
PL
Valid for serial no. 620-xxx-xxxx0459 454 101 PL 20120621
Origo™ M10
FeedAirmatic
Instrukcja obsługi

-2-

TOCo
- 3 -
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 BEZPIECZEŃSTWO 4................................................
2 WSTĘP 6............................................................
2.1 Wyposażenie 6.............................................................
3 DANE TECHNICZNE 6................................................
4 INSTALACJA 7......................................................
4.1 Instrukcja podnoszenia 8.....................................................
5 DZIAŁANIE 8........................................................
5.1 Przyłącza i elementy nastawcze 9.............................................
5.2 Podłączanie węża do spawania gazowego 9....................................
5.3 Podłączanie sprężonego powietrza 10..........................................
5.4 Dociskanie podawanego drutu 10...............................................
5.5 Wymiana i wkładanie drutu 10.................................................
5.6 Wymiana rolki podającej 11....................................................
6 KONSERWACJA 11...................................................
6.1 Kontrola i czyszczenie 11.....................................................
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH 12................................
SCHEMAT 13............................................................
NUMER ZAMÓWIENIOWY 14.............................................
CZĘŚCI EKSPLOATACYJNE 15...........................................
WYPOSAŻENIE 16.......................................................

© ESAB AB 2003
bm37d1oa - 4 -
1 BEZPIECZEŃSTWO
Użytkownicy sprzętu firmy ESAB są odpowiedzialni za przestrzeganie odpowiednich przepisów
bezpieczeństwa przez osoby pracujące z lub przy tym sprzęcie. Zasady bezpieczeństwa muszą
być zgodne z wymaganiami stawianymi tego rodzaju sprzętowi. Poza standardowymi przepisami
dotyczącymi miejsca pracy należy przestrzegać przedstawionych zaleceń.
Wszelkie prace muszą być wykonywane przez przeszkolony personel, dobrze znający zasady
działania sprzętu. Niewłaściwe działanie sprzętu może prowadzić do sytuacji niebezpiecznych, a w
rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa sprzętu spawalniczego, musi znać się na:
S jego obsłudze
S lokalizacji wyłacznika awaryjnego zatrzymania
S jego działaniu
S Przestrzeganiu odpowiednich środków ostrożności i przepisów BHP
S spawaniu i cięciu
2. Operator musi upewnić się, że:
S w momencie uruchomienia sprzętu w miejscu pracy nie znajduje się żadna nieupoważniona
osoba
S w chwili zajarzenia łuku wszystkie osoby są odpowiednio zabezpieczone
3. Miejsce pracy musi być:
S Zabezpieczone przed zagrożeniem wypadkiem, pożarem, wybuchem i promieniowaniem
łuku na zewnątrz
S Dobrze wentylowane, ale wolne od przeciągów
4. Sprzęt ochrony osobistej
S Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary ochronne,
odzież ognioodporna, rękawice ochronne.
S Nie należy nosić żadnych luźnych przedmiotów, takich jak szaliki, bransolety, pierścionki,
itp., które mogłyby się o coś zahaczyć lub spowodować poparzenie.
5. Ogólne środki ostrożności
S Należy upewnić się czy przewód powrotny został prawidłowo podłączony.
S Praca na sprzęcie zasilanym energią elektryczną powinna być wykonywana wyłącznie
przez osoby posiadające odpowiednie kwalifikacje w zakresie eksploatacji takich
urządzeń.
S Odpowiedni sprzęt gaśniczy powinien być wyraźnie oznaczony i znajdować się w pobliżu.
S Smarowania i konserwacji sprzętu nie wolno przeprowadzać podczas jego pracy.
PL

© ESAB AB 2003
bm37d1oa - 5 -
Spawanie i cięcie łukowe może zagrażać bezpieczeństwu operatora i pozostałych osób
przebywających w pobliżu. Dlatego podczas spawania i cięcia należy zachować szczególne
środki ostrożności. Przed przystąpieniem do spawania zapoznaj się z przepisami bezpieczeństwa
i higieny pracy obowiązującymi na twoim stanowisku pracy.
PORAŻENIE ELEKTRYCZNE - może być przyczyną śmierci.
S Urządzenie należy zainstalować zgodnie z obowiązującymi normami.
S Unikaj kontaktu części znajdujących się pod napięciem lub elektrod z gołą skórą, mokrymi
rękawicami lub mokrą odzieżą.
S Odizoluj się od ziemi i przedmiotu obrabianego.
S Upewnij się czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mogą być szkodliwe dla zdrowia.
S Trzymaj głowę z dala od wyziewów.
S W celu uniknięcia wdychania wyziewów i gazów należy korzystać z wentylacji wyciągów.
ŁUK ELEKTRYCZNY -może spowodować uszkodzenie oczu i poparzenie skóry.
S Chroń oczy i ciało. Stosuj odpowiednią osłonę spawalniczą, ochronę oczu i odzież ochronną.
S Chroń osoby przebywające w pobliżu Twojego stanowiska pracy przy pomocy odpowiednich
osłon lub ekranów.
NIEBEZPIECZEŃSTWO POŻARU.
S Iskry powstające podczas spawania mogą spowodować pożar. Upewnij się, że w pobliżu Twojego
stanowiska pracy nie ma materiałów łatwopalnych.
HAŁAS -głośne dźwięki mogą uszkodzić słuch.
S Chroń słuch. Stosuj zatyczki do uszu lub inne środki ochrony przed hałasem.
S Ostrzeż o niebezpieczeństwie osoby znajdujące się w pobliżu.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania urządzenia wezwij odpowiednio
przeszkolony personel
CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE
Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją
OSTROŻNIE!
Produkt przeznaczony jest wyłącznie do spawania łukiem spawalniczym.
OSTROŻNIE!
Urządzenia Class A nie są przeznaczone do użytku w budynkach, gdzie
zasilanie elektryczne pochodzi z publicznego niskonapięciowego układu
zasilania. Ze względu na przewodzone i emitowane zakłócenia, w takich
lokalizacjach mogą występować potencjalne trudności w zapewnieniu
kompatybilności elektromagnetycznej urządzeń Class A.
UWAGA!
Przed instalacją i rozruchem urządzenia
należy zapoznać się z niniejszą instrukcją.
PL

© ESAB AB 2003
bm37d1oa - 6 -
Zużyty sprzęt elektroniczny należy przekazać do zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2002/96/WE w sprawie zużytego sprzętu
elektrycznego i elektronicznego (WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne i/lub elektroniczne należy
przekazywać do zakładu utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, masz obowiązek uzyskać informacje o
odpowiednich punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy ESAB.
ESAB posiada w ofercie najważniejsze akcesoria służące do zabezpieczenia
pracy na stanowisku wykonywania prac spawalniczych.
2 WSTĘP
Podajnik drutu FeedAirmatic z panelem sterowania M10 jest przeznaczony do
spawania MIG/MAG ze źródłami prądu sterowanymi krokowo i tyrystorowo.
Podajnik drutu to komponent systemu przeciwsobnego (push-pull) firmy ESAB.
Podajnik popycha drut przez wąż do spawania gazowego do uchwytu
spawalniczego, po czym obsługiwany pneumatycznie silnik w tłoku uchwytu pociąga
drut do końcówki kontaktowej. Gwarantuje to równe, niezakłócone podawanie, które
jest korzystne przy spawaniu z wykorzystaniem miękkich materiałów pomocniczych,
takich jak aluminium oraz przy cienkich drutach.
Drut do spawania jest odizolowany od obudowy zewnętrznej podajnika.
Podajnik można stosować razem z drutem na MarathonPactfirmy Esab lub na
szpuli drutu (standard Ř 300 mm, wyposażenie dodatkowe Ř 440 mm).
Podajnik drutu można instalować przy źródle prądu, zawieszony nad miejscem
pracy, na wysięgniku lub na podłożu z kołami lub bez.
Akcesoria firmy ESAB do tego produktu można znaleźć na stronie 16.
2.1 Wyposażenie
FeedAirmatic jest dostarczany z kluczem imbusowym, zaciskiem do węża, 5
dyszami wlotowymi do uchwytu spawalniczego i instrukcją obsługi.
3 DANE TECHNICZNE
FeedAirmatic
Zasilacz 42 V 50-60 Hz
Zapotrzebowanie mocy 85 VA
Prąd silnikowy I
maks
2 A
Prędkość podawania drutu Maks. 15 m/min (ustawiana na uchwycie
spawalniczym)
Przyłącze uchwytu ESAB
Maks. średnica szpuli drutu 300 mm (*440 mm)
Wymiary drutu
Dysza wlotowa
Dysza wypływowa
0,6 - 1,6 mm
Średnica otworu Ř 2,7 mm
Średnica otworu Ř 1,5 mm **
PL

© ESAB AB 2003
bm37d1oa - 7 -
FeedAirmatic
Temperatura pracy -10 do + 40° C
Masa 15 kg
Wymiary (dł. x szer. x wys.) 690 x 275 x 420 mm
Gaz ochronny
ciśnienie maks.
Wszystkie typy przeznaczone do spawania
MIG/MAG
5 bar
Ciśnienie powietrza Min. 5 bar
Maksymalne dopuszczalne obciążenie
przy
60% cyklu pracy
400 A
Stopień ochrony
ze szpulą o średnicy *440 mm
IP23
IP2X
* Akcesoria, patrz strona 16.
** Przy drucie o średnicy 1,6 mm, dysza wypływowa jest wyjmowana.
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można spawać lub
ciąć przy określonym obciążeniu nie powodując przeciążenia. Cykl pracy obowiązuje dla 40°C.
Cykl pracy
IP określa w jakim stopniu urządzenie jest odporne na przedostawanie sie do wewnątrz
zanieczyszczeń stałych i wodnych. IP23 oznacza, że urządzenie jest przystosowane do pracy w
pomieszczeniach zamkniętych i na zewnątrz.
Stopień ochrony
Urządzenia oznaczone symbolem IP 2X są przeznaczone do użytku w pomieszczeniach.
4 INSTALACJA
Instalacji może dokonać jedynie osoba posiadająca uprawnienia w zakresie
eksploatacji elektrycznego sprzętu spawalniczego udokumentowane ważnymi
zaświadczeniami kwalifikacyjnymi.
Uwaga!
Wymagania dotyczące zasilania sieciowego
Z powodu poboru prądu pierwotnego z zasilania sieciowego, urządzenia o dużej mocy wpływają na
jakość zasilania sieci energetycznej. Dlatego niektóre typy urządzeń (patrz dane techniczne) mogą
podlegać ograniczeniom lub warunkom przyłącza w zakresie dopuszczalnej impedancji sieci
zasilającej lub wymaganej minimalnej wydajności zasilania w punkcie podłączenia do sieci
publicznej. W takich przypadkach, monter lub użytkownik urządzenia powinien sprawdzić, czy
można je podłączyć, kontaktując się w razie potrzeby z operatorem sieci rozdzielczej.
OSTRZEŻENIE!
Podczas spawania w środowisku o podwyższonym zagrożeniu
porażeniem prądem należy stosować wyłącznie źródła zasilania
przeznaczone do takiego środowiska. Te źródła zasilania zostały
oznaczone symbolem .
PL

© ESAB AB 2003
bm37d1oa - 8 -
4.1 Instrukcja podnoszenia
Numer zamówieniowy uchwytu do podnoszenia znajduje się na stronie 16.
Uwaga! W razie korzystania z innego urządzenia do montażu, należy odizolować je
od podajnika drutu.
5 DZIAŁANIE
Ogólne przepisy bezpieczeństwa dotyczące obchodzenia się z niniejszym
sprzętem znajdują się na stronie 4. Należy zapoznać się z nimi przed
przystąpieniem do jego użytkowania.
OSTRZEŻENIE!
W trakcie pracy maszyny panele boczne powinny bya zamkniete.
OSTRZEŻENIE!
Aby uniknąć opadania szpuli z drutem spawalniczym
należy przekręcić czerwone pokrętło znajdujące się w
korpusie hamulca zgodnie z rysunkiem umieszczonym
na podstawie
OSTRZEŻENIE!
Elementy obrotowe - niebezpieczeństwo wypadku! Zachowaj jak
największą ostrożność!
OSTRZEŻENIE!
Jeśli komora podajnika drutu zostanie wyposażona w ramię przeciwwagi, zachodzi
niebezpieczeństwo wywrócenia. Urządzenie należy umocować szczególnie wtedy,
gdy podłoże jest nierówne lub pochyłe.
PL

© ESAB AB 2003
bm37d1oa - 9 -
OSTRZEŻENIE!
Ryzyko zmiażdżenia podczas wymiany szpuli z drutem!
Nie używać rękawic ochronnych podczas wkładania drutu spawalniczego
między rolki podające.
UWAGA! Przesuwając sprzęt należy korzystać z odpowiedniego uchwytu. Nigdy nie
należy ciągnąć za uchwyt spawalniczy.
5.1 Przyłącza i elementy nastawcze
1 Wyświetlacz 6 Przyłącze do podłączenia prądu spawania ze
źródła prądu (OKC)
2 Pokrętło do regulacji napięcia 7 Przyłącze do podłączenia przewodu
sterowniczego ze źródła prądu
3 Wyłącznik zdalnego sterowania Wł.
/Wył.
8 Przyłącze sprężonego powietrza
4 Przyłącze zdalnego sterowania 9 Przyłącze do podłączenia gazu o osłonowego
5 Przyłącze uchwytu spawalniczego
Uwaga! Wyświetlacz (urządzenie cyfrowe) stanowi wyposażenie dodatkowe, patrz strona 16.
5.2 Podłączanie węża do spawania gazowego
S Wybrać dyszę wlotową o wymiarach
odpowiednich do drutu.
S Wcisnąć dyszę wlotową (a) w wąż do
spawania gazowego.
S Otworzyć panel boczny. Odkręcić śrubkę
imbusową (c) w płytce łączącej.
S Podłączyć wąż do spawania gazowego (b) do
podajnika drutu i dokręcić śrubkę imbusową
(c) w płytce łączącej.
PL

© ESAB AB 2003
bm37d1oa - 10 -
S Zdjąć pokrywę plastikową z obudowy uchwytu.
Odkręcić śrubkę ustalającą (d) i wcisnąć
końcówkę węża w uchwyt. Dokręcić śrubkę
ustalającą (d) i założyć pokrywę plastikową.
5.3 Podłączanie sprężonego powietrza
Podłączyć sprężone powietrze, przynajmniej 5 bar. Powietrze trafia do regulatora z
filtrem, ustawionego wstępnie na 5 bar. Po wyłączeniu sprężonego powietrza
regulator automatycznie się opróżnia.
5.4 Dociskanie podawanego drutu
Podajnik drutu jest wyposażony w rolkę podającą (5) i rolkę dociskową (2). Rolka
dociskowa jest zamontowana na wałku opartym na łożyskach. Nacisk na drut można
regulować za pomocą sprężyny (3) rolki dociskowej, którą można ustawić w żądanej
pozycji.
5.5 Wymiana i wkładanie drutu
Prowadnica drutu jest wykonana z plastiku i wrażliwa na ostre przedmioty. Przed
włożeniem nowego drutu w prowadnicę należy zawsze spiłować zadziory i ostre
krawędzie z końcówki.
S Otworzyć panel boczny.
S Rozłączyć sprężynę (3) rolki dociskowej.
S Wycofać resztę drutu z prowadnicy. Zdjąć
szpulę.
S Założyć nową szpulę.
S Wyprostować 5-10 cm drutu i spiłować
wszelkie zadziory z końcówki.
S Sprawdzić wymiary następujących
komponentów: rolki podającej (5), dyszy
wypływowej (1), dyszy wlotowej (4), dyszy
wlotowej uchwytu i końcówki.
S Włożyć drut do podajnika. Upewnić się, że
przechodzi prosto po ścieżce rolki podającej i
wchodzi w dyszę wypływową. (Przy spawaniu drutem o średnicy 1,6 mm należy
wyjąć dyszę wypływową.) Włożyć drut około 10 cm w wąż do spawania
gazowego.
S Przymocować sprężynę (3) rolki dociskowej.
S Uruchomić źródło prądu, nacisnąć spust I pozwolić, aby drut był podawany przez
wąż do spawania gazowego aż do końcówki kontaktowej.
PL

© ESAB AB 2003
bm37d1oa - 11 -
5.6 Wymiana rolki podającej
S Otworzyć panel boczny.
S Rozłączyć sprężynę (3) rolki dociskającej.
S Odłączyć rolkę podającą (5), obracając ją w taki sposób, aby sworzeń rury
znalazł się w pozycji poziomej, wysunąć sworzeń i wyciągnąć rolkę.
Podczas montażu należy powtórzyć procedurę w odwrotnej kolejności.
6 KONSERWACJA
Regularna konserwacja jest ważna celem zapewnienia bezpieczeństwa i
niezawodności.
OSTROŻNIE!
Jakiekolwiek czynności naprawcze podejmowane przez użytkownika w okresie
gwarancyjnym powodują całkowitą utratę gwarancji.
6.1 Kontrola i czyszczenie
Podajnik drutu
Należy regularnie sprawdzać, czy podajnik drutu nie jest zapchany brudem.
S Czyszczenie i wymianę zużytych części mechanizmu podajnika drutu należy
przeprowadzać w regularnych odstępach czasu, co zapewni bezproblemowe
podawanie drutu. Należy pamiętać, że przy zbyt mocnym dociskaniu drutu
może dojść do szybszego zużycia rolek dociskowych, rolek podających i
prowadnicy drutu.
Czyszczenie dysz wlotowych i wypływowych
S Odkręcić śrubkę w bloku łączącym kluczem imbusowym. Wyjąć wąż do
spawania gazowego.
S Odkręcić dwa wkręty ograniczające, które mocują dysze wlotową i
wypływową, a następnie wymontować dysze.
S Zamontować wykonując procedurę w odwrotnej kolejności.
Regulator z filtrem
Należy regularnie sprawdzać, czy działa opróżnianie regulatora.
Woda w sprężonym powietrzu doprowadzanym do uchwytu
powoduje zakłócenia pracy.
S Po włączeniu sprężonego powietrza w zbiorniku może
znajdować się woda (1).
S Po wyłączeniu sprężonego powietrza, zawór (2) w dnie
zbiornika otwiera się i woda wycieka.
PL

© ESAB AB 2003
bm37d1oa - 12 -
Piasta hamulca
Piasta jest regulowana przy dostawie, jeśli
wymagana jest ponowna regulacja, wówczas
należy postępować według następujących
instrukcji. Wyregulować piastę hamulca tak, aby
drut był lekko poluzowany, gdy podajnik zostanie
zatrzymany.
S Regulacja momentu obrotu:
S Obrócić czerwony uchwyt w celu włączenia blokady.
S Włozyć śrubokręt do sprężyny piasty.
Obracać sprężynę w kierunku zgodnym z ruchem wskazówek zegara, żeby
zredukować moment obrotu
Obracać sprężynę w kierunku odwrotnym do ruchu wskazówek zegara, by
zwiększyć moment obrotu. NB: Obrócić obie śruby o taką samą wartość.
Uchmyt spawalniczy
S Aby zapewnić bezproblemowe podawanie drutu należy regularnie
przeprowadzać czyszczenie i wymianę zużytych elementów uchwytu. Należy
regularnie przedmuchiwać prowadnicę drutu i czyścić końcówkę stykową.
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
Naprawy i prace związane z z obwodomi elektrycznymi powinny być
przeprowadzane przez upoważnionego serwisanta ESAB.
Należy stosować tylko oryginalne części zamienne i zużywające się ESAB.
FeedAirmatic są skonstruowane i przetestowane zgodnie z międzynarodową i
europejską normą EN 60974-5 i EN 60974-10. Obowiązkiem jednostki serwisowej
dokonującej serwisu lub naprawy, aby upewnić się, że produkt w dalszym ciągu
odpowiada wymienionym normom.
Części zamienne można zamawiać u najbliższego przedstawiciela handlowego firmy
ESAB (patrz ostatnia strona tej publikacji).
PL

© ESAB AB 2003
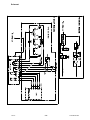
Schemat
bm37e - 13 -

FeedAirmatic
© ESAB AB 2003
Numer zamówieniowy
bm37o - 14 -
Ordering no. Denomination Type
0459 116 680 Wire feed unit Origot FeedAirmatic, M10
0459 454 990 Spare parts list Origot FeedAirmatic, M10
Technical documentation is available on the Internet at www.esab.com

FeedAirmatic
© ESAB AB 2003
Części eksploatacyjne
bm37w - 15 -
13.
Item Ordering no. Denomination Note
1 0156 602 001 Inlet nozzle Ø 2 mm plastic for 0.6-1.6 mm, Fe, Ss, Al & Cored
2 0458 748 001 Insulating bushing
3 0458 748 002 Insulating washer
4 Nut M10
5 Roll pin Ø 2x16 mm
6 0258 005 101 Outlet nozzle Ø 1.5 mm
7 0332 419 001 Inlet nozzle Ø 2.0 mm
8 0458 229 001
0458 229 002
Feed roller
Feed roller (S)
For Ø 0.6 - 1.0 mm wire
For Ø 1.0 - 1.6 mm wire
S= Standard

FeedAirmatic
© ESAB AB 2003
Wyposażenie WYPOSAŻENIE
bm37a - 16 -
1 Bobbin cover, plastic Ø 300mm ........... 0458 674 880
1 Bobbin cover, metal Ø 300mm ............. 0459 431 880
1
2
Bobbin holder ...........................
Adapter for 5 kg bobbin ....................
0458 704 880
0455 410 001
1 Adapter for 440 mm bobbin ................ 0459 233 880
1
2
Lifting eye ...............................
Quick connector MarathonPact ...........
0458 706 880
F102 440 880
1
2
3
Turning piece ............................
Guide pin ................................
Quick connector MarathonPact ...........
0458 703 880
0156 654 883
F102 440 880

FeedAirmatic
© ESAB AB 2003
bm37a - 17 -
1 Wheel kit ................................ 0458 707 880
1 Strain relief for welding gun .............. 0457 341 881
Strain relief bracket for connection set .... 0459 234 880
Digital Volt / Ampere meter
for Mig 400t and Mig 500t .................. 0455 173 882
Remote control unit M1 ..................
MIG/MAG:wire feed speed and voltage
0459 491 895
Remote cable 23 pole - 8 pole
5 m...................................... 0459 553 880
Connection set for 400 A power sources
Connection set 1.7 m ......................
Connection set 5 m ........................
Connection set 10 m .......................
Connection set 15 m .......................
0469 836 900
0469 836 901
0469 836 902
0469 836 903

FeedAirmatic
© ESAB AB 2003
bm37a - 18 -
Welding gun PKB 250 and PKB 400
PKB 250 .................................
PKB 400 .................................
Welding hose for PKB 250, 5 m .............
Welding hose for PKB 250, 10 m ............
Welding hose for PKB 250, 16 m ............
Welding hose for PKB 400, 5 m .............
Welding hose for PKB 400, 10 m ............
Welding hose for PKB 400, 16 m ............
Straight swanneck for PKB 250 Ø 9 mm ......
Curved swanneck for PKB 250 Ø 9 mm, 45°..
Straight swanneck for PKB 400 Ø 8 mm ......
Curved swanneck for PKB 400 Ø 8 mm, 45°..
0152 700 881
0152 470 881
0460 380 880
0460 380 881
0460 380 882
0460 380 883
0460 380 884
0460 380 885
0368 002 883
0367 581 881
0368 002 881
0367 582 880
Counter balance device
(includes mast and counter balance)
for 300 mm bobbin ........................
for 440 mm bobbin ........................
0458 705 880
0458 705 882

notes - 19 -
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Powiązane artykuły
-
ESAB Feed Airmatic Instrukcja obsługi
-
ESAB Feed 304 M12 Instrukcja obsługi
-
-
ESAB Feed 304 M13, Feed 484 M13 - Origo™ Feed 304 M13, Origo™ Feed 484 M13, Instrukcja obsługi
-
ESAB Feed 4804 - Origo™ Feed 3004 Instrukcja obsługi
-
-
ESAB Warrior™ Feed 304 Instrukcja obsługi
-
-
-
ESAB ESABFeed 30-2 M11 Instrukcja obsługi