESAB ESAB Cutmaster 60 Plasma Cutting System Instrukcja obsługi
- Kategoria
- Komponenty urządzeń zabezpieczających
- Typ
- Instrukcja obsługi
Niniejsza instrukcja jest również odpowiednia dla

Art #A-12773PL
60
400V
FAZA
MOC WEJŚCIOWA
NAPIĘCIE
MAK WYJŚCIOWY
WYJŚCIOWY
Instrukcja
obsłu
Rew.: AD Data: 18/10/2017 Instrukcja #: 300X5395PL
ESAB Cutmaster
®
60
SYSTEM CIĘCIA PLAZMOWEGO AUTOMATYCZNE
STEROWANIE GAZEM
SL60 1Torch™
esab.eu

DOCENIAMY TWOJĄ DZIAŁALNOŚĆ GOSPODARCZĄ!
Gratulujemy zakupu nowego produktu rmy ESAB. Jesteśmy dumni, że jesteś naszym klientem i
postaramy się zapewnić ci najlepsze w przemyśle usługi i niezawodność. Ten produkt jest objęty
obszerną gwarancją i ogólnoświatową siecią usług. Aby skontaktować się z swoim najbliższym
dystrybutorem lub agencją usługową odwiedź naszą stronę internetową www.esab.eu.
Celem niniejszej instrukcji obsługi jest poinstruowanie użytkownika o prawidłowym
użytkowaniu i obsłudze produktu ESAB. Twoje zadowolenie z tego produktu i jego
bezpiecznej obsługi jest naszym ostatecznym celem. Dlatego należy poświęcić czas na
przeczytanie całej instrukcji, szczególnie zasady bezpieczeństwa. Pomoże to uniknąć
potencjalnych sytuacji niebezpiecznych, które mogą zaistnieć podczas pracy tego
produktu.
ZNAJDUJESZ SIĘ W DOBRYM TOWARZYSTWIE!
Marka wyboru ogólnoświatowych wykonawców i producentów.
ESAB jest globalną marką produktów do ręcznego i automatycznego cięcia plazmowego.
Odróżniamy się od naszych konkurentów tym, że nasze produkty są wiodące na rynku i nie-
zawodne, które wytrzymały próbę czasu. Szczycimy się naszymi innowacjami technicznymi,
konkurencyjnymi cenami, znakomitymi dostawami, pierwszorzędną obsługą klienta i pomocą
techniczną wraz z doskonałością procesu sprzedaży i specjalistycznym marketingiem.
Nade wszystko, jesteśmy zaangażowani w technologicznym rozwoju zaawansowanych produk-
tów w celu osiągnięcia bezpieczniejszego środowiska roboczego w przemyśle spawalniczym.

!
OSTRZEŻENIE
Przed rozpoczęciem montażu, obsługi lub prac serwisowych należy przeczy-
tać i zrozumieć całą instrukcję oraz procedury bezpieczeństwa pracodaw-
cy. Podczas, gdy informacje zawarte w tej Instrukcji reprezentują najlepszą
wiedzę producenta, producent nie bierze na siebie odpowiedzialności za jego
stosowanie.
Zasilacz urządzenia do cięcia plazmowego,
ESAB Cutmaster
®
60
SL60 1Torch™
Instrukcja obsługi Nr. 300X5395PL
Opublikowana przez:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX 76208
(940) 566-2000
www.esab.eu
Prawo autorskie 2013 przez ESAB
Wszelkie prawa zastrzeżone.
Powielanie tego opracowania w całości lub w części bez pisemnego zezwolenia wy-
dawcy jest zabronione.
Wydawca nie przyjmuje i niniejszym zrzeka się wszelkiej odpowiedzialności za straty
lub szkody każdej części spowodowane jakimkolwiek błędem lub pominięciem treści
zawartej w niniejszej instrukcji, bez względu na to, czy wynika ono z niedbalstwa, czy
są przypadkowe lub z innej przyczyny.
Do drukowania materiałów zgodnie ze specykacją, patrz dokument 47x1909
Data pierwszego wydania: 15 Styczeń 2015
Data Przegląd: 18/10/2017
Zapisz następujące informacje dla celów gwarancyjnych:
Gdzie zakupiono:_______________________________ _____________
Data zakupu:__________________________________ _____________
Numer seryjny zasilacza elektrycznego #:___________________________
Numer seryjny palnika #:___________________________________ ___
i

Należy się upewnić, że operator otrzyma
poniższe informacje.
Można otrzymać dodatkowe kopie od dostawcy.
PRZESTROGA
Niniejsze INSTRUKCJE są przeznaczone dla doświadczonych operatorów. W przy-
padku niepełnego obeznania z zasadami działania oraz z praktykami bezpieczeństwa
związanymi ze spawaniem łukowym oraz dotyczącymi sprzętu służącego do cięcia,
wskazane jest przeczytanie naszej broszury „Środki oraz praktyki bezpieczeństwa
podczas łukowego spawania, cięcia oraz żłobienia”, formularz 52-529. Osobom nie-
wykwalikowanym NIE zezwala się na instalowanie, obsługiwanie ani dokonywa-
nie konserwacji niniejszego sprzętu. NIE wolno rozpoczynać instalacji lub pracy ze
sprzętem bez uprzedniego przeczytania oraz całkowitego zrozumienia niniejszych
instrukcji. W przypadku niecałkowitego zrozumienia niniejszych instrukcji, należy
skontaktować się z dostawcą w celu uzyskania dalszych informacji. Przed rozpoczę-
ciem instalacji lub pracy ze sprzętem należy zapoznać się ze Środkami ostrożności.
ODPOWIEDZIALNOŚĆ UŻYTKOWNIKA
Sprzęt ten będzie funkcjonował zgodnie z opisem zawartym w niniejszej instrukcji
obsługi oraz zgodnie z dołączonymi etykietkami i/lub wkładkami jeśli instalacja, praca,
konserwacja oraz naprawy przeprowadzane będą zgodnie z dostarczonymi instrukcjami.
Sprzęt musi być okresowo sprawdzany. Nie należy używać sprzętu działającego wadliwie
lub niewłaściwie konserwowanego. Części zepsute, brakujące, zużyte, odkształcone lub
zanieczyszczone muszą być niezwłocznie wymienione. Producent zaleca wystosowanie
telefonicznej lub pisemnej prośby o poradę do autoryzowanego dystrybutora, od którego
został zakupiony sprzęt, czy naprawa lub wymiana części jest konieczna.
Nie należy przerabiać całego sprzętu ani żadnej z jego części składowych bez uprzed-
niego pisemnego zezwolenia producenta. Użytkownik ponosi wyłączną odpowiedzialność
za jakiekolwiek usterki spowodowane niewłaściwym użytkowaniem, wadliwą konserwacją,
uszkodzeniem, niewłaściwą naprawą lub przeróbkami nie przeprowadzonymi przez produ-
centa lub przez osoby przez niego wyznaczone.
!
NALEŻY PRZECZYTAĆ ORAZ ZROZUM IEĆ INSTRUKCJĘ OBSŁUGI PRZED INSTALOWANIEM LUB PRACĄ.
CHRO Ń SIEBIE I INNYCH!

DEKLARACJA ZGODNOŚCI EU
Zgodnie z
Dyrektywą niskonapięciową 2014/35/UE, obowiązującą od 20 kwietnia 2016 r.
Dyrektywą kompatybilności elektromagnetycznej 2014/30/UE, obowiązującą od 20 kwietnia 2016 r.
Dyrektywą RoHS 2011/65/UE, obowiązującą od 2 stycznia 2013 r.
Typ urządzenia
SYSTEM CIĘCIA PLAZMOWEGO
Oznaczenie typu itd.
ESAB Cutmaster® 60, od numeru seryjnego MX1518XXXXXX
Nazwa marki lub znak towarowy
ESAB
Producent lub jego autoryzowany przedstawiciel
Nazwa, adres, nr telefonu:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Telefon: +01 800 426 1888, FAKS +01 603 298 7402
W konstrukcji urządzenia zastosowano następującą normę zharmonizowaną obowiązującą na terenie
EOG:
IEC/EN 60974-1:2012 Sprzęt do spawania łukowego – Część 1: Spawalnicze źródła energii.
IEC/EN 60974-10:2014 + AMD 1:2015 opublikowana 2015-06-19 Sprzęt do spawania łukowego – Część 10:
Wymagania w zakresie kompatybilności elektromagnetycznej (EMC)
Dodatkowe informacje: Ograniczone użytkowanie, urządzenie klasy A, przeznaczone do użytku w pomieszcze-
niach innych niż mieszkalne.
Podpisując niniejszy dokument, producent lub jego autoryzowany przedstawiciel oświadcza, że
urządzenie, którego dotyczy niniejsza deklaracja, jest zgodne z wyżej wymienionymi wymaganiami
bezpieczeństwa.
Data Podpis Stanowisko
1 listopada 2015r.
Flavio Santos Dyrektor Generalny
Akcesoria i Przyległości
2015

SPIS TREŚCI
ROZDZIAŁ 1: BEZPIECZEŃSTWO.........................................................................................1-1
1.0 Zasady bezpieczeństwa .............................................................................1-1
ROZDZIAŁ 2 SYSTEM: WPROWADZENIE ............................................................................2-1
2.01 Jak korzystać z tej instrukcji .......................................................................2-1
2.02 Identykacja sprzętu ...................................................................................2-1
2.03 Odbiór sprzętu ............................................................................................2-1
2.04 Dane techniczne zasilacza .........................................................................2-2
2.05 Specykacje dotyczące podłączenia kabla zasilającego ............................2-3
2.06 Cechy zasilacza. .........................................................................................2-4
ROZDZIAŁ 2 PALNIK: WPROWADZENIE ............................................................................ 2T-1
2T.01 Zakres instrukcji ........................................................................................2T-1
2T.02 Opis ogólny ...............................................................................................2T-1
2T.03 Specykacje .............................................................................................2T-1
2T.04 Opcje i akcesoria ......................................................................................2T-2
2T.05 Wprowadzenie do cięcia plazmą ..............................................................2T-2
ROZDZIAŁ 3 SYSTEMU: MONTAŻ ........................................................................................3-1
3.01 Rozpakowywanie ........................................................................................3-1
3.02 Opcje podnoszenia .....................................................................................3-1
3.03 Połączenia podstawowych źródeł zasilania ................................................3-1
3.04 Przyłącza gazu ...........................................................................................3-2
ROZDZIAŁ 4 PALNIK:
INSTALACJA ................................................................................................................3T-1
3T.01 Połączenie latarkis ....................................................................................3T-1
3T.02 Ustawienia palnika mechanicznego ..........................................................3T-1
ROZDZIAŁ 4 SYSTEM: DZIAŁANIE .......................................................................................4-1
4.01 Elementy sterujące/funkcje na panelu przednim ........................................4-1
4.02 Przygotowania do pracy .............................................................................4-2
ROZDZIAŁ 4 PALNIK: DZIAŁANIE ....................................................................................... 4T-1
4T.01 Latarka wybór komponentów ....................................................................4T-1
4T.02 Jakość cięcia ............................................................................................4T-1
4T.03 Ogólne informacje dotyczące cięcia .........................................................4T-2
4T.04 Obsługa palnika ręcznego ........................................................................4T-3
4T.05 Żłobienie ...................................................................................................4T-6
4T.06 Obsługa palnika mechanicznego ..............................................................4T-7
4T.07 Wybór części do cięcia palnikiem SL60 ....................................................4T-8
4T.08 Zalecane prędkości cięcia dla palnika SL 60 z odsłoniętą końcówką .......4T-9
4T.09 Zalecane prędkości cięcia dla palnika SL 100 z osłoniętą końcówką ..... 4T-11
INFORMACJE PATENTOWE ..............................................................................................4T-14

SPIS TREŚCI
ROZDZIAŁ 5 SYSTEM: SERWISOWANIE ..............................................................................5-1
5.01 Konserwacja ogólna ...................................................................................5-1
5.02 Harmonogram konserwacji .........................................................................5-2
5.03 Wspólne usterki ..........................................................................................5-2
5.04 Wskaźnik błędu ...........................................................................................5-3
5.05 Przewodnik po rozwiązywaniu podstawowych problemów .........................5-4
5.06 Wymiana podstawowych części zasilacza. ................................................5-6
ROZDZIAŁ 5 PALNIK: SERWISOWANIE .............................................................................5T-1
5T.01 Konserwacja ogólna .................................................................................5T-1
5T.02 Kontrola lub wymiana części eksploatacyjnych palnika. ...........................5T-2
ROZDZIAŁ 6: LISTA CZĘŚCI ..................................................................................................6-1
6.01 Wprowadzenie ............................................................................................6-1
6.02 Informacje dotyczące składania zamówień ................................................6-1
6.03 Wymiana zasilacza .....................................................................................6-1
6.04 Części zamienne do elementów zasilacza .................................................6-2
6.05 Opcje i akcesoria ........................................................................................6-2
6.06 Części zamienne do palników ręcznych ....................................................6-3
6.07 Części zamienne - do palników maszynowych z nieekranowanymi przewoda-
mi ................................................................................................................6-4
6.08 Zespoły przewodów ekranowanych palnika maszynowego ......................6-6
6.09 Części eksploatacyjne palnik (SL60) ..........................................................6-7
6.10 Części eksploatacyjne palnik (SL100) ........................................................6-8
ZAŁĄCZNIK 1: KOLEJNOŚĆ DZIAŁAŃ (SCHEMAT BLOKOWY) ....................................... A-1
ZAŁĄCZNIK 2: INFORMACJE NA ETYKIECIE DANYCH .................................................... A-2
ZAŁĄCZNIK 3: SCHEMAT UŁOŻENIA STYKÓW PALNIKA................................................ A-3
ZAŁĄCZNIK 4: SCHEMATY PRZYŁĄCZENIOWE PALNIKA ............................................... A-4
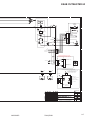
ZAŁĄCZNIK 5: SCHEMAT UKŁADU URZĄDZENIA 380/400/415V ..................................... A-6
Historia zmian ........................................................................................................................ A-8

Tę stronę celowo pozostawiono pustą.

ESAB CUTMASTER 60
300X5395PL INFORMACJE OGÓLNE
1-1
1.0 Środki ostrożności
Użytkownicy sprzętu do spawania oraz cięcia rmy ESAB plazmowego posiadają obowiązek upewnienia się,
że każdy, kto pracuje ze sprzętem lub w jego pobliżu zachowuje wszystkie stosowne środki ostrożności. Środki
ostrożności muszą spełniać wymagania dotyczące tego typu sprzętu do spawania i cięcia plazmowego. Oprócz
standardowych regulacji dotyczących miejsca pracy należy przestrzegać poniższych zaleceń.
Całość prac musi być wykonywana przez wykwalikowany personel dobrze zaznajomiony z działaniem sprzętu
do spawania i cięcia plazmowego. Niewłaściwa obsługa sprzętu może doprowadzić do niebezpiecznych
sytuacji, które mogą skutkować zranieniem operatora oraz uszkodzeniem sprzętu.
1. Każda osoba używająca sprzętu do spawania lub cięcia plazmowego musi być obeznana z:
– jego obsługą,
– umiejscowieniem wyłączników bezpieczeństwa,
– jego zasadą działania,
– odpowiednimi środkami ostrożności,
– spawaniem i/lub cięciem plazmowym.
2. Operator musi upewnić się, że:
– w miejscu, gdzie znajduje się sprzęt, w chwili jego uruchamiania, nie przybywa żadna
nieuprawniona osoba,
– każdy posiada odpowiednią ochronę w momencie zapalania łuku.
3. Miejsce pracy musi:
– być przeznaczone do danego celu,
– być wolne od przeciągów.
4. Środki ochrony indywidualnej:
– należy zawsze nosić zalecane środki ochrony indywidualnej, takie jak okulary ochronne, ognioodporna
odzież, rękawice ochronne,
– nie nosić luźnych części ubioru, takich jak szaliki, bransoletki, pierścionkiitp., które mogą
zostać uwięzione lub spowodować poparzenia.
5. Ogólne środki ostrożności:
– należy upewnić się, że przewód powrotny jest bezpiecznie podłączony.
– praca ze sprzętem pod wysokim napięciem może być wykonywana wyłącznie przez
wykwalikowanego elektryka,
– w pobliżu miejsca pracy musi znajdować się odpowiedni, wyraźnie oznaczony sprzęt przeciwpożarowy,
– nie smarować ani nie przeprowadzać konserwacji sprzętu w trakcie jego pracy.
Zużyty sprzęt elektroniczny należy przekazać do zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2002/96/WE w sprawie zużytego sprzętu elektrycznego
i elektronicznego (WEEE) oraz jej zastosowaniem w świetle prawa krajowego, wyeks-
ploatowane urządzenia elektryczne i/lub elektroniczne należy przekazywać do zakładu
utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, masz obowiązek uzyskać informacje o odpowied-
nich punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer rmy ESAB.
Firma ESAB może dostarczyć wszystkie niezbędne zabezpieczenia i akcesoria do cięcia.
ROZDZIAŁ 1: ŚRODKI OSTROŻNOŚCI

ESAB CUTMASTER 60
INFORMACJE OGÓLNE 300X5395PL
1-2
OSTRZEŻENIE
SPAWANIE ORAZ CIĘCIE PLAZMOWE MOŻE SPOWODOWAĆ OBRAŻE-
NIA ZARÓWNO OPERATORA JAK I OSÓB POSTRONNYCH. W TRAKCIE
SPAWANIA LUB CIĘCIA, PLAZMOWEGO NALEŻY PRZEDSIĘWZIĄĆ
WSZELKIE ŚRODKI OSTROŻNOŚCI. NALEŻY ZAPYTAĆ O PRAKTYKI
BEZPIECZEŃSTWA PRACODAWCY, KTÓRE POWINNY BYĆ OPARTE NA
DANYCH DOTYCZĄCYCH RYZYKA PODANYCH PRZEZ PRODUCENTA.
PORAŻENIE PRĄDEM ELEKTRYCZNYM – grozi śmiercią.
– Należy zamontować oraz uziemić jednostkę do spawania lub cięcia plazmowego zgodnie z odpowiednimi
standardami.
– Nie dotykać części elektrycznych ani elektrod odsłoniętą skórą, wilgotnymi rękawicami lub wilgotnym
ubraniem.
– Należy odizolować się od ziemi oraz od ciętego lub spawanego przedmiotu.
– Należy upewnić się, że stanowisko pracy jest bezpieczne.
OPARY ORAZ GAZY – mogą stanowić zagrożenie dla zdrowia.
– Należy trzymać głowę jak najdalej od oparów.
– Należy użyć systemu wentylacji, systemu odprowadzania wyziewów na łuku lub obydwu tych systemów
w celu odprowadzania oparów oraz gazów daleko od obszaru oddychania oraz obszaru pracy.
PROMIENIOWANIE WYTWARZANE PODCZAS SPAWANIA – może uszkodzić oczy oraz poparzyć skórę.
– Należy chronić oczy oraz całe ciało. Należy stosować właściwe ekrany do spawania / cięcia plazmowego
oraz odpowiednie ltry spawalnicze, a także nosić odzież ochronną.
– Należy chronić osoby postronne poprzez stosowanie odpowiednich ekranów lub zasłon.
NIEBEZPIECZEŃSTWO POŻARU
– Iskry (rozpryski) mogą spowodować pożar. Z tego powodu należy się upewnić, że w pobliżu nie ma
żadnych łatwopalnych materiałów.
HAŁAS – nadmierny hałas może uszkodzić słuch.
– Należy chronić uszy. Stosować osłony na uszy lub inną ochronę słuchu.
– Należy ostrzec osoby postronne o grożącym im ryzyku.
WADLIWE DZIAŁANIE – w przypadku wadliwego działania należy zadzwonić do eksperta po pomoc.
NALEŻY PRZECZYTAĆ ZE ZROZUMIENIEM NINIEJSZĄ INSTRUKCJĘ OBSŁUGI PRZEDPRZYSTĄPIENIEM
DO MONTAŻU LUB OBSŁUGI SPRZĘTU. CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE
Nie wolno używać źródła prądu do rozmrażania zamarzniętych rur I innych
celów niź prace spawalnicze.
PRZESTROGA
Urządzenia Class A nie są przeznaczone do użytku w bu-
dynkach, gdzie zasilanie elektryczne pochodzi z publicz-
nego niskonapięciowego układu zasilania. Ze względu na
przewodzone i emitowane zakłócenia, w takich lokalizacjach
mogą występować potencjalne trudności w zapewnieniu
kompatybilności elektromagnetycznej urządzeń Class A.
PRZESTROGA
Ten produkt jest przeznaczony wyłącznie do cięcia łukiem plazmowym.
Jakiekolwiek inne zastosowanie może spowodować obrażenia ciała i/lub
uszkodzenia urządzenia.
PRZESTROGA
Należy przeczytać ze zrozumieniem niniejszą instrukcję
obsługi przedprzystąpieniem do montażu lub obsługi
sprzętu.
!

ESAB CUTMASTER 60
300X5395PL Wprowadzenie
2-1
ROZDZIAŁ 2 SYSTEM:
WPROWADZENIE
2.01 Jak korzystać z tej instrukcji
Podręcznik użytkownika dotyczy wyłącznie specykacji
lub numerów części wymienionych na stronie 1.
W celu zapewnienia bezpiecznego działania, należy
przeczytać całą instrukcję, w tym rozdział poświęcony
instrukcjom bezpieczeństwa i ostrzeżeniom.
W całej instrukcji mogą pojawiać się słowa NIEBEZPIE-
CZEŃSTWO, OSTRZEŻENIE, PRZESTROGA, UWA-
GA. Należy zwrócić szczególną uwagę na informacje
znajdujące się pod tymi nagłówkami. Te specjalne ad-
notacje można łatwo rozpoznać w następujący sposób:
UWAGA!
Działanie, procedura lub informacje
podstawowe wymagające dodatko-
wego podkreślenia lub pomocne w
skutecznej obsłudze systemu.
!
PRZESTROGA
Nieprzestrzeganie tej procedury
może spowodować uszkodzenie
sprzętu.
!
OSTRZEŻENIE
Nieprzestrzeganie tej procedury
może spowodować obrażenia ciała
u operatora lub innych osób w ob-
szarze pracy.
OSTRZEŻENIE
Przekazuje informacje na temat
możliwości porażenia elektrycznego.
Ostrzeżenia zostaną dołączone do
takiej skrzynki.
!
NIEBEZPIECZEŃSTWO
Oznacza bezpośrednie zagrożenie,
które może spowodować natych-
miastowe, poważne obrażenia ciała
lub utratę życia.
Dodatkowe kopie tej instrukcji można zakupić, kontak-
tując się z ESAB pod adresem lub numerem telefonu w
Twojej okolicy wymienionym na tylnej okładce instrukcji.
Dołączyć numer instrukcji użytkownika oraz numery
identykacyjne sprzętu.
Elektroniczne kopie tej instrukcji można również bez-
płatnie pobrać w formacie PDF ze strony internetowej
ESAB wskazanej poniżej.
http://www.esab.eu
2.02 Identykacja sprzętu
Numer identykacyjny urządzenia (specykacja lub nu-
mer części), model i numer seryjny zazwyczaj znajdują
się na etykiecie danych na tylnym panelu. Sprzęt nie-
posiadający etykiety danych, taki jak zespoły palników
i kabli podlega identykacji wyłącznie na podstawie
specykacji lub numeru części wydrukowanego na karcie
dołączonej luzem lub na pojemniku transportowym. Wpi-
sać te numery na dole strony, aby móc z nich skorzystać
w przyszłości.
2.03 Odbiór sprzętu
Po otrzymaniu sprzętu użytkownik powinien go spraw-
dzić pod kątem kompletności i potencjalnych uszkodzeń
podczas transportu. W przypadku jakiegokolwiek uszko-
dzenia należy natychmiast powiadomić przewoźnika w
celu zgłoszeniu roszczenia. Dostarczyć pełne informacje
dotyczące roszczeń odszkodowawczych lub błędów w
wysyłce do miejsca w rejonie użytkownika wymienionego
na wewnętrznej tylnej okładce niniejszej instrukcji.
Dołączyć wszystkie numery identyfikacyjne sprzętu
zgodnie z powyższym opisem z pełnym opisem wadli-
wych części.
Umieścić sprzęt w miejscu przeznaczonym do instalacji
przed rozpakowaniem urządzenia. Zachować ostroż-
ność, żeby nie dopuścić do uszkodzenia sprzętu pod-
czas stosowania prętów, młotków itp. przy otwieraniu
urządzenia.

ESAB CUTMASTER 60
Wprowadzenie 300X5395PL
2-2
2.04 Dane techniczne zasilacza
ESAB Cutmaster 60 Dane techniczne zasilacza
Przewód zasilający 400 VAC (360 - 440 VAC), Trójfazowy, 50/60 Hz
Przewód zasilający Do zasilacza dołączono przewód zasilający
Przewód dla 400V trójfazowy.
Prąd wyjściowy 20 - 60 amperów, płynna regulacja
Zdolność zasilacza do
ltrowania gazu
Cząstki stałe do 5 mikronów
ESAB Cutmaster 60 Cykl pracy zasilacza *
Temperatura otoczenia Długość cyklu pracy w temp. 40° C (104° F)
Zakres działania 0° - 50° C
Wszystkie urządzenia Znamionowy IEC CE IEC CE IEC CE
Cykl pracy 40% 60% 100%
Prąd 60A 60A 50A 50A 30A 30A
Napięcie DC 104 104 100 100 92 92
* UWAGA: Cykl pracy zostaje ograniczony jeśli podstawowe napięcie wejściowe (AC) jest
niskie lub napięcie wyjściowe DC jest wyższe niż przedstawione w tej tabeli
UWAGA!
Dane znamionowe IEC wyznacza się w sposób określony przez Międzynarodową Komisję
Elektrotechniczną (IEC). Te specykacje obejmują obliczenie napięcia wyjściowego na
podstawie prądu znamionowego zasilania. Aby ułatwić porównanie zasilaczy, wszyscy
producenci stosują to napięcie wyjściowe w celu określenia cyklu pracy.
Wymiary i waga zasilacza. Wymagania dotyczące przestrzeni wokół wentylacji
610 mm
24"
43 lb / 19,5 kg
Art # A-12888PL
305 mm
12"
381 mm
15"
150 mm
(6")
610 mm
(24")
150 mm
(6")
150 mm
(6")
Art # A-07925PL_AB

ESAB CUTMASTER 60
300X5395PL Wprowadzenie
2-3
2.05 Specykacje dotyczące podłączenia kabla zasilającego
ESAB Cutmaster 60 Wymagania dotyczące podłączenia kabla zasilającego
Napięcie
wejściowe
Częst.
Moc
wejściowa
Sugerowane rozmiary
Woltów Hz kVA I max I eff
Bezpiecznik
(A.)
Elastyczny przewód
(AWG)
Trójfazowy 400 50/60 11 16 11 20 14
Napięcie sieciowe z sugerowaną ochroną obwodów i przekrojami przewodów
Na podstawie kodeksu National Electric Code i Canadian Electric Code
UWAGA!
Aby uzyskać informacje dotyczące obowiązujących wymogów dla instalacji elektrycznych, na-
leży skonsultować się z lokalnymi i krajowymi normami elektrycznymi lub lokalnymi organami
dysponującymi odpowiednimi uprawnieniami.
Przekrój kabla zmienia się na podstawie cyklu pracy sprzętu.

ESAB CUTMASTER 60
Wprowadzenie 300X5395PL
2-4
2.06 Cechy zasilacza.
Owijka uchwytu i przewodów
Gniazdo przewodów palnika
Panel sterowniczy
Art # A-07942PL
Kabel roboczy
i zacisk
Art # A-08544PL
Kabel zasilający
Port dla kabla opcjonalnego
interfejsu automatyzacji
Port wlotu gazu
Zespół filtra

ESAB CUTMASTER 60
300X5395PL Wprowadzenie
2T-1
ROZDZIAŁ 2 PALNIK:
WPROWADZENIE
2T.01 Zakres instrukcji
Niniejszy podręcznik zawiera opisy, instrukcję obsługi
oraz procedury konserwacji dla modelów 1-palnikowych
palników plazmowych tnących SL60/model ręczny i
SL100/mechaniczny. Sprzęt może serwisować wyłącz-
nie odpowiednio przeszkolony personel; przestrzega
się przed podejmowaniem prób naprawy lub regulacji
nieopisanych w niniejszej instrukcji przez niewykwali-
kowany personel - grozi to utratą gwarancji.
Dokładnie przeczytać tę instrukcję. Pełne zrozumienie
cech i możliwości tego sprzętu zapewni niezawodne
działanie zgodnie z przeznaczeniem.
2T.02 Opis ogólny
Konstrukcja palników plazmowych jest podobna do
świec zapłonowych w samochodach. Składają się z
części minusowych i plusowych oddzielonych centralną
izolacją. Wewnątrz palnika, łuk pilotujący uruchamia się
w szczelinie pomiędzy elektrodą o ładunku ujemnym,
a końcówką o ładunku dodatnim. Kiedy łuk pilotujący
najonizuje gaz plazmowy, przegrzana kolumna gazu
przepływa przez mały otwór w końcówce palnika, sku-
piony na metalu przeznaczonym do cięcia.
Pojedynczy przewód palnika doprowadza gaz z jednego
źródła, który jest wykorzystywany jako plazma i jedno-
cześnie jako gaz plazmowy i gaz pomocniczy. Przepływ
powietrza jest podzielony wewnątrz głowicy palnika.
Korzystanie z pojedynczego gazu umożliwia korzystanie
z mniejszego palnika i niedrogą obsługę.
UWAGA!
Bardziej szczegółowy opis działania
palnika plazmowego znajduje się w
rozdziale 2T.05 Wprowadzenie do
plazmy.
Dodatkowe specykacje dotyczące
zastosowanego zasilacza znajdują
się na stronach załącznika.
2T.03 Specykacje
A. Konguracje palnika
1. Palnik ręczny/manualny, modele
Głowica palnika ręcznego znajduje się pod kątem
75° do rękojeści. Palniki ręczne obejmują zespół
rękojeści i spustu.
257 mm (10,125")
95 mm
(3,75"
)
29 mm (1,17")
Art # A-03322PL_AB
2. Palnik mechaniczny, model
W zestawie standardowego palnika maszynowe-
go znajduje się rura pozycjonująca ze stojakiem
i zespołem karabinków.
Art # A-02998PL
44,5 mm
/
1,75"
35 mm / 1,375"
403 mm / 15,875"
16 mm /
0,625"
126 mm / 4,95"
30 mm / 1,175"
236 mm / 9,285"
B. Długości przewodów palnika
Dostępne są następujące palniki ręczne:
• 6,1 m / 20 stóp, ze złączami ATC
Dostępne są następujące palniki maszynowe:
• 1,5 m / 5 stóp, ze złączami ATC
• 3,05 m / 10 stóp, ze złączami ATC
• 7,6 m / 25 stóp, ze złączami ATC
• 15,2 m / 50 stóp, ze złączami ATC
C. Części palnika
Wkład startera, elektroda, końcówka, miseczka
osłaniająca
D. Części na miejscu (PIP)
Głowica palnika posiada wbudowany przycisk
Wartość znamionowa 12 VDC

ESAB CUTMASTER 60
Wprowadzenie 300X5395PL
2T-2
E. Typ chłodzenia
Połączenie strumienia powietrza i gazu przepływa-
jącego przez palnik.
F. Dane znamionowe palnika
Parametry znamionowe palnika ręcznego
Temperatura
otoczenia
104° F
40° C
Cykl pracy
100% przy 60 amperach przy
400 scfh
Maksymalny prąd 60 Amps
Napięcie (V
szczyt.
) 500V
Napięcie zajarzenia
łuku
7kV
Parametry znamionowe palnika mechanicznego
Temperatura
otoczenia
104° F
40° C
Cykl pracy 100% @ 100 Amps @ 400 scfh
Maksymalny prąd 120 Amps
Napięcie (V
szczyt.
) 500V
Napięcie zajarzenia
łuku
7kV
G. Rozmiary zasilania elektrycznego
Specykacje gazu do palnika ręcznego i
mechanicznego
Gaz (plazmowy i pomocniczy)
Sprężone
powietrze
Ciśnienie robocze Patrz
UWAGA
60 - 95 psi
4.1 - 6.5 bar
Ciśnienie maksymalne
wejściowe
125 psi / 8.6 bar
Przepływ gazu (cięcie i
żłobienie)
300 - 500 scfh
142 - 235 lpm
!
OSTRZEŻENIE
Tego palnika nie należy używać z
tlenem (O
2
).
UWAGA!
Wartość ciśnienia roboczego zależy
od modelu palnika, natężenia robo-
czego i długości przewodów palnika.
Patrz tablice z ustawieniami ciśnie-
nia gazu dla każdego modelu.
H. Zagrożenie związane z kontaktem
bezpośrednim
Dla końcówki cięcia bezstykowego zalecana odle-
głość to 4,7 mm (3/16 cala).
2T.04 Opcje i akcesoria
Opcje i akcesoria opisano w rozdziale 6.
2T.05 Wprowadzenie do cięcia
plazmą
A. Przepływ gazu plazmowego
Plazma jest gazem podgrzanym do bardzo wysokiej
temperatury, który następnie poddawany jest joni-
zacji w celu uzyskania przewodności elektrycznej.
W procesie cięcia i żłobienia łukiem plazmowym
plazma umożliwia przeniesienie łuku elektrycznego
na element cięty. Cięty lub usuwany metal ulega
stopieniu w wyniku działania wysokiej temperatury
łuku, a następnie jest wydmuchiwany.
Podczas gdy celem cięcia plazmowego jest oddzie-
lenie materiału, stosuje się żłobienie łukiem plazmo-
wym w celu usunięcia metalów na kontrolowanej
głębokości i szerokości.
W palniku do cięcia plazmą, chłodny gaz dostaje się
do strefy B, w której łuk pomiędzy elektrodą a koń-
cówką palnika nagrzewa i jonizuje gaz. Główny łuk
tnący następnie działa na cięty element za pomocą
kolumny gazu plazmowego w stree C.
A-00002PL
obrabianego przedmiotu
Zasilacz
+
_
C
B
A
Typowy element głowicy palnika
Poprzez wypychanie gazu plazmowego i łuku elek-
trycznego przez mały otwór, palnik dostarcza wyso-

ESAB CUTMASTER 60
300X5395PL Wprowadzenie
2T-3
ce skoncentrowane ciepło na małą powierzchnię.
Sztywny zwężony łuk plazmowy pokazano w stree
C. Do cięcia plazmą stosuje się prąd stały (DC) o
polaryzacji prostej, jak pokazano na ilustracji.
Strefa A przepuszcza gaz pomocniczy, który chłodzi
palnik. Ten gaz również pomaga w wydmuchaniu
stopionego metalu z miejsca cięcia za pomocą gazu
plazmowego o wysokiej prędkości, umożliwiając
szybkie cięcie bez powstawania żużlu.
B. Dystrybucja gazu
Zastosowany pojedynczy gaz zostaje wewnętrznie
rozbity na plazmę i gazy pomocnicze.
Gaz plazmowy wpływa do palnika przez przewód
minusowy, przepływa przez wkład startera, wokół
elektrody i wypływa z otworu końcówki.
Gaz pomocniczy przepływa wokół zewnętrznej
części wkładu startera palnika i wypływa pomiędzy
końcówką a miseczką osłaniająca wokół łuku pla-
zmowego.
C. Łuku pilotującego
Po uruchomieniu palnika powstaje łuk pilotujący po-
między elektrodą a końcówką tnącą. Łuk pilotujący
tworzy ścieżkę dla głównego łuku.
D. Głównego łuku tnącego
Moc DC jest również wykorzystywana do głównego
łuku tnącego. Wyjście minusowe jest podłączone
do elektrody palnika za pomocą przewodu palnika.
Wyjście plusowe jest podłączone do ciętego ele-
mentu kablem roboczym i do palnika za pomocą
przewodu pilotującego.
E. Części na miejscu (PIP)
Palnik obejmuje obwód PIP ("Parts - In - Place")
Prawidłowo zainstalowana miseczka osłaniająca
zamyka przełącznik. Palnik nie będzie działać, jeśli
ten przełącznik jest w pozycji otwartej.
A-02997PL
Spust palnika
Przełącznik PIP
Kielich osłony
Do okablowania
sterującego
Przełącznik palnika
Części na miejscu - schemat dla palnika ręcznego
Przełącznik PIP
Kielich osłony
Do ATC
START CNC
Przełącznik PIP
Kielich osłony
Przełącznik PIP
Kielich osłony
Kaseta wisząca
Palnik automatyczny
Do ATC
Do ATC
Art # A-08168PL
Części na miejscu - schemat dla palnika
maszynowego

ESAB CUTMASTER 60
Wprowadzenie 300X5395PL
2T-4
Tę stronę celowo pozostawiono pustą.

ESAB CUTMASTER 60
300X5395PL INSTALACJA
3-1
ROZDZIAŁ 3 SYSTEMU:
MONTAŻ
3.01 Rozpakowywanie
1. Użyć listy wysyłkowej do identykacji i sprawdze-
nia każdego elementu.
2. Sprawdzić każdy element pod kątem poten-
cjalnych uszkodzeń podczas transportu. Jeśli
widoczne jest uszkodzenie, przed przystąpie-
niem do instalacji należy skontaktować się z
dystrybutorem i/lub rmą transportową.
3. Wpisać model i numery seryjne, datę zakupu
oraz nazwę sprzedawcy zasilacza i palnika do
tabelki informacyjnej na początku niniejszej in-
strukcji.
3.02 Opcje podnoszenia
Zasilacz posiada uchwyt wyłącznie do podnoszenia
ręcznego. Urządzenie należy podnosić i transportować
przy zachowaniu zasad bezpieczeństwa.
OSTRZEŻENIE
Nie dotykać części znajdujących się
pod napięciem.
Odłączyć przewód zasilający przed
przesunięciem urządzenia.
!
OSTRZEŻENIE
UPADEK SPRZĘTU może spowo-
dować poważne obrażenia ciała i
uszkodzenie sprzętu.
UCHWYT nie jest przeznaczony do
podnoszenia mechanicznego.
• Tylko osoby o odpowiedniej sile zycznej mogą
podnosić urządzenie.
• Unieść urządzenie, trzymając uchwyt obiema rę-
kami. Nie stosować pasów do podnoszenia.
• Do transportu urządzenia należy użyć opcjonalnie
wózka lub podobnego urządzenia.
• Umieścić urządzenie na podstawie i zabezpieczyć
na czas transportu za pomocą wózka widłowego
lub innego pojazdu.
3.03 Połączenia podstawowych
źródeł zasilania
!
PRZESTROGA
Przed włączeniem lub podłączeniem
jednostki należy upewnić się, że
źródło zasilania ma prawidłowe
napięcie. Sprawdzić przełącznik
napięcia z tyłu urządzenia pod
kątem prawidłowego ustawienia
przed podłączeniem urządzenia do
źródła zasilania. Podstawowe źródło
zasilania, bezpieczniki i wszystkie
przewody przedłużające muszą
spełniać wymogi lokalnych norm
elektrycznych oraz zalecane wy-
mogi w zakresie ochrony obwodów i
instalacji elektrycznych, określone w
rozdziale 2.
Wszystkie urządzenia są wysyłane z fabryki z prze-
wodem zasilającym 380/400 woltów podłączonym do
stycznika sieciowego w konguracji trójfazowej. Poniż-
sze ilustracje i wskazówki dotyczą wymiany przewodu
zasilającego.
Art # A-08546PL
Ustawienia trzech faz (3ø) i zworki
L1
L2
L3
L4
Zworka L1 -L4
L1
L2
L3
MASA
L4
Przewody zasilania trójfazowego
A. Podłączenie do trójfazowego źródła
zasilania
OSTRZEŻENIE
Odłączyć moc wejściową od źródła
zasilania i kabla zasilającego przed
przystąpieniem do tej procedury.
Te instrukcje dotyczą wymiany przewodu zasilającego
380/400V na przewód zasilający dla zasilacza do zasi-
lania trójfazowego.
1. Zdjąć pokrywę zasilacza zgodnie z instrukcjami
w rozdziale 5.
2. Odłączyć oryginalny kabel zasilający od główne-
go stycznika sieciowego i uziemienia obudowy.

ESAB CUTMASTER 60
INSTALACJA 300X5395PL
3-2
3. Poluzować osłonę otworu przelotowego na
tylnym panelu zasilania. Wyciągnąć oryginalny
przewód zasilający z zasilacza.
4. Stosowanie kabla zasilającego dostarczonego
przez klienta dla wymaganego napięcia, usunąć
izolację z poszczególnych żył.
5. Przełożyć używany przewód przez otwór do-
stępowy w tylnym panelu zasilacza. Szczegóły
dotyczące specykacji przewodów zasilających
znajdują się w rozdziale 2.
!
PRZESTROGA
Podstawowe źródło zasilania i prze-
wód zasilający muszą spełniać wy-
mogi lokalnych norm elektrycznych
oraz zalecane wymogi w zakresie
ochrony obwodów i instalacji elektry-
cznych, (patrz tabela w rozdziale 2).
6. Podłączyć przewody w następujący sposób:.
• Ustawić przewody mostka na styczniku. Patrz
poprzednie ilustracje.
• Zielony/żółty przewód uziemienia
• Pozostałe przewody do wejścia L1 i L2. Ko-
lejność podłączania tych przewodów nie ma
znaczenia.
7. Przy zachowaniu niewielkiego luzu przewodów
należy dokręcić osłonę otworu przelotowego w
celu zabezpieczenia przewodu zasilającego.
8. Ponownie nałożyć pokrywę zasilacza zgodnie z
instrukcjami w rozdziale 5.
9. Podłączyć drugi koniec każdego przewodu do
wtyczki dostarczonej przez klienta lub głównego
wyłącznika.
10. Podłączyć przewód zasilający (lub zamknąć
główny przełącznik wyłączający) do zasilania.
3.04 Przyłącza gazu
Podłączenie doprowadzenie gazu do
urządzenia
Połączenie dla sprężonego powietrza lub butli wysoko-
ciśnieniowych jest takie samo. Jeśli ma zostać zainsta-
lowany opcjonalny liniowy ltr powietrza, patrz kolejne
dwa podrozdziały.
1. Podłączyć przewód powietrza do portu wloto-
wego. Ilustracja pokazuje przykładowe typowe
złącza.
UWAGA!
W celu zapewnienia szczelności
nałożyć szczeliwo na gwintach
złączek zgodnie z instrukcjami pro-
ducenta. Nie używaj taśmy teo-
nowej do uszczelniania, ponieważ
małe cząstki taśmy mogą odciąć i
zablokować przeloty powietrza do
palnika.
Art # A-07943PL
Zacisk przewodu
Zespół
regulatora/filtra
Port wlotowy
Przewód
doprowadzania
gazu
1/4 NPT lub ISO-R
do złą
czki 1/4" (6mm)
Dopływ powietrza do portu wlotowego
Instalacje opcjonalnego jednostopniowego
ltra powietrza
Zaleca się zastosowanie opcjonalnego ltra w celu lep-
szego ltrowania sprężonym powietrzem, tak aby wilgoć
i zanieczyszczenia nie przedostały się do palnika.
1. Połączyć wąż z pojedynczym lub podwójnym
ltrem z portem wlotowym.
2. Połączyć zespół ltra z wężem ltra.
3. Podłączyć przewód powietrza do ltra. Ilustracja
pokazuje przykładowe typowe złącza.
UWAGA!
W celu zapewnienia szczelności na-
łożyć szczeliwo na gwintach złączek
zgodnie z instrukcjami producenta.
Do Not use Teon tape as a thread
sealer, as small particles of the tape
may break off and block the small air
passages in the torch. Podłączyć w
następujący sposób:
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72








































































ESAB ESAB Cutmaster 60 Plasma Cutting System Instrukcja obsługi
- Kategoria
- Komponenty urządzeń zabezpieczających
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
ESAB ESAB Cutmaster 80 Plasma Cutting System Instrukcja obsługi
-
ESAB ESAB Cutmaster 40 Plasma Cutting System Instrukcja obsługi
-
-
ESAB ESAB Cutmaster 100 PLASMA CUTTING SYSTEM Instrukcja obsługi
-
-
-
-
ESAB CUTMASTER® A80 Automated Plasma Cutting System Instrukcja obsługi
-
-
ESAB PowerCut 1300/1600 Instrukcja obsługi
