ESAB Feed L3004 Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi

PL
Valid for serial no. 613-xxx-xxxx0459 813 101 PL 110308
Aristo
®
/ Origo™
Feed L3004
Instrukcja obsługi

TOCo
- 2 -
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 DYREKTYWA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 BEZPIECZEŃSTWO 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 WSTĘP 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Wyposażenie 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Panel sterowania 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 DANE TECHNICZNE 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALACJA 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Instrukcja podnoszenia 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 DZIAŁANIE 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Przyłącza i elementy nastawcze 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Przyłącze wodne 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Dociskanie podawanego drutu 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Wymiana i wkładanie drutu 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Wymiana rolek podających 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 KONSERWACJA 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Kontrola i czyszczenie 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHEMAT 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NUMER ZAMÓWIENIOWY 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
CZĘŚCI EKSPLOATACYJNE 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
WYPOSAŻENIE 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

bm44d1oa - 3 -
1 DYREKTYWA
ZAPEWNIENIE ZGODNOŚCI Z NORMA
ESAB AB, Welding Equipment, SE-695 81 Laxå, Szwecja, zapewnia z pelną odpowiedzialnośą, że
podajnik elektrody Feed L3004 od numeru seryjnego 613 zostaľy skonstruowane i przetestowane
zgodnie z normą EN 60974-5, EN 60974-10 (Class A), według warunków ustalonych w dyrektywie
(2006/95/EEG), (2004/108/EEG).
--------------------------------------------------------------------------------------------------------------
Kent Eimbrodt
Global Director
Equipment and Automation
Laxå 2007-03-14
2 BEZPIECZEŃSTWO
Użytkownicy sprzętu firmy ESAB są odpowiedzialni za przestrzeganie odpowiednich przepisów
bezpieczeństwa przez osoby pracujące z lub przy tym sprzęcie. Zasady bezpieczeństwa muszą
być zgodne z wymaganiami stawianymi tego rodzaju sprzętowi. Poza standardowymi przepisami
dotyczącymi miejsca pracy należy przestrzegać przedstawionych zaleceń.
Wszelkie prace muszą być wykonywane przez przeszkolony personel, dobrze znający zasady
działania sprzętu. Niewłaściwe działanie sprzętu może prowadzić do sytuacji niebezpiecznych, a w
rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa sprzętu spawalniczego, musi znać się na:
S jego obsłudze
S lokalizacji przycisków awaryjnego zatrzymania
S jego działaniu
S odpowiednich środków ostrożności
S spawaniu i cięciu
2. Operator musi upewnić się, że:
S w momencie uruchomienia sprzętu w miejscu pracy nie znajduje się żadna nieupoważniona
osoba
S w chwili zajarzenia łuku wszystkie osoby są odpowiednio zabezpieczone
3. Miejsce pracy musi być:
S odpowiednie do tego celu
S wolne od przeciągów
4. Sprzęt ochrony osobistej
S Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary ochronne,
odzież ognioodporna, rękawice ochronne.
S Nie należy nosić żadnych luźnych przedmiotów, takich jak szaliki, bransolety, pierścionki,
itp., które mogłyby się o coś zahaczyć lub spowodować poparzenie.
5. Ogólne środki ostrożności
S Należy upewnić się czy przewód powrotny został prawidłowo podłączony.
S Praca na sprzęcie o wysokim napięciu powinna być wykonywana wyłącznie przez
wykwalifikowanego elektryka.
S Odpowiedni sprzęt gaśniczy powinien być wyraźnie oznaczony i znajdować się w pobliżu.
S Smarowania i konserwacji sprzętu nie wolno przeprowadzać podczas jego pracy.
PL

bm44d1oa - 4 -
Spawanie i cięcie łukowe może zagrażać bezpieczeństwu operatora i pozostałych osób
przebywających w pobliżu. Dlatego podczas spawania i cięcia należy zachować szczególne
środki ostrożności. Przed przystąpieniem do spawania zapoznaj się z przepisami bezpieczeństwa
i higieny pracy obowiązująymi na twoism stanowisku pracy.
PORAŻENIE ELEKTRYCZNE - może być przyczyną śmierci.
S Urządzenie należy zainstalować zgodnie z obowiązującymi normami.
S Unikaj kontaktu części znajdujących się pod napięciem lub elektrod z gołą skórą, mokrymi
rękawicami lub mokrą odzieżą.
S Odizoluj się od ziemi i przedmiotu obrabianego.
S Upewnij się czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mogą być szkodliwe dla zdrowia.
S Trzymaj głowę z dala od wyziewów.
S W celu uniknięcia wdychania wyziewów i gazów należy korzystać z wentylacji wyciągów.
ŁUK ELEKTRYCZNY - może spowodować uszkodzenie oczu i poparzenie skóry.
S Chroń oczy i ciało. Stosuj odpowiednią osłonę spawalniczą, ochronę oczu i odzież ochronną.
S Chroń osoby przebywające w pobliżu Twojego stanowiska pracy przy pomocy odpowiednich
osłon lub ekranów.
NIEBEZPIECZEŃSTWO POŻARU.
S Iskry powstające podczas spawania mogą spowodować pożar. Upewnij się, że w pobliżu Twojego
stanowiska pracy nie ma materiałów łatwopalnych.
HAŁAS -głosne dźwięki mogą uszkodzić słuch.
S Chroń słuch. Stosuj zatyczki do uszu lub inne środki ochrony przed hałasem.
S Ostrzeż o niebezpieczeństwie osoby znajdujące się w pobliżu.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania urządzenia wezwij odpowiednio
przeszkolony personel
CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE
Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją
ESAB może dostarczać wszelkich niezbędnych zabezpieczeń i akcesoriów.
OSTROŻNIE!
Przed instalacją i rozruchem urządzenia
należy zapoznać się z niniejszą instrukcją.
OSTROŻNIE!
Produkt przeznaczony jest wyłącznie do spawania łukiem spawalniczym.
Zużyty sprzęt elektroniczny należy przekaza– do zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2002/96/WE w sprawie zużytego sprzętu
elektrycznego i elektronicznego (WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne i/lub elektroniczne należy
przekazywać do zakładu utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, masz obowiązek uzyska– informacje o
odpowiednich punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy ESAB.
PL

bm44d1oa - 5 -
3 WSTĘP
Podajniki drutu Feed L3004 z panelem sterowania U6, MA23 lub MA23A są
przeznaczone do spawania MIG/MAG ze źródłem prądu Mig L3000i.
Podajniki te występują w różnych wariantach - patrz strona 16.
Podajniki drutu zawierają mechanizmy podawania drutu z napędem czterokołowym,
jak również elektronikę sterującą.
Można je wykorzystać z drutem na MarathonPact firmy ESAB lub na szpuli
(standard Ř 300 mm, wyposażenie dodatkowe Ř 440 mm).
Podajnik drutu można instalować przy wózku źródła prądu, zawieszony nad miejscem
pracy, na ramieniu równoważącym lub na podłożu z kołami lub bez.
Akcesoria firmy ESAB do tego produktu można znaleźć na stronie 20.
3.1 Wyposażenie
Wraz z podajnikiem drutu dostarczane są:
S instrukcja obsługi podajnika drutu
S instrukcja obsługi panelu sterowania w języku angielskim
S szablon z zalecanymi częściami zamiennymi.
Instrukcje obsługi w innych językach można pobrać z witryny internetowej
www.esab.com.
3.2 Panel sterowania
Urządzenia są dostarczane z jednym z następujących paneli sterowania:
U6
Z pokrętłami do ustawiania napięcia i prędkości / prądu
podawania drutu. Do pozostałej regulacji służą przyciski
z informacją tekstową na panelu wyświetlacza.
MA23
Z pokrętłami do ustawiania napięcia i prędkości / prądu
podawania drutu. Do innych ustawień służą przyciski.
MA23A
Z pokrętłami do ustawiania napięcia / QSett i
prędkości / prądu podawania drutu. Do innych ustawień
służą przyciski.
Szczegółowy opis paneli sterowania znajduje się w oddzielnej Instrukcji obsługi.
PL

bm44d1oa - 6 -
4 DANE TECHNICZNE
Feed L3004
Zasilacz 42 V 50-60 Hz
Zapotrzebowanie mocy 180 VA
Prąd silnikowy I
maks.
3,5 A
Prędkość podawania drutu 0,8 - 25,0 m/min.
Przyłącze uchwytu EURO
Maks. średnica szpuli drutu 300 mm (*440 mm)
Średnica drutu
Fe
Ss
Al
Drut rdzeniowy
0,6 - 1,2 mm
0,6 - 1,2 mm
1,0 - 1,2 mm
0,8 - 1,2 mm
Masa 15 kg
Wymiary (dł. x szer. x wys.) 690 x 275 x 420 mm
Temperatura pracy -10 do +40° C
Gaz osłonowy
ciśnienie maks.
Wszystkie typy przeznaczone do spawania
MIG/MAG
0,5 MPa (5 bar)
Typ chłodzenia
ciśnienie maks.
50% woda / 50% glikol monoetylenowy
0,5 MPa (5 bar)
Maksymalne dopuszczalne obciążenie przy
60% cyklu pracy 365 A
Stopień ochrony
ze szczelnie zamkniętym uchwytem szpuli
bez szczelnie zamkniętego uchwytu szpuli
IP23
IP2X
* Akcesoria, patrz strona 20.
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można spawać lub
ciąć przy określonym obciążeniu nie powodując przeciążenia. Cykl pracy obowiązuje dla 40°C.
Cykl pracy
IP określa w jakim stopniu urządzenie jest odporne na przedostawanie sie do wewnątrz
zanieczyszczeń stałych i wodnych. IP23 oznacza, że urządzenie jest przystosowane do pracy w
pomieszczeniach zamkniętych i na zewnątrz.
Stopień ochrony
Klasa szczelności.
Kod IP oznacza klasę szczelności, to znaczy określa, w jakim stopniu urządzenie jest odporne na
przedostawanie się do wewnątrz zanieczyszczeń stałych i wody. Urządzenie z oznaczeniem IP 2X
jest przeznaczone do zastosowania w pomieszczeniach.
5 INSTALACJA
Instalacji może dokonać jedynie osoba posiadająca uprawnienia.
PL

bm44d1oa - 7 -
OSTROŻNIE!
Produkt przeznaczony jest do użytku przemysłowego. W warunkach domowych może
spowodować zakłócenia odbioru radiowego. Za przedsięwzięcie należytych środków
zapobiegawczych odpowiedzialny jest użytkownik.
OSTRZEŻENIE!
Podczas spawania w środowisku o podwyższonym zagrożeniu
porażeniem prądem należy stosować wyłącznie źródła zasilania
przeznaczone do takiego środowiska. Te źródła zasilania zostały
oznaczone symbolem .
5.1 Instrukcja podnoszenia
Numer zamówieniowy uchwytu do podnoszenia znajduje się na stronie 20.
Uwaga! W razie korzystania z innego urządzenia do montażu, należy je elektrycznie
odizolować od podajnika drutu.
PL

bm44d1oa - 8 -
6 DZIAŁANIE
Ogólne przepisy bezpieczeństwa dotyczące obchodzenia się z niniejszym
sprzętem znajdują się na stronie 3. Należy zapoznać się z nimi przed
przystąpieniem do jego użytkowania.
UWAGA! Przesuwając sprzęt należy korzystać z odpowiedniego uchwytu. Nigdy nie
należy ciągnąć za uchwyt spawalniczy.
A
H 0935
OSTRZEŻENIE!
W trakcie pracy maszyny panele boczne powinny bya zamkniete.
OSTRZEŻENIE!
Aby uniknąć opadania szpuli z drutem spawalniczym
należy przekręcić czerwone pokrętło znajdujące się w
korpusie hamulca zgodnie z rysunkiem umieszczonym
na podstawie
PL

bm44d1oa - 9 -
OSTRZEŻENIE!
Elementy obrotowe - niebezpieczeństwo wypadku! Zachowaj jak
największą ostrożność!
OSTRZEŻENIE!
Jeśli komora podajnika drutu zostanie wyposażona w ramię przeciwwagi, zachodzi
niebezpieczeństwo wywrócenia. Urządzenie należy umocować szczególnie wtedy,
gdy podłoże jest nierówne lub pochyłe.
OSTRZEŻENIE!
Ryzyko zmiażdżenia podczas wymiany szpuli z drutem!
Nie używać rękawic ochronnych podczas wkładania drutu spawalniczego
między rolki podające.
6.1 Przyłącza i elementy nastawcze
1 Panel sterowania,
(patrz oddzielna instrukcja obsługi)
6 Przyłącze prądu spawania ze źródła
prądu, (OKC)
2a
2b
Przyłącze zdalnego sterowania
Przyłącze U8
2
7 Przyłącze przewodu sterowniczego ze
źródła prądu lub chłodnicy
3 Przyłącze NIEBIESKIE z ELP* do
chłodziwa uchwytu spawalniczego
8 Przyłącze CZERWONE do chłodziwa do
chłodnicy
4 Przyłącze CZERWONE do chłodziwa z
uchwytu spawalniczego
9 Przyłącze gazu osłonowego
5 Przyłącze uchwytu spawalniczego 10 Przyłącze NIEBIESKIE do chłodziwa z
chłodnicy
Uwaga! Przyłącza chłodziwa występują tylko w niektórych modelach.
* ELP = ESAB Logic Pump, patrz punkt 6.2.
PL

bm44d1oa - 10 -
6.2 Przyłącze wodne
Podajnik drutu z przyłączem wodnym jest wyposażony w system detekcji ELP
(ESAB Logic Pump), który sprawdza, czy podłączono węże doprowadzające wodę.
Po podłączeniu uchwytu spawalniczego chłodzonego wodą uruchamia się pompa
wodna.
Detekcja działa tylko wtedy, gdy źródła prądu są wyposażone w ELP.
6.3 Dociskanie podawanego drutu
Należy upewnić się, że drut nie napotyka na opór podczas przesuwania się we
wkładzie uchwytu. Następnie należy ustawić docisk rolek dociskowych. Ważne jest
aby docisk nie był zbyt duży.
Rysunek 1 Rysunek 2
W celu przytykając czy nacisk podawania jest prawidłowo ustawiony, można
wysuwać drut przytykając go do jakiegoś izolowanego przedmiotu, np. do
drewnianego klocka .
Trzymając uchwyt w odległości ok. 5 mm od klocka drewnianego, (rysunek 1) rolki
podajnika powinny ślizgać się.
Trzymając uchwyt w odległości ok. 50 mm od drewnianego klocka, drut powinien
wysuwać się i zaginać (rysunek 2).
6.4 Wymiana i wkładanie drutu
S Otworzyć panel boczny.
S Odłączyć czujnik nacisku, odchylając go w tył. Unieść rolki dociskowe.
S Wyprostować 10-20 cm nowego drutu. Spiłować zadziory i ostre krawędzie
końcówki drutu przed umieszczeniem go w podajniku.
S Sprawdzić, czy drut prawidłowo przechodzi przez rolki prowadzące podajnika do
dyszy wylotowej i prowadnicy drutu.
S Zabezpieczyć czujnik nacisku.
S Zamknąć panel boczny.
PL

bm44d1oa - 11 -
6.5 Wymiana rolek podających
S Otworzyć panel boczny.
S Odłączyć czujnik nacisku (1), odchylając go w tył.
Unieść rolki dociskowe.
S Odłączyć rolki dociskowe (2), obracając oś (3) o
1/4 obrotu zgodnie z ruchem wskazówek zegara i
wyciągając ją. Odłączyć rolki dociskowe.
S Odłączyć rolki podające (4), odkręcając nakrętki (5) i
wyjmując rolki.
W trakcie instalacji należy powtórzyć powyższe
czynności w odwrotnej kolejności.
Wybór ścieżek w rolkach podających
Obrócić rolkę podającą znakiem wymiarowym wymaganej ścieżki
do siebie.
7 KONSERWACJA
Regularna konserwacja jest ważna celem zapewnienia bezpieczeństwa i
niezawodności.
OSTROŻNIE!
Jakiekolwiek czynności naprawcze podejmowane przez użytkownika w okresie
gwarancyjnym powodują całkowitą utratę gwarancji.
7.1 Kontrola i czyszczenie
Podajnik drutu
Należy regularnie sprawdzać, czy podajnik drutu nie jest zapchany brudem.
S Czyszczenie i wymianę zużytych części mechanizmu podajnika drutu należy
przeprowadzać w regularnych odstępach czasu, co zapewni bezproblemowe
podawanie drutu. Należy pamiętać, że przy zbyt mocnym dociskaniu drutu
może dojść do szybszego zużycia rolek dociskowych, rolek podających i
prowadnicy drutu.
PL

bm44d1oa - 12 -
Piasta hamulca
Piasta jest regulowana przy dostawie, jeśli
wymagana jest ponowna regulacja, wówczas
należy postępować według następujących
instrukcji. Wyregulować piastę hamulca tak, aby
drut był lekko poluzowany, gdy podajnik zostanie
zatrzymany.
S Regulacja momentu obrotu:
S Obrócić czerwony uchwyt w celu włączenia blokady.
S Włozyć śrubokręt do sprężyny piasty.
Obracać sprężynę w kierunku zgodnym z ruchem wskazówek zegara, żeby
zredukować moment obrotu
Obracać sprężynę w kierunku odwrotnym do ruchu wskazówek zegara, by
zwiększyć moment obrotu. NB: Obrócić obie śruby o taką samą wartość.
Uchmyt spawalniczy
S Aby zapewnić bezproblemowe podawanie drutu należy regularnie
przeprowadzać czyszczenie i wymianę zużytych elementów uchwytu. Należy
regularnie przedmuchiwać prowadnicę drutu i czyścić końcówkę stykową.
8 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
Feed L3004 są skonstruowane i przetestowane zgodnie z międzynarodową i
europejską normą 60974-5 i 60974-10. Obowiązkiem jednostki serwisowej
dokonującej serwisu lub naprawy, aby upewnić się, że produkt w dalszym ciągu
odpowiada wymienionym normom.
Części zamienne można zamawiać u najbliższego przedstawiciela handlowego firmy
ESAB (patrz ostatnia strona tej publikacji).
PL

p - 13 -

Edition 110308
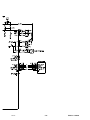
Schemat
bm44e - 14 -

Edition 110308
bm44e - 15 -

Feed L3004
Edition 110308
Numer zamówieniowy
bm44o - 16 -
Ordering no. Denomination Type
0458 806 586 Wire feed unit Aristot Feed L3004, U6
0458 806 596 Wire feed unit Aristot Feed L3004w, U6 with water cooling
0459 116 597 Wire feed unit Origot Feed L3004w, MA23 with water cooling
0459 116 598 Wire feed unit Origot Feed L3004w, MA23A with water cooling
0459 839 001 Spare parts list Feed L3004
0459 287 Instruction manual Control panel U6
0459 912 Instruction manual Control panel MA23 and MA23A
Instruction manuals and the spare parts list are available on the Internet at www.esab.com

p - 17 -

Feed L3004
Części eksploatacyjne
bm44w - 18 -
Item Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6-1.2 mm
Ø 2.0 mm plastic for 0.8-1.2 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 0.9/1.0 mm V
0459 052 003 Feed/pressure rollers Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V
0.6 S2 & 0.8 S2
0.8 S2 & 1.0 S2
0.9/1.0 S2 & 1.2 S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V-Knurled 1.0 R2 & 1.2 R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 & 1.0 A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 & 1.2 A2
0458 824 003 Feed/pressure rollers Al Ø 1.2 mm U 1.2 A2
Use only pressure and feed rollers marked A2, R2 or S2.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
HI 15 Nut M10
HI 16 0458 748 002 Insulating washer
HI 17 0458 748 001 Insulating bushing
HD = Heavy Duty
Item Ordering no. Denomination Notes Wire dimensions
HI 18 0156 602 001
0332 318 001
Inlet nozzle
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6-1.2 mm
Ø 2.4 mm steel for 1.2 mm
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

Feed L3004
bm44w - 19 -

Feed L3004
Wyposażenie WYPOSAŻENIE
bm44a11a - 20 -
1 Bobbin cover, plastic Ø 300mm . . . . . . . . . . . 0458 674 880
1 Bobbin cover, metal Ø 300mm . . . . . . . . . . . . . 0459 431 880
1
2
Bobbin holder . . . . . . . . . . . . . . . . . . . . . . . . . . .
Adapter for 5 kg bobbin . . . . . . . . . . . . . . . . . . . .
0458 704 880
0455 410 001
1 Adapter for 440 mm bobbin . . . . . . . . . . . . . . . .
Note! The wire feed unit must be placed on the
floor when this adaptor i used.
0459 233 880
1
2
Lifting eye . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Quick connector MarathonPact . . . . . . . . . . .
0458 706 880
F102 440 880
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Feed L3004 Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
ESAB ESABFeed 30L-4i Instrukcja obsługi
-
ESAB Aristo®Feed 30L-4 Instrukcja obsługi
-
ESAB Feed 304 M12 Instrukcja obsługi
-
ESAB Feed 304 M13, Feed 484 M13 - Origo™ Feed 304 M13, Origo™ Feed 484 M13, Instrukcja obsługi
-
ESAB Aristo Mig C3000i Instrukcja obsługi
-
ESAB ESABMig C300i Instrukcja obsługi
-
-
ESAB YardFeed 2000 Instrukcja obsługi
-
-