Tiger 305 Instructions For Use And Maintenance Manual
- Kategoria
- System spawalniczy
- Typ
- Instructions For Use And Maintenance Manual

- 1 -
DTN- 305-4100
-CZ/SK/EN/DE/PL
-07/16
CZ - Návod k obsluze a údržbě
SK - Návod na obsluhu a údržbu
EN - Instruction for use and maintenance
DE - Bedienungsanweisung
PL - Instrukcja obsługi i konserwacji
CZ
- svařovací stroj
SK
- zvárací stroj
EN
- welding machine
DE
- Schweiβgeräte
PL - maszyna spawalnicza
MADE IN EU
305
- 309
- 405
- 3000
- 3500
- 4100
STANDARD
- PROCESSOR
- SYNERGIC

- 2 -
Č E S K Y
Obsah
Úvod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Popis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Technická data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Provedení strojů . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Omezení použití . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Bezpečnostní pokyny . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Instalace . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Vybavení strojů . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Připojení do napájecí sítě . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Ovládací prvky . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Připojení svařovacího hořáku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Zavedení drátu a nastavení průtoku plynu . . . . . . . . . . . . . . . . . . . . . . . . . 7
Nastavení svařovacích parametrů . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Svařovací režimy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Údržba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Upozornění na možné problémy a jejich odstranění . . . . . . . . . . . . . . . . . 11
Objednání náhradních dílů . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Poskytnutí záruky . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Použité grafické symboly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Grafické symboly na výrobním štítku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
Doporučené nastavení svařovacích parametrů . . . . . . . . . . . . . . . . . . . . . . 56
Elektrotechnické schéma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Seznam náhradních dílů . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Náhradní díly posuvů drátu a seznam kladek . . . . . . . . . . . . . . . . . . . . . . . 70
Příručka pro odstraňování závad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Osvědčení JKV a záruční list . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
Úvod
Vážený zákazníku, děkujeme Vám za důvěru a zakoupení našeho výrobku.
Před uvedením do provozu si prosím důkladně přečtěte
všechny pokyny uvedené v tomto návodu.
Pro nejoptimálnější a dlouhodobé použití musíte dodržovat instrukce pro
použití a údržbu zde uvedené. Ve Vašem zájmu Vám doporučujeme svěřit
údržbu a případné opravy naší servisní organizaci, která má dostupné
příslušné vybavení a speciálně vyškolený personál. Veškeré naše stroje a
zařízení jsou předmětem dlouhodobého vývoje. Proto si vyhrazujeme právo
na změnu během výroby.
Popis
Svařovací stroje 305, 309, 405, 3000, 3500 a 4100 jsou svařovací stroje určené
ke svařování metodami MIG (Metal Inert Gas) a MAG (Metal Active Gas). Zdroje
svařovacího proudu s plochou charakteristikou. Jedná se o svařování v
ochranné atmosféře aktivních a netečných plynů, kdy přídavný materiál je v
podobě „nekonečného“ drátu podáván do svárové lázně posuvem drátu. Tyto
metody jsou velice produktivní, zvláště vhodné pro spoje konstrukčních ocelí,
nízkolegovaných ocelí, hliníku a jeho slitin.
Stroje jsou řešené jako pojízdné soupravy, lišící se od sebe navzájem výkonem
a výbavou. Zdroj svařovacího proudu, zásobník drátu a posuv drátu jsou v jed-
né kompaktní plechové skříni s dvěmi pevnými a dvěmi otočnými koly.
Stroje jsou určeny ke svařování tenkých, středních a větších tlouštěk materiá-
lů při použití drátů od 0,6 - 1,2 mm. Standardní vybavení strojů je uvedeno
v kapitole „Vybavení strojů“. Svařovací stroje jsou v souladu se všemi norma-
mi a nařízeními Evropské Unie a České republiky.
Provedení strojů
Svařovací stroje 305, 309, 405, 3000, 3500 a 4100 jsou dodávány v těchto
provedeních:
Analogové provedení STANDARD
Tabulka č. 1
Technická data
305
309
405
3000
3500
4100
Vstupní napětí 50/60 Hz
V
3 x 400
3 x 400
3 x 400
3 x 400
3 x 400
3 x 400
Rozsah svářecího proudu
A
30 - 280
30 - 250
30 - 350
30 - 250
30 - 280
50 - 350
Napětí na prázdno
V
17 - 38
17,7 - 39,2
18 - 40
17,7 - 39,2
19,2 - 41,9
22 - 51
Počet regulačních stupňů
20
10
40
10
20
40
Zatěžovatel 30 %
A
280
250
350
250 (45%)
280 (40%)
350 (35%)
Zatěžovatel 60 %
A
260
200
300
210
270
280
Zatěžovatel 100 %
A
220
170
260
190 (při 40°C)
235 (při 40°C)
240 (při 40°C)
Síťový proud/příkon 60 %
A / kVA
12,3 / 8,6
9,5 / 6,6
15,3 / 10,6
9,6 / 7
14,8 / 10,6
17,3 / 12,8
Jištění - pomalé, char. D
A
25
16
25
16
25
25
Vinutí
Cu
Cu / Al
Cu
Cu / Al
Cu / Al
Cu / Al
Posuv drátu
2-kladka
2-kladka
4-kladka
4-kladka
4-kladka
4-kladka
Digitální voltampermetr
ano
jen PROC.
ano
jen PROC.
ano
ano
Standardně osaz. kladkou
1,0-1,2
0,8-1,0
1,0-1,2
0,8-1,0
1,0-1,2
1,0-1,2
Rychlost podávání drátu
1-25 m/min STANDARD; 0,5-20 m/min PROCESSOR a SYNERGIC
Průměr drátu - ocel, nerez
- hliník
- trubička
0,6-1,2
0,8-1,2
0,8-1,2
0,6-1,2
0,8-1,2
-
0,6-1,2
1,0-1,2
0,8-1,2
0,6-1,2
0,8-1,2
0,8-1,2
0,6-1,2
0,8-1,2
0,8-1,2
0,6-1,2
1,0-1,2
0,8-1,2
Krytí
IP 21S
IP 21S
IP 21S
IP 21S
IP 21S
IP 21S
Třída izolace
F
F
F
F, H
F, H
F, H
Normy
EN 60974-1, EN 60974-5, EN 60974-10
Rozměry D-Š-V
mm
806x490x822
782x490x738
806x490x822
902x510x890
902x510x890
902x510x890
Hmotnost
kg
93
68
101
75
88
94

- 3 -
Jednoduché a spolehlivé ovládání. Ovládání je provedeno jedním potencio-
metrem posuvu drátu a dvěma dalšími potenciometry s vypínačem, kterými se
zapínají a nastavují funkce bodování a pulsování. Tato varianta je vybavena
digitálním voltampérmetrem (jen u strojů 305, 405, 3500 a 4100).
Digitální provedení PROCESSOR
Jednoduše řešené ovládání všech funkcí pro svařování metodami MIG/MAG.
Jednoduché ovládání a nastavování všech hodnot se provádí jedním potencio-
metrem a dvěmi tlačítky. K jednoduchosti ovládání přispívá funkce Logic. Stro-
je s tímto ovládáním jsou vybaveny digitálním voltampérmetrem s pamětí.
Jednoduše řešené ovládání umožňuje nastavení hodnot předfuku/dofuku ply-
nu, funkce Soft start, dohoření drátu, bodování a pulzování. Ovládání umož-
ňuje nastavení dvoutaktního a čtyřtaktního režimu. Bezproblémové progre-
sivní zavádění drátu. Elektronická regulace rychlosti posuvu drátu disponuje
zpětnovazební regulací posuvu drátu, která zajišťuje konstantní nastavenou
rychlost posuvu.
Synergické provedení SYNERGIC (kromě strojů 3000, 3500, 4100)
Výrazně zjednodušuje nastavování svařovacích parametrů. Jednoduchým nas-
tavením průměru svařovacího drátu a použitého ochranného plynu obsluha
určí typ programu. Pak už stačí jen jednoduché nastavení napětí přepínačem
a ovládací jednotka Synergic vybere nejvhodnější parametry rychlosti posuvu
drátu. K jednoduchému ovládání a nastavování všech hodnot slouží jeden po-
tenciometr a dvě tlačítka. K jednoduchosti ovládání přispívá funkce Logic.
Stroje s tímto ovládáním jsou standardně vybaveny digitálním voltampérmet-
rem s pamětí. Jednoduše řešené ovládání umožňuje nastavení hodnot před-
fuku/dofuku plynu, funkce Soft start, dohoření drátu, bodování a pulzování.
Ovládání umožňuje nastavení dvoutaktního a čtyřtaktního režimu. Bezproblé-
mové progresivní zavádění drátu. Elektronická regulace rychlosti posuvu drá-
tu disponuje zpětnouzební regulací posuvu drátu, která zajišťuje konstantní
nastavenou rychlost posuvu.
Omezení použití
(EN 60974-1, -10)
Použití těchto svařovacích strojů je typicky přerušované, kdy se využívá nej-
efektivnější pracovní doby pro svařování a doby klidu pro umístění svařo-
vaných částí, přípravných operací apod. Tyto svařovací stroje jsou zkonstruo-
vány zcela bezpečně k zatěžování max. 250 A, 280 A a 350 A nominálního
proudu po dobu práce 30 %, resp. 35 %, 40 % a 45 % z celkové doby užití.
Norma uvádí dobu zatížení v 10 minutovém cyklu. Za 20% pracovní cyklus
zatěžování se považují 2 min. z deseti minutového časového úseku. Jestliže je
povolený pracovní cyklus překročen, bude v důsledku nebezpečného přehřátí
přerušen termostatem, v zájmu ochrany komponenttů svářečky. Toto je indi-
kováno rozsvícením žlutého světla na předním ovládacím panelu stroje. Po
několika minutách, kdy dojde k ochlazení zdroje a žluté světlo zhasne, je stroj
připraven pro opětovné použití. U strojů synergic a procesor se zobrazí na
displeji Err. Svařovací stroje jsou konstruovány v souladu s ochrannou krytem
IP 21 S.
Bezpečnostní pokyny
Svařovací stroje musí být používány výhradně pro svařování a ne pro jiné
neodpovídající použití. V žádném případě nesmí být stroj použit pro rozmra-
zování trubek. Nikdy nepoužívejte svařovací stroj s odstraněnými kryty.
Odstraněním krytů se snižuje účinnost chlazení a může dojít k poškození stroje.
Dodavatel v tomto případě nepřejímá odpovědnost za vzniklou škodu a nelze z
tohoto důvodu také uplatnit nárok na záruční opravu. Jejich obsluha je po-
volena pouze vyškoleným a zkušeným osobám. Pracovník musí dodržovat
všechny předpisy o bezpečnosti práce a předcházení úrazů, aby byla zajištěna
jeho bezpečnost a bezpečnost třetí strany. Pracovník musí být vyškolený v
sohladu s požadavky na prováděné svarové spoje.
BEZPEČNOSTNÍ POKYNY PRO OBSLUHU
Provozovatel je povinen nechat provést alespoň jednou za 12 měsíců revizi
provozní bezpečnosti přístroje. Stejný interval je doporučován pro kalibraci
svařovacích strojů. Revize prováděná oprávněným revizním technikem je mimo
jiné předepsaná: po provedené změně, přestavbě, opravě, údržbě, atd. Při
těchto bezpečnostních zkouškách je nutné respektovat národní a mezinárodní
předpisy.
DODRŽUJTE VŠEOBECNÉ PROTIPOŽÁRNÍ PŘEDPISY!
Dodržujte všeobecné protipožární předpisy při současném respektování
místních specifických podmínek. Svařování je specifikováno vždy jako činnost s
rizikem požáru. Svařování v místech s hořlavými nebo s výbušnými materiály
je přísně zakázáno! Na svařovacím stanovišti musí být vždy hasící přístroje.
POZOR! Jiskry mohou způsobit zapálení mnoho hodin po ukončení svařování,
především na nepřístupných místech. Po ukončení svařování nechte stroj mi-
nimálně deset minut dochladit. Pokud nedojde k dochlazení stroje, dochází
uvnitř k velkému nárůstu teploty, která může poškodit výkonové prvky.
BEZPEČNOST PRÁCE PŘI SVAŘOVÁNÍ KOVŮ OBSAHUJÍCÍCH OLOVO, KAD-
MIUM, ZINEK, RTUŤ A BERYLIUM
Učiňte zvláštní opatření, pokud svařujete materiály, které obsahují výše
uvedené kovy.
U nádrží na plyn, oleje, pohonné hmoty atd. (i prázdných) neprovádějte
svářečské práce, neboť hrozí nebezpečí výbuchu. Sváření je možné pro-
vádět pouze podle zvláštních předpisů!
V prostorách s nebezpečím výbuchu platí zvláštní předpisy.
PREVENCE PŘED ÚRAZEM ELEKTRICKÝM PROUDEM
Neprovádějte opravy svářecího stroje při provozu a je-li
zapojen do el. sítě.
Před jakoukoli údržbou nebo opravou odpojte přístroj ze
sítě.
Svařovací stroje musí být obsluhovány a provozovány kvalifikovaným
personálem.
Všechna připojení musí souhlasit s platnými regulemi, českými a
evropskými normami a zákony zabraňující úrazům.
Nesvařujte ve vlhku, vlhkém prostředí nebo za deště.
Nepoužívejte opotřebované nebo poškozené svařovací kabely.
Kontrolujte svařovací hořák, svařovací a napájecí kabely a ujistěte se, že
jejich izolace není poškozena nebo nejsou vodiče volné ve spojích.
Nesvařujte se svařovacím hořákem a se svařovacími a napájecími kabely,
které mají nedostatečný průřez. Nepokračujte ve svařování, jestliže jsou
kabely nebo hořák přehřáté, zabráníte rychlému opotřebování izolace.
Nikdy se nedotýkejte částí el. obvodu.
Po skončení svařování opatrně odpojte svařovací kabel a hořák od stroje a
zabraňte kontaktu s uzemněnými částmi.
ZPLODINY A PLYNY PŘI SVAŘOVÁNÍ
Zajistěte čistou pracovní plochu a odvětrávání od veške-
rých plynů vytvářených během sváření, zejména v uzavře-
ných prostorách.

- 4 -
Odstraňte veškerý lak, nečistoty a mastnoty, které pokrývají části určené
ke svařování, aby se zabránilo uvolňování toxických plynů.
Pracovní prostory vždy dobře větrejte.
Nesvařujte v místech, kde je podezření z úniku zemního, či jiných vý-
bušných plynů nebo blízko u spalovacích motorů.
Nepřibližujte svařovací zařízení k vanám určeným pro odstraňování
mastnoty a kde se používají hořlavé látky a vyskytují se výpary tri-
chlorethylenu nebo jiného chloru, jež obsahují uhlovodíky, používané jako
rozpouštědla, neboť svařovací oblouk a produkované ultrafialové záření
s těmito parami reagují a vytvářejí vysoce toxické plyny.
OCHRANA PŘED ZÁŘENÍM, POPÁLENINAMI A HLUKEM
Nikdy nepoužívejte nefunkční nebo poškozené ochranné
pomůcky.
Nedívejte se na svářecí oblouk bez vhodného ochranného
štítu nebo helmy.
Chraňte své oči speciální svařovací kuklou opatřenou ochranným tmavým
sklem (ochranný stupeň 9 - 14 EN 169).
Ihned odstraňte nevyhovující ochranné tmavé sklo. Umísťujte průhledné
čiré sklo před ochranné tmavé sklo za účelem jeho ochrany.
Nesvařujte před tím, než se ujistíte, že všechny osoby ve vaší blízkosti jsou
vhodně chráněni.
Vždy používejte ochranný oděv a kožené rukavice abyste zabránili
spáleninám a zraněním při manipulaci s materiálem. Používejte ochranná
sluchátka nebo ušní výplně.
POZOR, TOČÍCÍ SE OZUBENÉ SOUKOLÍ
S posuvem drátu manipulujte velmi opatrně a pouze pokud
je stroj vypnut.
Při manipulaci s posuvem nikdy nepoužívejte ochranné ru-
kavice, hrozí zachycení soukolím.
ZABRÁNĚNÍ POŽÁRU A EXPLOZE
Odstraňte z pracovního prostředí všechny hořlaviny.
Nesvařujte v blízkosti hořlavých materiálů a tekutin nebo
v prostředí s výbušnými plyny.
Nemějte na sobě oděv nasáklý olejem nebo mastnotou, mohlo by dojít
k jeho vznícení.
Nesvařujte materiály, které obsahovaly hořlavé látky nebo ty, které vyt-
váří při zahřátí toxické či hořlavé páry. I malé množství těchto látek může
způsobit explozi.
Nikdy nepoužívejte kyslík k vyfoukávání kontejnerů a nádob.
Vyvarujte se svařování v uzavřených prostorách nebo dutinách, kde by se
mohl vyskytovat zemní či jiný výbušný plyn.
Mějte blízko vašeho pracoviště hasicí přístroj.
Nikdy nepoužívejte kyslík ve svařovacím hořáku, ale vždy jen netečné
plyny a jejich směsi nebo CO
2
.
NEBEZPEČÍ SPOJENÉ S ELEKTROMAGNETICKÝM POLEM
Elektromagnetické pole vytvářené přístrojem určenému
ke svařování může být nebezpečné lidem s kardiostimulá-
tory, pomůckami pro neslyšící a s podobnými zařízeními.
Tito lidé musí přiblížení k zapojenému přístroji konzultovat se svým léka-
řem.
Pokud je přístroj v provozu, nepřibližujte k němu hodinky, nosiče mag-
netických dat, hodiny apod. Mohlo by dojít v důsledku působení magne-
tického pole k trvalým poškozením těchto přístrojů.
Svařovací stroje jsou ve shodě s ochrannými požadavky stanovenými
směrnicemi o elektromagnetické kompatibilitě (EMC). Svařovací stroj je
z hlediska odrušení určen pro průmyslové prostory. Předpokládá se jejich
široké použití ve všech průmyslových oblastech, ale není pro domácí
použití! V případě použití v jiných prostorách než průmyslových mohou
existovat nutná zvláštní opatření (viz EN 60974-10). Jestliže dojde
k elektromagnetickým poruchám, je povinností uživatele nastalou situaci
vyřešit.
UPOZORNĚNÍ: Toto zařízení není určeno pro používání v obytných prostorech,
kde je elektrická energie dodávána nízkonapěťovým systémem. Mohou se zde
vyskytnout možné problémy se zajištěním elektromagnetické kompatibility
v těchto prostorech, způsobené rušením šířeným vedením stejně jako
vyzařovaným rušením.
MANIPULACE
Stroj je opatřen madlem pro snadnější manipulaci.
V žádném případě nesmí být toto madlo použito pro
manipulaci na jeřábu nebo zvedacím zařízení!
Pro zvedání na jeřábu je u těchto strojů zpevněna dolní část rámu, pod
kterou se protáhnou vázací prostředky.
SUROVINY A ODPAD
Tyto stroje jsou postaveny z materiálů neobsahujících pro
uživatele toxické nebo jedovaté látky.
Během likvidační fáze je přístroj rozložen, jeho
jednotlivé komponenty jsou buď ekologicky zlikvidovány nebo použity pro
další zpracování.
LIKVIDACE POUŽITÉHO ZAŘÍZENÍ
Pro likvidaci vyřazeného zařízení využijte sběrných míst
určených k odběru použitého elektrozařízení.
Použité zařízení nevhazujte do běžného odpadu a použijte
postup uvedený výše.
MANIPULACE A USKLADNĚNÍ STLAČENÝCH PLYNŮ
Vždy se vyhněte kontaktu mezi kabely přenášejícími svářecí
proud a lahvemi se stlačeným plynem a jejich uskladňova-cími
systémy.
Vždy uzavírejte ventily na lahvích se stlačeným plynem, pokud je zrovna
nebudete používat.
Ventily na lahvi inertního plynu by měly být úplně otevřeny, aby mohly být
v případě nebezpečí použity vypínací systémy.
Zvýšená opatrnost by měla být při pohybu s lahví stlačeného plynu, aby se
zabránilo poškozením a úrazům, jež by mohly vést ke zranění.
Nepokoušejte se plnit lahve stlačeným plynem, vždy používejte příslušné
regulátory tlakové redukce a vhodné báze s příslušnými konektory.
UMÍSTĚNÍ STROJE
Při výběru pozice pro umístění stroje dejte pozor, aby nemohlo docházet
k vniknutí vodivých nečistot do stroje (např. odlétající částice od brusného
nástroje).
Instalace
Místo instalace pro systém by mělo být pečlivě zváženo, aby byl zajištěn bez-
pečný a po všech stránkách vyhovující provoz. Uživatel je zodpovědný za ins-
talaci a používání systému v souladu s instrukcemi uvedenými v tomto návo-
du. Výrobce neručí za škody vzniklé neodborným použitím a obsluhou. Stroje
je nutné chránit před vlhkem a deštěm, mechanickým poškozením, průvanem
a případnou ventilací sousedních strojů, nadměrným přetěžováním a hrubým
zacházením. Před instalací systému by měl uživatel zvážit možné elektromag-
netické problémy na pracovišti, zejména Vám doporučujeme, aby jste se vyh-
nuli instalaci svařovací soupravy blízko:
signálních, kontrolních a telefonních kabelů, rádiových a televizních
přenašečů a přijímačů
počítačů, kontrolních a měřicích zařízení
bezpečnostních a ochranných zařízení
Osoby s kardiostimulátory, pomůckami pro neslyšící a podobně musí konzul-
tovat přístup k zařízení v provozu se svým lékařem. Při instalaci zařízení musí
být pracovní prostředí v souladu s ochrannou úrovní tj. IP 21S (IEC 529). Tento
systém je chlazen prostřednictvím nucené cirkulace vzduchu a musí být proto
umístěn na takovém místě, kde vzduch může snadno proudit přístrojem.
Vybavení strojů
Stroje jsou standardně vybaveny:
zemnící kabel se svorkou délky 3 m
hadička pro připojení plynu
kladka pro drát o průměrech 1,0 a 1,2
průvodní dokumentace
redukce pro drát 5 kg a 18 kg
náhradní pojistka zdroje ohřevu plynu
Tabulka 2
305
309
405
3000
3500
4100
I Max
280 A (30%)
250 A (30%)
350 A (30%)
250 A (45%)
280 A (40%)
350 A (35%)
Instalovaný výkon
9,9 kVA
9,2 kVA
13,5 kVA
6,6 kVA
7,8 kVA
11 kVA
Jištění přívodu pomalé, charakteristika D
25 A
16 A
25 A
16 A
25 A
25 A
Napájecí přívodní kabel - průřez
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
Zemnící kabel - průřez
35 mm
2
35 mm
2
70 mm
2
35 mm
2
35 mm
2
50 mm
2
Svařovací hořák
KTB 25
KTB 25/36
KTB 36
KTB 25/36
KTB 25/36
KTB 36

- 5 -
náhradní pojistka řídící elektroniky
funkcemi dvoutaktu a čtyřtaktu
režimy bodování a pomalého pulzování
dvou/čtyř kladkový podavač drátu
Zvláštní příslušenství na objednání:
svařovací hořák délky 3, 4 nebo 5 m
redukční ventily na CO
2
nebo směsné plyny Argonu
náhradní kladky pro různé průměry drátů (např. 0,8 a 1,0)
čtyř kladkový podavač drátu
náhradní díly hořáku
zemnící kabel délky 4 nebo 5 m
Připojení do napájecí sítě
Před připojením stroje do sítě se ujistěte, že hodnota napětí a frekvence
napájení v síti odpovídá napětí na výrobním štítku přístroje a že je hlavní
vypínač zdroje svařovacího proudu v pozici „0“.
Pro připojení svařovacích strojů do sítě používejte pouze originální vidlici.
Svařovací stroje jsou konstruovány pro připojení k síti TN-C-S. Jsou dodány
s 5-kolíkovou vidlicí. Střední vodič není u těchto strojů použit. Případnou
výměnu vidlice může provádět pouze osoba s elektrotechnickou kvalifikací
Chcete-li vidlici vymě-nit, postupujte podle následujících instrukcí:
pro připojení přístroje k síti jsou nutné 4 přívodní vodiče
3 vodiče fázové, přičemž nezáleží na pořadí připojení fází
čtvrtý, žluto-zelený vodič je použit pro připojení ochranného vodiče
Připojte normalizovanou vidlici vhodné hodnoty zatížení k přívodnímu ka-
belu. Mějte jištěnou elektrickou zásuvku pojistkami nebo automatickým
jističem.
POZNÁMKA: jakékoli prodloužení kabelu vedení musí mít odpovídající prů-řez
kabelu a zásadně ne s menším průřezem, než je originální kabel dodávaný
s přístrojem.
TABULKA 2 ukazuje doporučené hodnoty jištění vstupního přívodu při max.
nominálním zatížení stroje.
Ovládací prvky (305, 405)
OBRÁZEK 1A
Pozice 1 Hlavní vypínač. V pozici „0“ je svářečka vypnutá.
Pozice 2 10-polohový přepínač napětí jemně.
Pozice 3 Dvou- respektive čtyř- polohový přepínač napětí hrubě.
Pozice 4 Žlutá kontrolka přehřátí. Jestliže se rozsvítí, znamená to, že se za-
pojila funkce odpojení při přehřátí, protože limit pracovního cyklu
byl překročen. Počkejte několik minut, jakmile kontrolka zhasne,
můžete začít svařovat. U strojů PROCESOR a SYNERGIC se na disp-
leji zobrazí Err.
Pozice 5 Potenciometr nastavení rychlosti podávání drátu.
Pozice 6 Vypínač funkce BODOVÁNÍ s potenciometrem nastavení délky bodu.
Pozice 7 Vypínač funkce PRODLEVY s potenciometrrem nastavení délky
prodlevy mezi jednotlivými body - pomalé pulsy.
Pozice 8 EURO konektor připojení svařovacího hořáku.
Pozice 9 Rychlospojky vývodů tlumivky. Slouží pro nastavení dynamických
vlastností zdroje svařovacího proudu.
Pozice 10 Svorkovnice zdroje napětí pro předehřev redukčního ventilu
42 V AC.
Pozice 11 Přívodní kabel s vidlicí.
Pozice 12 Naváděcí trubička EURO konektoru.
Pozice 13 Podavač drátu.
Pozice 14 Naváděcí bovden drátu.
Pozice 15 Držák cívky drátu s brzdou.
Pozice 16 Adaptér cívky drátu.
Pozice 17 Elektromagnetický plynový ventilek.
Pozice 18 Potenciometry nastavení parametrů:
Předfuk - nastavení časového intervalu předfuku plynu před
začátkem svařovacího procesu
Dohoření - nastavení časového intervalu dohoření drátu
Dofuk - nastavení časového intervalu dofuku plynu po skončení
svařování
Výlet - přibližovací rychlost drátu před zapálením el. oblouku
Ovládací prvky (309)
OBRÁZEK 1B
Pozice 1 10-polohový přepínač napětí.
Pozice 2 Hlavní vypínač. V pozici „0“ je zdroj svařovacího proudu vypnut.
Pozice 3 EURO konektor připojení svařovacího hořáku.
Pozice 4 Rychlospojka zemnícího kabelu.
Pozice 5 Potenciometr pro nastavení rychlosti posuvu drátu.
Pozice 6 Vstup plynu do svařovacího stroje.
Pozice 7 Svorkovnice zdroje napětí pro ohřev plynu 24 V AC.
Obr. 1A Obr. 2A
Obr. 1B Obr. 2B

- 6 -
OBRÁZEK 2B
Pozice 1 Adaptér cívky drátu.
Pozice 2 Držák cívky drátu s brzdou.
Pozice 3 Naváděcí bovden drátu.
Pozice 4 Naváděcí trubička EURO konektoru.
Ovládací prvky (3500, 4100)
OBRÁZEK 1C
Position 1 Dvou- respektive čtyř- polohový přepínač napětí hrubě.
Position 2 10-polohový přepínač napětí jemně.
Position 3 Vypínač funkce BODOVÁNÍ s potenciometrem nastavení délky
bodu.
Position 4 Hlavní vypínač. V pozici „0“ je zdroj svařovacího proudu vypnut.
Position 5 Rychlospojka zemnícího kabelu.
Position 6 Potenciometr nastavení rychlosti podávání drátu.
Position 7 Vypínač funkce PRODLEVY s potenciometrem nastavení délky
prodlevy mezi jednotlivými body, pomalé pulsy.
Position 8 EURO konektor pro připojení svařovacího hořáku.
Position 9 Digitální ukazatel proudu a napětí (jen 3500 a 4100).
Ovládací prvky (3000)
OBRÁZEK 1D
Position 1 10-polohový přepínač napětí jemně.
Position 2 Hlavní vypínač. V pozici „0“ je zdroj svařovacího proudu vypnut.
Position 3 Vypínač funkce BODOVÁNÍ s potenciometrem nastavení délky
bodu.
Position 4 Rychlospojka zemnícího kabelu.
Position 5 Potenciometr nastavení rychlosti podávání drátu.
Position 6 Vypínač funkce PRODLEVY s potenciometrem nastavení délky
prodlevy mezi jednotlivými body, pomalé pulsy. Zároveň vypínač
funkce dvoutaktu a čtyřtaktu (vypínač pozice 3 musí být vypnut).
Position 7 EURO konektor pro připojení svařovacího hořáku.
DIGITÁLNÍ OVLÁDÁNÍ PANELU PROCESSOR
OBRÁZEK E
Pozice 1 Potenciometr nastavení parametrů.
Pozice 2 Tlačítko TEST PLYNU.
Pozice 3 LED znázorňující předfuk plynu.
Pozice 4 LED znázorňující náběh rychlosti svařovacího drátu.
Pozice 5 Tlačítko SET - umožňuje výběr parametru nastavení.
Pozice 6 LED znázorňující zapnutí funkce pulsace (stehování).
Pozice 7 Tlačítko režimu svařování - umožňuje zapnutí a vypnutí režimu
dvoutakt, čtyřtakt, bodování a pulsování.
Pozice 8 LED znázorňující režim bodování.
Pozice 9 LED znázorňující režim čtyřtakt.
Pozice 10 Tlačítko MEM umožňující vyvolání posledních naměřených hodnot
napětí a svařovacího proudu.
Pozice 11 Displej svařovacího proudu.
Pozice 12 Displej zobrazující svařovací napětí a hodnoty při svítící LED
SETTING. Jsou to hodnoty rychlosti posuvu drátu, předfuku atd.
Pozice 13 LED SETTING, která svítí jen při zobrazování parametrů: rychlost
posuvu drátu, náběh drátu, předfuk a dofuk plynu, čas bodu a pul-
sace a dohoření drátu.
Pozice 14 LED znázorňující rychlost posuvu svařovacího drátu.
Pozice 15 LED znázorňující čas bodu.
Pozice 16 LED znázorňující čas dohoření.
Pozice 17 LED znázorňující čas dofuku plynu.
Pozice 18 LED dioda znázorňující čas pulsace.
Pozice 19 Tlačítko zavádění drátu.
DIGITÁLNÍ OVLÁDÁNÍ PANELU SYNERGIC
OBRÁZEK F
Pozice 1 Potenciometr nastavení parametrů.
Pozice 2 Tlačítko TEST PLYNU.
Pozice 3 LED znázorňující předfuk plynu.
Pozice 4 LED znázorňující náběh rychlosti svařovacího drátu.
Pozice 5 Tlačítko SET - umožňuje výběr parametru nastavení.
Pozice 6 LED znázorňující zapnutí funkce pulsace (stehování).
Obrázek E
Obrázek F
Obrázek 1C
Obrázek 1D

- 7 -
Pozice 7 Tlačítko režimu svařování - umožňuje zapnutí a vypnutí režimu
dvoutakt, čtyřtakt, bodování a pulsování.
Pozice 8 LED znázorňující režim bodování.
Pozice 9 LED znázorňující režim čtyřtakt.
Pozice 10 Tlačítko zapnutí a vypnutí funkce SYNERGIC.
Pozice 11 LED znázorňující zapnutí funkce SYNERGIC.
Pozice 12 Displej svařovacího proudu.
Pozice 13 LED signalizující zobrazení orientační hodnoty síly svařovaného
materiálu na displeji. Když dioda nesvítí, displej zobrazuje hodnotu
svařovacího proudu.
Pozice 14 LED signalizující doporučení, jaký vývod tlumivky se má použít.
Pozice 15 LED signalizující doporučení, jaký vývod tlumivky se má použít.
Pozice 16 Displej zobrazující svařovací napětí a hodnoty při svítící LED
SETTING. Jsou to hodnoty rychlosti posuvu drátu, předfuku atd.
Pozice 17 LED SETTING, která svítí jen při zobrazování parametrů: rychlost
posuvu drátu, náběh drátu, předfuk a dofuk plynu, čas bodu a pul-
sace, dohoření drátu.
Pozice 18 LED znázorňující rychlost posuvu svařovacího drátu.
Pozice 19 LED znázorňující čas bodu.
Pozice 20 LED znázorňující čas dohoření.
Pozice 21 LED znázorňující čas dofuku plynu.
Pozice 22 LED znázorňující čas pulsace.
Pozice 23 Tlačítko zavádění drátu.
Připojení svařovacího hořáku
Při připojování hořáku odpojte stroj od sítě! Do EURO konektoru (obr. 1A poz.
8, 1B poz. 3) připojte svařovací hořák a pevně dotáhněte převlečnou matici.
Zemnící kabel připojte do jedné zemnící rychlospojky a dotáhněte. Zemnící
rychlospojku - vývod určete dle tabulky 3 nebo postupujte podle tabulky
„Doporučené nastavení svařovacích parametrů“.
Svařovací hořák a zemnící kabel by měly být co nejkratší, blízko jeden druhé-
mu a umístěné na úrovni podlahy nebo blízko ní.
SVAŘOVANÁ ČÁST
Materiál, jež má být svařován, musí být vždy spojen se zemí, aby se zreduko-
valo elektromagnetické záření. Velká pozornost musí být též kladena na to, aby
uzemnění svařovaného materiálu nezvyšovalo nebezpečí úrazu.
Zavedení drátu a nastavení průtoku plynu
Před zavedením svařovacího drátu je nutné provést kontrolu kladek posuvu
drátu, zda odpovídají průměru použitého svařovacího drátu a zda odpovídá
profil drážky kladky. Při použití ocelového svařovacího drátu je nutné použít
kladku s profilem drážky ve tvaru „V“. Přehled kladek najdete v kapitole „Náh-
radní díly posuvů drátu a seznam kladek“.
VÝMĚNA KLADKY POSUVU DRÁTU
U obou používaných typů posuvů drátu (dvou-kladka i čtyř-kladka) je postup
výměny shodný. Kladky jsou dvoudrážkové. Tyto drážky jsou určeny pro dva
různé průměry drátu (např. 0,8 a 1,0 mm).
Odklopte přítlačný mechanizmus, přítlačná kladka se odklopí vzhůru.
Vyšroubujte plastový zajišťovací dílec a vyjměte kladku.
Pokud je na kladce vhodná drážka, kladku otočte a nasaďte ji zpět na hřídel
a zajistěte plastovým dílcem.
POSTUP ZAVEDENÍ DRÁTU
Odejměte boční kryt zásobníku drátu.
Do zásobníku nasaďte cívku s drátem na držák.
Odstřihněte nerovný konec drátu připevněný k okraji cívky a zaveďte jej
do bovdenu (obr. 2A poz. 14) přes kladku posuvu do naváděcí trubičky
(obr. 2A poz. 12) alespoň 10 cm. Zkontrolujte, zda drát vede správnou
drážkou kladky posuvu.
Sklopte přítlačnou kladku dolů tak, aby zuby ozubeného kola do sebe za-
padly a vraťte přítlačný mechanizmus do svislé polohy.
Nastavte tlak upínací matice tak, aby byl zajištěn bezproblémový posun
drátu a přitom nebyl deformován přílišným přítlakem.
Seřiďte brzdu cívky svařovacího drátu tak, aby se při vypnutí přítlačného
mechanizmu posuvu cívka volně otáčela. Příliš utažená brzda značně na-
máhá podávací mechanismus a může dojít k prokluzu drátu v kladkách
a špatnému podáváním. Seřizovací šroub brzdy se nachází pod plastovým
šroubením držáku cívky (obr. 3).
Odmontujte plynovou hubici svařovacího hořáku.
Odšroubujte proudový průvlak.
Zapojte do sítě síťovou vidlici.
Zapněte hlavní vypínač do polohy 1.
Stiskněte tlačítko na čelním panelu.
Svařovací drát se zavádí do hořáku bez plynu, po průchodu drátu z hořá-
ku našroubujeme proudový průvlak a plynovou hubici.
Připojte ochranný plyn k plynovému ventilu (obr. 1A, poz. 17)
Před svařováním použijeme na prostor v plynové hubici a proudový prů-
vlak separační sprej. Tím zabráníme ulpívání rozstřikovacího kovu a prod-
loužíme životnost plynové hubice.
UPOZORNĚNÍ! Při zavádění drátu nemiřte hořákem proti očím!
Obrázek č. 3
ZMĚNY PŘI POUŽITÍ HLINÍKOVÉHO DRÁTU
Stroje nejsou speciálně určeny pro svařování hliníku, ale po níže popsaných
úpravách je možné hliník svařovat. Pro svařování hliníkovým drátem je třeba
použít speciální kladky s profilem „U“. Abychom se vyhnuli problémům s „cu-
cháním“ drátu, je třeba používat dráty o průměru min. 1,0 mm ze slitin AlMg3
nebo AlMg5. Dráty ze slitin Al99,5 nebo AlSi5 jsou příliš měkké a snadno
způsobí problémy při posuvu.
Pro svařování hliníku je dále nezbytné vybavit hořák teflonovým bovdenem
a speciálním proudovým průvlakem. Jako ochrannou atmosféru je potřeba
použít čistý argon.
NASTAVENÍ PRŮTOKU PLYNU
Elektrický oblouk i tavná lázeň musí být dokonale chráněny plynem. Příliš malé
množství plynu nedokáže vytvořit potřebnou ochrannou atmosféru, naopak
příliš velké množství plynu strhává do elektrického oblouku vzduch, čímž je svár
nedokonale chráněn. Postupujte následovně:
nasaďte plynovou hadici na vstup plynového ventilku na zadní straně
stroje (obr. 1A poz. 17, obr. 1B poz. 6)
pokud používáme plyn CO
2
, je vhodné zapojit předehřev redukčního ven-
tilu (při průtoku menším než 6 litrů/min není nutný předehřev redukční-
ho ventilu)
kabel předehřevu redukčního ventilu zapojíme do zásuvky (obr. 1A poz.
10) na stroji a do konektoru u redukčního ventilu, na polaritě nezáleží
stiskněte tlačítko TEST PLYNU a otočte nastavovacím šroubem na spodní
straně redukčního ventilu, dokud průtokoměr neukáže požadovaný
průtok, potom tlačítko uvolníme (u strojů PROCESSOR a SYNERGIC)
po dlouhodobém odstavení stroje nebo výměně hořáku je vhodné před
svařováním profouknout vedení čerstvým plynem
Nastavení svařovacích parametrů napětí a rychlosti
posuvu drátu
Nastavení hlavních svařovacích parametrů svařovacího napětí a rychlosti po-
suvu drátu se provádí potenciometrem rychlosti drátu a přepínačem napětí
(obr. 1A, poz. 2, 3 a 5). Vždy se k nastavenému napětí (poloha přepínače 1-40
dle zvoleného stroje) přiřazuje rychlost posuvu drátu. Nastavované parametry
záleží na použitém ochranném plynu, průměru drátu, použitém typu drátu,
velikosti a poloze sváru atd.
Orientační nastavení rychlosti drátu k poloze přepínače naleznete
v tabulkách na str. 56 až 60.
NAPŘÍKLAD: Svařovací stroj 305, použitý ochranný plyn MIX (82 % Argonu
a 18 % CO
2
) a při použití průměru drátu 0,8 mm je vhodná tabulka (program
No. 4). Nastavené hodnoty tedy budou - poloha přepínače A1 a nastavená
rychlost posuvu drátu bude 2,5 m/min.
STROJE PROCESSOR A SYNERGIC
Tabulka č. 4 - Rozsah nastavovaných hodnot funkcí
doba
trvání
předfu-
ku plynu
přibližo-
vací
rychlost
doba náběhu
rychlosti
posuvu drátu
rychlost
posuvu
drátu
doba
bodu
doba
prodlevy
dohoření
doba
dofuku
(s)
(m/min)
(s)
(m/min)
(s)
(s)
(s)
(s)
PROCESSOR
305, 309, 405
0-3
0,5-20
0-5
0,5-20
0,5-5
0,2-2
0,0-0,99
0,1-10
SYNERGIC
305
0-3
-
0,5-20
0,5-20
0,5-5
0,2-2
0,0-0,99
0,1-10
SYNERGIC
405
0-3
-
0,5-20
0,5-20
0,5-5
0,2-2
0,0-0,99
0,1-10
Tabulka 3
Ind. vývod
305
405
L1
30 A - 120 A
30 A - 180 A
L2
80 A - 250 A
140 A - 350 A

- 8 -
Nastavení rychlosti posuvu drátu
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu rychlosti posuvu v rozmezí
0,5-20 m/min.
POZNÁMKA 1: Rychlost posuvu drátu lze nastavovat i v průběhu svařování.
A to jak potenciometrem, tak i dálkovým ovládáním UP/DOWN.
POZNÁMKA 2: Spodní display zobrazuje rychlost posuvu drátu jen tehdy, když
svítí červená LED SETTING a LED „m/min“.
NASTAVENÍ OSTATNÍCH PARAMETRŮ SVAŘOVÁNÍ
Řídící elektronika strojů Processor a Synergic umožňuje nastavení následují-
cích parametrů svařování:
dobu trvání předfuku plynu (doba předfuku ochranného plynu před
začátkem svařovacího procesu)
dobu náběhu rychlosti posuvu drátu - funkce SOFT START (doba náběhu
z minimální posunové rychlosti do hodnoty nastavené svař. rychlosti drátu)
přibližovací rychlost drátu (ve výbavě dle tab. 4)
rychlost posuvu drátu m/min (rychlost posuvu drátu při svařování)
dobu prodlevy vypnutí svařovacího napětí na oblouku proti posuvu drá-tu:
„dohoření“ drátu ke špičce hořáku
dobu dofuku plynu po dokončení svařovacího procesu
Nastavení předfuku plynu
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu doby předfuku plynu v sec.
Nastavení dohoření drátu
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu doby dohoření drátu v sec.
Nastavení dofuku plynu
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu doby dofuku plynu v sec.
NASTAVENÍ NÁBĚHU RYCHLOSTI DRÁTU – FUNKCE SOFT START
Funkce SOFT START zajišťuje bezchybný start svařovacího procesu. SOFT START
umožňuje nastavení následujících parametrů parametrů (v závislosti na výbavě
stroje):
Čas náběhu rychlosti svařovacího drátu z minimální rychlosti na nasta-
venou svařovací rychlost.
Přibližovací rychlost drátu před zapálením svařovacího oblouku.
Obě funkce fungují odlišným způsobem. Pro jemnější start doporučujeme přibli-
žovací rychlost drátu.
Nastavení času náběhu rychlosti svařovacího drátu
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu doby náběhu drátu rychlosti
posuvu v rozmezí 0 - 5 sec.
Nastavení přibližovací rychlosti posuvu drátu
POZOR! Před nastavením přibližovací rychlosti drátu vypněte čas náběhu
rychlosti posuvu drátu - nastavte hodnotu „0“. Podmínkou možnosti nasta-
vení přibližovací rychlosti - „výlet drátu“ je vypnutí funkce náběhu rychlosti
drátu - tedy nastavení hodnoty na „0“ dle popisu výše.
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu přibližovací rychlosti posuvu
drátu v rozmezí 0,5 až 20 m/min.
POZNÁMKA 1: Nastavené hodnoty se automaticky ukládají do paměti po
zmáčknutí tlačítka hořáku na dobu cca 1 sec.
POZNÁMKA 2: Nastavené hodnoty nelze měnit v průběhu svařování, kromě
rychlosti posuvu drátu.
FUNKCE TOVÁRNÍ NASTAVENÍ
Funkce tovární nastavení slouží k nastavení výchozích parametrů řídící
elektroniky. Po použití této funkce se veškeré hodnoty automaticky nastaví na
hodnoty přednastavené od výrobce tak, jako u nového stroje.
Vypněte hlavní vypínač. Zmáčkněte a držte tlačítko SET.
OFF ON
Zapněte hlavní vypínač. Uvolněte tlačítko SET. Na displeji se zobrazují hodnoty
výchozího nastavení.
Řídící elektronika strojů PROCESSOR a SYNERGIC umožňuje svařování v nás-
ledujících režimech:
plynulý dvoutaktní a čtyřtaktní režim
bodování a pulsování ve dvoutaktním režimu
bodování a pulsování ve čtyřtaktním režimu
NASTAVENÍ REŽIMU SVAŘOVÁNÍ
Nastavení režimu svařování dvoutakt
Režim dvoutakt je nastaven, když je stroj zapnutý a nesvítí žádná LED, viz
obrázek.

- 9 -
Nastavení režimu dvoutakt BODOVÁNÍ
Stlačujte tlačítko FNC, až se rozsvítí LED BODOVÁNÍ, jako na obrázku.
Režim dvoutakt bodování je nastaven.
Nastavení režimu dvoutakt PULSOVÁNÍ
Stlačujte tlačítko FNC, až se rozsvítí LED PULSOVÁNÍ, jako na obrázku.
Režim dvoutakt pulsování je nastaven.
Nastavení času BODOVÁNÍ
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu času bodu 0,1-5 s.
Nastavení času PULSOVÁNÍ
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem nastavte požadovanou hodnotu času mezery mezi jednotli-
vými body 0,1-5 s.
Nastavení režimu svařování čtyřtakt
Stlačujte tlačítko FNC, až se rozsvítí LED vyznačená na obrázku.
Režim čtyřtakt je nastaven.
Nastavení režimu čtyřtakt BODOVÁNÍ
Stlačujte tlačítko FNC, až se rozsvítí dvě LED čtyřtakt a BODOVÁNÍ vyznačené
na obrázku.
Režim čtyřtakt bodování je nastaven.
Nastavení režimu čtyřtakt PULSOVÁNÍ
Stlačujte tlačítko FNC, až se rozsvítí dvě LED čtyřtakt a PULSOVÁNÍ vyznačené
na obrázku.
Režim čtyřtakt pulsování je nastaven.
FUNKCE MEM (JEN U STROJŮ PROCESSOR)
Funkce umožňuje zpětné vyvolání a zobrazení posledních svařovacích para-
metrů V a A po dobu cca 7 s.
Zmáčkněte tlačítko MEM
Na displeji se objeví po dobu 7 sec. poslední naměřené hodnoty svařovacího
napětí a proudu. Hodnoty lze opětovně vyvolávat.
FUNKCE SYNERGIC (JEN U STROJŮ SYNERGIC)
Funkce Synergic usnadňuje ovládání a nastavování svařovacích parametrů.
Jednoduchým nastavením typu plynu a průměru drátu obsluha určí typ prog-
ramu. Pro nastavení svařovacích parametrů pak již stačí jen jednoduché nas-
tavení napětí přepínačem a elektronika automaticky nastaví rychlost posuvu
drátu.
Zapnutí funkce SYNERGIC
Stiskněte tlačítko SYN, až se rozsvítí LED SYN a LED síly materiálu.
Funkce Synergic je zapnutá. Zobrazené hodnoty síly materiálu na obrázku jsou
informativní a nemusí odpovídat skutečnosti.
Zvolení programu - nastavení průměru drátu a typu plynu
Stlačujte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
.
Potenciometrem vyberte typ plynu, který hodláte použít - CO
2
nebo Ar (značí
MIX argonu a CO
2
plynu v poměru 18 CO
2
a zbytek Ar)
Mačkejte tlačítko SET, až se rozsvítí LED vyznačené na obrázku.
Potenciometrem vyberte průměr drátu SG2, který chcete použít - 0,6 - 0,8 - 1,0
mm.
Na horním displeji se zobrazí orientační síla materiálu, kterou je možné svařo-
vat dle aktuálního nastavení. Na dolním displeji se zobrazuje aktuální nasta-
vená rychlost posuvu drátu, která se automaticky mění s přepínáním poloh
přepínače napětí. Snižování, popřípadě zvyšování svařovacího výkonu nastaví-
te přepínačem napětí.
Vypnutí funkce SYNERGIC
Stiskněte tlačítko SYN. Dioda SYN a síla materiálu zhasne.

- 10 -
Funkce Synergic je vypnuta.
POZNÁMKA 1: Zobrazované hodnoty síly materiálu na displeji jsou pouze
orientační. Síla svařovaného materiálu se může lišit podle polohy svařování atd.
POZNÁMKA 2: Pro korekci parametrů posuvu drátu použijte potenciometr,
popřípadě UP/DOWN tlačítka dálkového ovládání.
POZNÁMKA 3: Parametry programu funkce synergic jsou navrženy pro pomě-
děný drát SG2. Pro správnou funkci synergických programů je nutné použít
kvalitní drát, ochranný plyn a svařovaný materiál.
POZNÁMKA 4: Pro správnou funkci synergického stoje je nutné dodržet pře-
depsané průměry bovdenů k průměru drátu, správný průvlak a ukostření
svařovaného materiálu (použijte svěrku přímo na svařovaný materiál), jinak
není zaručena správná funkce stroje. Dále je potřeba zajistit kvalitní napájení
sítě - 400 A, max. +/- 5%.
UKLÁDÁNÍ VLASTNÍCH PARAMETRŮ RYCHLOSTI POSUVU DRÁTU DO PAMĚTI
Funkce ukládání parametrů je v provozu jen při zapnuté funkci SYNERGIC.
1. Vyberte požadovanou rychlost posuvu drátu.
2. Zmáčkněte a držte tlačítko SYN a následně zmáčkněte tlačítko test plynu
(MEM).
držet současně
3. Uvolněte obě tlačítka - nové parametry jsou uloženy.
Tímto způsobem lze požadované parametry ukládat a přepisovat dle potřeby.
Uložený parametr se nastaví vždy ve stejné poloze přepínače napětí, kdy byl
parametr uložen.
NÁVRAT DO PŮVODNÍCH PARAMETRŮ NASTAVENÝCH OD VÝROBCE
Návrat do původních parametrů synergic nastavených od výrobce se provádí
opětovným zmáčknutím a přidržením tlačítka SYN a následným zmáčknutím
a uvolněním tlačítka zavádění drátu. Tímto způsobem lze vrátit jednotlivé
uložené parametry. Úplný návrat všech přednastavených hodnot do hodnot
nastavených od výrobce lze provést funkcí tovární nastavení.
FUNKCE LOGIC - JEN U STROJŮ PROCESSOR A SYNERGIC
Funkce LOGIC obsahuje soubor zjednodušujících a zpřehledňujících prvků zob-
razování nastavených a nastavovaných hodnot. Jelikož dva displeje zobrazují
několik odlišných parametrů je nutné zobrazování parametrů zjednodušit.
Funkce LOGIC právě takto pracuje - zpřehledňuje:
Horní display se rozsvítí jen v průběhu svařovacího procesu, kdy elektro-
nika měří a zobrazuje svařovací proud A (pokud není zapnut u strojů
Synergic režim SYNERGIC. V případě zapnutého režimu SYNERGIC u strojů
Synergic svítí display trvale, jen se mění zobrazované hodnoty). Po uply-
nutí doby cca 7 sec. displej opět automaticky zhasne. Tím elektronika
zvyšuje orientaci při čtení parametrů při nastavování.
Horní displej zobrazuje pouze svařovací proud. V případě zapnuté funkce
SYNERGIC (jen u strojů SYNERGIC) horní displej zobrazuje tloušťku mate-
riálu.
Spodní displej zobrazuje v průběhu svařování svařovací napětí a v prů-
běhu nastavování veškeré ostatní hodnoty - čas, rychlost atd.
LED SETTING přestane svítit jen v průběhu svařovacího procesu, kdy je
v činnosti digitální voltampérmetr.
LED SETTING svítí v průběhu svařování jen tehdy, když obsluha nastavuje
a mění rychlost posuvu drátu potenciometrem nebo dálkovým ovládáním
UP/DOWN. Jakmile obsluha přestane parametr nastavovat, LED SETTING
automaticky do 3 sec. zhasne a displej ukazuje hodnotu svařovacího
napětí.
Doporučené nastavení svařovacích parametrů viz. tabulky str. 56 až 60.
PRINCIP SVAŘOVÁNÍ MIG/MAG
Svařovací drát je veden z cívky do proudového průvlaku pomocí posuvných
kladek. Oblouk propojuje tavící se drátovou elektrodu se svařovaným
materiálem. Svařovací drát funguje jednak jako nosič oblouku a zároveň i jako
zdroj přídavného materiálu. Z mezikusu přitom proudí ochranný plyn, který
chrání oblouk i celý svár před účinky okolní atmosféry.
Obrázek č. 4
OCHRANNÉ PLYNY
PRINCIP NASTAVENÍ SVAŘOVACÍCH PARAMETRŮ
Pro orientační nastavení svářecího proudu a napětí metodami MIG/MAG od-
povídá empirický vztah U
2
= 14 + 0,05 x I
2
. Podle tohoto vztahu si můžeme určit
potřebné napětí. Při nastavení napětí musíme počítat s jeho poklesem při
zatížení svářením. Pokles napětí je cca 4,8 V na 100 A.
Nastavení svářecího proudu provádíme tak, že pro zvolené svářecí napětí do-
regulujeme požadovaný svářecí proud zvyšováním nebo snižováním rychlosti
podávání drátu, případně jemně doladíme napětí, až je svařovací oblouk sta-
bilní. K dosažení dobré kvality svárů a optimálního nastavení svařovacího
proudu je třeba, aby vzdálenost napájecího průvlaku od materiálu byla přibliž-
ně 10 x svařovacího drátu (obr. 4). Utopení průvlaku v plynové hubici by
nemělo přesáhnout 2 - 3 mm.
Svařovací režimy
Svařovací stroje pracují v těchto režimech:
plynule dvoutakt
plynule čtyřtakt
bodové svařování dvoutakt
pulsové svařování dvoutakt/čtyřtakt
DVOUTAKT
Proces se zapne pouhým zmáčknutím spínače hořáku. Při svařovacím procesu
se musí spínač stále držet. Pracovní proces se přeruší uvolněním spínače
hořáku.
1 - stisknutí a držení tlačítka hořáku
2 - uvolnění tlačítka hořáku
ČTYŘTAKT
Používá se při dlouhých svárech, při kterých svářeč nemusí neustále držet spí-
nač hořáku. Sepnutím spínače hořáku se spustí svařovací proces. Po jeho
uvolnění svařovací proces nadále trvá. Teprve po opětovném zmáčknutí
spínače hořáku se přeruší svářecí proces.
1 - 2 stisknutí a uvolnění tlačítka hořáku
3 - 4 opakované stisknutí a uvolnění tlačítka hořáku
BODOVÉ SVAŘOVÁNÍ
Používá se pro svařování jednotlivými krátkými body, jejichž délka se dá ply-
nule nastavovat na odpovídající hodnotu. Zmáčknutím spínače na hořáku se
spustí časový obvod, který spustí svařovací proces a po nastavené době ho
vypne. Po opětovném stisknutí tlačítka se celá činnost opakuje.
1-2
zahájení svařování
konec svařování
3-4
dofuk
svařovací proces
předfuk
Otvor pro ochranný plyn
Mezikus
Proudový průvlak
Svářecí oblouk
Kladky posuvu
Sv.elektroda
Plynová hubice
Ochranný plyn
Svařovaný materiál
1
zahájení svařování
konec svařování
2
svařovací proces
předfuk
dofuk
zahájení bod. svařování
konec bod. svařování
2
svařování po nastavenou dobu
1
předfuk
dofuk
Inertní plyny - metoda MIG
Aktivní plyny - metoda MAG
Argon (Ar)
Hélium (He)
Směsi He/Ar
Oxid uhličitý
Směsné plyny
Ar/CO
2
Ar/O
2
Ochranné plyny

- 11 -
1 - stisknutí a držení tlačítka hořáku
2 - uvolnění tlačítka hořáku
PULSOVÉ SVAŘOVÁNÍ
Používá se pro svařování krátkými body. Délka těchto bodů i délka prodlev se
dá plynule nastavovat. Zmáčknutím spínače hořáku se spustí časový obvod,
který spustí svářecí proces a po nastavené době ho vyp-ne. Po uplynutí
nastavené prodlevy se celý proces opakuje. K přerušení funkce je nutné uvolnit
spínač na svařovacím hořáku.
1 - stisknutí a držení tlačítka hořáku
2 - uvolnění tlačítka hořáku
Údržba
VAROVÁNÍ: Před tím, než provedete jakoukoli kontrolu uvnitř stroje, odpojte
jej od elektrické sítě.
Pravidelně odstraňujte nashromážděnou nečistotu a prach z vnitřní části
stroje za použití stlačeného vzduchu. Nesměrujte vzduchovou trysku přímo
na elektrické komponenty, mohlo by dojít k jejich poškození.
NÁHRADNÍ DÍLY
Originální náhradní díly byly speciálně navrženy pro naše zařízení. Použití
neoriginálních náhradních dílů může způsobit rozdílnosti ve výkonu nebo re-
dukovat předpokládanou úroveň bezpečnosti. Odmítáme převzít odpověd-
nost za použití neoriginálních náhradních dílů.
POSUV DRÁTU
Velkou péči je třeba věnovat podávacímu ústrojí, a to kladkám a prostoru kla-
dek. Při podávání drátu mezi kladkami dochází k otěru měděného povlaku
a k odpadávání drobných pilin, které jsou vnášeny do bovdenu a také zne-čisťují
vnitřní prostor podávacího ústrojí. Pravidelně odstraňujte nashromáž-děnou
nečistotu a prach z vnitřní části zásobníku drátu a podávacího ústrojí.
SVAŘOVACÍ HOŘÁK
Svařovací hořák je třeba pravidelně udržovat a včas vyměňovat opotřebo-vané
díly. Nejvíce namáhanými díly jsou proudový průvlak, plynová hubice, trubka
hořáku, bovden pro vedení drátu, hadicový kabel a tlačítko hořáku.
Proudový průvlak převádí svařovací proud do drátu a zároveň drát usměrňuje
k místu svařování. Má životnost 3 až 20 svařovacích hodin (podle údajů výrob-
ce), což závisí zejména na jakosti materiálu průvlaku (Cu nebo CuCr), na ja-kosti
a povrchové úpravě drátu a svařovacích parametrech. Výměna průvlaku se
doporučuje po opotřebení otvoru na 1,3 násobek průměru drátu. Při každé
montáži i výměně se doporučuje nastříkat průvlak separačním sprejem.
Plynová hubice přivádí plyn určený k ochraně oblouku a tavné lázně. Rozstřik
kovu zanáší hubici, proto je třeba ji pravidelně čistit, aby byl zabezpečen dob-
rý a rovnoměrný průtok a předešlo se zkratu mezi průvlakem a hubicí. Rych-
lost zanášení hubice závisí především na správném seřízení svařovacího pro-
cesu. Rozstřik kovu se snadněji odstraňuje po nastříkání plynové hubice sepa-
račním sprejem.
Po těchto opatřeních rozstřik částečně opadává, přesto je třeba jej každých 10
až 20 minut odstraňovat z prostoru mezi hubicí a průvlakem nekovovou tyčin-
kou mírným poklepem. Podle velikosti proudu a intenzity práce je potřeba 2x -
5x během směny plynovou hubici sejmout a důkladně ji očistit včetně kanál-ků
mezikusu, které slouží pro přívod plynu. S plynovou hubicí se nesmí silně klepat,
aby nedošlo k poškození izolační hmoty.
Mezikus je též vystavován účinkům rozstřiku a tepelnému namáhání. Jeho
životnost je 30-120 svařovacích hodin (dle údaje uvedeného výrobcem).
Intervaly výměny bovdenů jsou závislé na čistotě drátu a údržbě mecha-nismu
v podavači a na seřízení přítlaku kladek posuvu. Jednou týdně se má vyčistit
trichloretylenem a profouknout tlakovým vzduchem. V případě velké-ho
opotřebení nebo ucpání je třeba bovden vyměnit.
Upozornění na možné problémy a jejich odstranění
Přívodní šňůra a svařovací hořák jsou považovány za nejčastější příčiny prob-
lémů. V případě problémů postupujte následovně:
1. zkontrolujte hodnotu dodávaného napětí
2. zkontrolujte, zda je přívodní kabel dokonale připojen k vidlici a hlavnímu
vypínači
3. zkontrolujte, zda jsou pojistky nebo jistič v pořádku
4. zkontrolujte, zda následující části nejsou vadné:
hlavní vypínač rozvodné sítě
napájecí vidlice
hlavní vypínač stroje
5. zkontrolujte svařovací hořák a jeho části:
napájecí průvlak a jeho opotřebení
vodící bovden v hořáku
vzdálenost utopení průvlaku do hubice
POZNÁMKA: I přes Vaše technické dovednosti je nezbytné Vám doporučit
kontaktovat pro opravu stroje vyškolený personál a naše servisní technické
oddělení.
Objednání náhradních dílů
Pro bezproblémové objednání náhradních dílů uvádějte:
1. objednací číslo dílu
2. název dílu
3. typ stroje
4. napájecí napětí a kmitočet uvedený na výrobním štítku
5. výrobní číslo přístroje
Poskytnutí záruky
1. Záruční doba svařovacích strojů je stanovena na 24 měsíců od datumu
prodeje stroje kupujícímu. Lhůta záruky začíná běžet dnem předání stroje
kupujícímu, případně dnem možné dodávky. Záruční lhůta na svařovací
hořáky je 6 měsíců. Do záruční doby se nepočítá doba od uplatnění
oprávněné reklamace až do doby, kdy je stroj opraven.
2. Obsahem záruky je odpovědnost za to, že dodaný stroj má v době dodá-
ní a po dobu záruky bude mít vlastnosti stanovené závaznými technický-
mi podmínkami a normami.
3. Odpovědnost za vady, které se na stroji vyskytnou po jeho prodeji
v záruční lhůtě, spočívá v povinnosti bezplatného odstranění vady vý-
robcem stroje nebo servisní organizací pověřenou výrobcem stroje.
4. Podmínkou platnosti záruky je, aby byl svařovací stroj používán způso-
bem a k účelům, pro které je určen. Jako vady se neuznávají poškození
a mimořádná opotřebení, která vznikla nedostatenou péčí či zanedbá-
ním i zdánlivě bezvanamných vad.
Za vadu nelze například uznat:
Poškození transformátoru nebo usměrňovače vlivem nedostatečné
údržby svařovacího hořáku a následného zkratu mezi hubicí a prů-
vlakem.
Poškození elektromagnetického ventilku nečistotami vlivem nepou-
žívání plynového filtru.
Mechanické poškození svařovacího hořáku vlivem hrubého zachá-
zení atd.
Záruka se dále nevztahuje na poškození vlivem nesplněním povin-
ností majitele, jeho nezkušeností nebo sníženými schopnostmi,
nedodržením předpisů uvedených v návodu pro obsluhu a údržbu,
užíváním stroje k účelům, pro které není určen, přetěžováním stroje,
byť i přechodným.
Při údržbě a opravách stroje musí být výhradně používány originální díly
výrobce.
5. V záruční době nejsou dovoleny jakékoli úpravy nebo změny na stroji,
které mohou mít vliv na funkčnost jednotlivých součástí stroje. V opač-
ném případě nebude záruka uznána.
6. Nároky ze záruky musí být uplatněny neprodleně po zjištění výrobní vady
nebo materiálové vady a to u výrobce nebo prodejce.
7. Jestliže se při záruční opravě vymění vadný díl, přechází vlastnictví
vadného dílu na výrobce.
ZÁRUČNÍ SERVIS
1. Záruční servis může provádět jen servisní technik proškolený a pově-řený
výrobcem.
2. Před vykonáním záruční opravy je nutné provést kontrolu údajů o stroji:
datum prodeje, výrobní číslo, typ stroje. V případě, že údaje nejsou
v souladu s podmínkami pro uznání záruční opravy, např. prošlá záruční
doba, nesprávné používání výrobku v rozporu s návodem k použití atd.,
nejedná se o záruční opravu. V tomto případě veškeré náklady spojené
s opravou hradí zákazník.
3. Nedílnou součástí podkladů pro uznání záruky je řádně vyplněný záruční
list a reklamační protokol.
V případě opakovaní stejné závady na jednom stoji a stejném dílu je nutná
konzultace se servisním technikem výrobce.
předfuk
dofuk
zahájení puls. svařování
konec puls. svařování
2
prodlevy
a
svařování
ní
1

- 12 -
S L O V E N S K Y
Obsah
Úvod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Popis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Technické údaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Prevedenie strojov . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Obmedzenie použitia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Bezpečnostné pokyny . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Inštalácia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Vybavenie stroja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Pripojenie k elektrickej sieti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Ovládacie prvky . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Pripojenie zváracieho horáku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Zavedenie drôtu a nastavenie prietoku plynu . . . . . . . . . . . . . . . . . . . . . . . 17
Nastavenie zváracích parametrov . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Zváracie režimy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Údržba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Upozornenie na možné problémy a ich odstránenie . . . . . . . . . . . . . . . . . 21
Objednanie náhradných dielov . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Poskytnuté záruky . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Použité grafické symboly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Grafické symboly na výrobnom štítku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
Doporučené nastavenie zvár. parametrov . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Elektrotechnické schéma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Zoznam náhradných dielov . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Náhradné diely posuvu drôtu a zoznam kladiek . . . . . . . . . . . . . . . . . . . . . 70
Príručka pre odstránenie závad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Záručný list . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
Úvod
Vážený zákazník, ďakujeme Vám za dôveru, ktorú ste nám prejavili zakúpe-
ním nášho výrobku.
Pred uvedením do prevádzky si prosím dôkladne prečí-
tajte všetky pokyny uvedené v tomto návode.
Pre zabezpečenie optimálneho a dlhodobého používania zariadenia prísne
dodržiavajte tu uvedené inštrukcie na použitie a údržbu. Vo Vašom záujme
Vám odporúčame, aby ste údržbu a prípadné opravy zverili našej servisnej
organizácii, pretože má príslušné vybavenie a špeciálne vyškolený personál.
Všetky naše zdroje a zariadenia sú predmetom dlhodobého vývoja. Preto si
vyhradzujeme právo upravovať ich konštrukciu a vybavenie.
Popis
305, 309, 405, 3000, 3500 a 4100 sú profesionálne zváracie stroje určené k
zváraniu metódami MIG (Metal Inert Gas) a MAG (Metal Active Gas). Sú to
zdroje zváracieho prúdu s plochou charakteristikou. Jedná sa o zváranie
v ochrannej atmosfére aktívnych a netečených plynov, kedy prídavný materiál
je v podobe „nekonečného“ drôtu podávaný do zváracej kúpele posuvom
drôtu. Tieto metódy sú veľmi produktívne, zvlášť vhodné pre spoje
konštrukčných ocelí, nízkolegovaných ocelí, hliníku a jeho zliatin.
Stroje sú riešené ako pojazdné súpravy, líšiace sa od sebe navzájom výkonom
a výbavou. Zdroj zváracieho prúdu, zásobník drôtu a posuv drôtu sú v jedinej
kompaktnej plechovej skrini s dvoma pevnými a dvoma otočnými kolami.
Stroje sú určené k zváraniu tenkých a stredných síl materiálu pri použití drôtu
od priemeru 0,6 do 1,2 mm. Štandardné vybavenie stroja je uvedené v kapi-
tole „Vybavenie stroja“. Zváracie stroje sú v súlade s príslušnými normami
a nariadeniami Európskej Únie a Slovenskej republiky.
Prevedenie strojov
Stroje 305, 309, 405, 3000, 3500 a 4100 sú dodávané v nasledujúcom
prevedení:
Analogóvé prevedenie STANDARD
Tabuľka č 1
Technická dáta
305
309
405
3000
3500
4100
Vstupné napätie 50 Hz
V
3 x 400
3 x 400
3 x 400
3 x 400
3 x 400
3 x 400
Rozsah zváracieho prúdu
A
30 - 280
30 - 250
30 - 350
30 - 250
30 - 280
50 - 350
Napätie naprázdno
V
17 - 38
17,7 - 39,2
18 - 40
17,7 - 39,2
19,2 - 41,9
22 - 51
Počet reg. stupňov
20
10
40
10
20
40
Zaťažovateľ 30%
A
280
250
350
250 (45%)
280 (40%)
350 (35%)
Zaťažovateľ 60%
A
260
200
300
210
270
280
Zaťažovateľ 100%
A
220
170
260
190 (pri 40°C)
235 (pri 40°C)
240 (pri 40°C)
Sieťový prúď/príkon 60%
A / kVA
12,3 / 8,6
9,5 / 6,6
15,3 / 10,6
9,6 / 7
14,8 / 10,6
17,3 / 12,8
Istenie - pomalé, char. D
A
25
16
25
16
25
25
Vinutie
Cu
Cu / Al
Cu
Cu / Al
Cu / Al
Cu / Al
Posuv drôtu
2-kladka
2-kladka
4-kladka
4-kladka
4-kladka
4-kladka
Digitální voltampérmeter
ano
jen PROC.
ano
jen PROC.
ano
ano
Štand. osadené kladkou
1,0-1,2
0,8-1,0
1,0-1,2
0,8-1,0
1,0-1,2
1,0-1,2
Rýchlosť podávania drôtu
1-25 m/min STANDARD; 0,5-20 m/min PROCESSOR a SYNERGIC
Priemer drôtu - oceľ, nerez
- hliník
- trubička
0,6-1,2
0,8-1,2
0,8-1,2
0,6-1,2
0,8-1,2
-
0,6-1,2
1,0-1,2
0,8-1,2
0,6-1,2
0,8-1,2
0,8-1,2
0,6-1,2
0,8-1,2
0,8-1,2
0,6-1,2
1,0-1,2
0,8-1,2
Krytie
IP 21S
IP 21S
IP 21S
IP 21S
IP 21S
IP 21S
Trieda izolácie
F
F
F
F, H
F, H
F, H
Normy
EN 60974-1, EN 60974-5, EN 60974-10
Rozmery DxŠxV
mm
806x490x822
782x490x738
806x490x822
902x510x890
902x510x890
902x510x890
Hmotnosť
kg
93
68
101
75
88
94

- 13 -
Jednoduché a spoľahlivé ovládanie stroja. Ovládanie je prevedené jedným
potenciometrom posuvu drôtu a dvoma ďalšími potenciometrami s vypína-
čom, ktorými sa zapínajú a nastavujú funkcie bodovania, pulzovania a štvor-
taktu. Tieto varianty sa štandardne nevybavujú digitálnym voltampérmetrom
(len pristrojoch 305, 405, 3500 a 4100).
Digitálne prevedenie PROCESSOR
Jednoducho riešené ovládanie všetkých funkcií pre zváranie metódami MIG/
MAG. Jednoduché ovládanie a nastavovanie všetkých hodnôt sa prevádza jed-
ným potenciometrom a dvomi tlačidlami. K jednoduchosti ovládania prispieva
funkcia LOGIC. Stroje s týmto ovládaním sú vybavené digitálnym voltampér-
metrom s pamäťou. Jednoducho riešené ovládanie umožňuje nastavenie hod-
nôt predfuku/dofuku plynu, funkcie SOFT START, dohorenie drôtu, bodovanie
a pulzovanie. Ovládanie umožňuje nastavenie dvojtaktného a štvortaktného
režimu. Progresívne zavedenie drôtu umožňuje jeho bezproblémové zavede-
nie. Elektronická regulácie rýchlosti posuvu drôtu disponuje spätnoväzobnou
reguláciou posuvu drôtu, ktorá zaisťuje konštantnú nastavenú rýchlosť posu-
vu.
Synergické prevedenie SYNERGIC (mimo 3000, 3500, 4100)
Výrazne zjednodušuje nastavovanie zváracích parametrov. Jednoduchým nas-
tavením priemeru zváracieho drôtu a použitého ochranného plynu obsluha určí
typ programu. Ďalej už stačí len jednoduché nastavenie napätia prepína-čom a
ovládacia jednotka SYNERGIC vyberie najvhodnejší parameter rýchlosti po-
suvu drôtu. K jednoduchému ovládaniu a nastavovaniu všetkých hodnôt slúži
jeden potenciometer a dve tlačidlá. K jednoduchosti ovládania prispieva
funkcia LOGIC. Stroje s týmto ovládaním sú štandardne vybavené digitálnym
volt-ampérmetrom s pamäťou. Jednoducho riešené ovládanie umožňuje
nastavenie hodnôt predfuku/dofuku plynu, funkcie SOFT START, dohorenie
drôtu, bodovanie a pulzovanie. Ovládanie umožňuje nastavenie dvojtaktného
a štvortaktného režimu. Progresívne zavedenie drôtu umožňuje jeho
bezproblémové zavedenie. Elektronická regulácia rýchlosti posuvu drôtu
disponuje spätnoväzobnou reguláciou posuvu drôtu, ktorá zaisťuje konštantnú
nastavenú rýchlosť posuvu.
Obmedzenie použitia
(EN 60974-1, -10)
Použitie zváračky je typicky prerušované, keď sa využíva najefektívnejšia pra-
covná doba pre zváranie a doba kľudu pre umiestnenie zváraných častí, príp-
ravných operácií a pod. Tieto zváracie stroje sú skonštruované úplne bezpeč-
ne na zaťaženie max. 250 A, 280 A a 350 A nominálneho prúdu po dobu práce
30%, resp. 35%, 40% z celkovej doby užívania. Norma uvádza dobu zaťaženia v
10 minútovom cykle. Za 20% pracovný cyklus zaťažovania sa považujú 2 minúty
z desať minútového časového úseku. Ak je povolený pracovný cyklus
prekročený, bude termostatom zvárací proces prerušený v dôsledku
nebezpečného prehriatia, v záujme ochrany komponentov zváračky. Toto je
indikované rozsvietením žltého svetla na prednom ovládacom panely stroja
(obr. 1A poz. 4) - iba v prevedení STANDARD. V prevedení PROCESSOR
a SYNERGIC sa na displeji zobrazí ERR. Po niekoľkých minútach, keď dôjde
k ochladeniu zdroja a signálne svetlo sa vypne, zdroj je pripravený na opä-tovné
použitie. Stroje sú konštruované v súlade s ochrannou krytom IP 21S.
Bezpečnostné pokyny
Zváracie stroje musia byť používané výhradne na zváranie a nie na iné nezod-
povedajúce použitie. V žiadnom prípade nesmie byť stroj použitý pre rozmra-
zovanie trubiek. Nikdy nepoužívajte zvárací stroj s odstránenými krytmi.
Odstránením krytov sa znižuje účinnosť chladenia a môže dôjsť k poškodeniu
stroja. Dodávateľ v tomto prípade nepreberá zodpovednosť za vzniknutú ško-
du a nie je možné z tohto dôvodu uplatniť nárok na záručnú opravu.
Ich obsluha je povolená iba vyškoleným a skúseným osobám. Užívateľ musí
dodržiavať všetky predpisy o bezpečnosti práce a predcházanie úrazov, aby
bola zaistená jeho bezpečnosť aj bezpečnosť tretej strany. Pracovník musí byť
vyškolený v súlade s požiadavkami na vykonávanie zvarového spoja.
BEZPEČNOSTNÉ POKYNY PRE OBSLUHU:
Prevádzkovateľ je povinný nechať aspoň raz za 12 mesiacov vykonať revíziu
prevádzkovej bezpečnosti prístroja. Rovnaký interval je odporúčaný pre
kalibráciu zváracích strojov. Revízia vykonávaná oprávneným revíznym
technikom je okrem iného predpísaná: po vykonanej zmene, prestavbe,
oprave, údržbe, atď. Pri týchto bezpečnostných skúškach je nutné rešpektovať
národné a medzinárodné predpisy.
DODRŽUJTE VŠEOBECNÉ PROTIPOŽIARNE PREDPISY!
Dodržujte všeobecné protipožiarne predpisy pri súčasnom rešpektovaní
miestnych špecifických podmienok. Zváranie je špecifikované vždy ako činnosť
s rizikom požiaru. Zváranie v miestach s horľavými alebo s výbušnými mate-
riálmi je prísne zakázané.
Na zváracom stanovišti musí byť vždy hasiaci prístroje. POZOR! Iskry môžu
spôsobiť zapálenie mnoho hodín po ukončení zvárania predovšetkým na nep-
rístupných miestach.
Po ukončení zvárania nechajte stroj minimálne 10 minút dochladiť. Pokiaľ ne-
dôjde k dochladeniu stroja, dochádza vnútri k veľkému nárastu teploty, ktorá
môže poškodiť výkonové prvky.
BEZPEČNOSŤ PRÁCE PRI ZVÁRANÍ KOVU OBSAHUJÚCICH OLOVO, KAD-MIUM,
ZINOK, ORTUŤ A BERÝLIUM
Učiňte zvláštne opatrenia, pokiaľ zvárate materiály, ktoré obsahujú tieto
kovy.
V nádržiach na plyn, oleje, pohonné hmoty atd. (i prázdnych) neprevád-
zajte zváračské práce, lebo hrozí nebezpečenstvo výbuchu. Zváranie je
možné prevádzať iba podľa zvláštnych predpisov!
V priestoroch s nebezpečenstvom výbuchu platia zvláštne predpisy.
PREVENCIA PRED ÚRAZOM ELEKTRICKÝM PRÚDOM
Neopravujte zdroj v prevádzke, resp. ak je zapojený do el.
siete.
Pred akoukoľvek údržbou alebo opravou vypnite zdroj z el.
siete.
Uistite sa, že je zdroj správne uzemnený.
Zváracie zdroje musí obsluhovať a prevádzkovať kvalifikovaný personál.
Všetky pripojenia musia byť v súlade s platnými predpismi a normami
vrátane EN 60974-1 a zákonmi zabraňujúcimi úrazom.
Nezvárajte vo vlhkom prostredí alebo pri daždi.
Nezvárajte s opotrebovanými alebo poškodenými zváracími káblami. Vždy
kontrolujte zvárací horák, zváracie a napájacie káble a uistite sa, že ich
izolácia nie je poškodená alebo nie sú vodiče voľné v spojoch.
Nezvárajte so zváracím horákom a so zváracími a napájacími káblami,
ktoré majú nedostatočný prierez.
Zastavte zváranie, ak sú horák alebo káble prehriate, zabránite tak rých-
lemu opotrebeniu ich izolácie.
Nikdy sa nedotýkajte nabitých častí el. obvodu. Po použití opatrne odpoj-
te zvárací horák od zdroja a zabráňte kontaktu s uzemnenými časťami.

- 14 -
SPLODINY A PLYNY PRI ZVÁRANÍ
Zaistite čistotu pracovnej plochy a odvetrávanie všetkých
plynov vytváraných počas zvárania, hlavne v uzavretých
priestoroch.
Umiestnite zvárací zdroj do dobre vetraných priestorov.
Odstráňte všetok lak, nečistoty a mastnoty, ktoré pokrývajú časti určené
na zváranie do takej miery, aby sa zabránilo uvoľňovaniu toxických ply-
nov.
Nezvárajte v miestach, kde je podozrenie z úniku zemného či iných
výbušných plynov alebo blízko pri spaľovacích motoroch.
Nepribližujte zváracie zariadenie k vaniam určeným pre odstraňovanie
mastnoty, kde sa používajú horľavé látky a vyskytujú sa výpary trichloret-
hylénu alebo iných zlúčenín chlóru, ktoré obsahujú uhľovodíky používané
ako rozpúšťadlá, pretože zvárací oblúk a ním produkované ultrafialové
žiarenie s týmito výparmi reagujú a vytvárajú vysoko toxické plyny.
OCHRANA PRED ŽIARENÍM, POPÁLENINAMI A HLUKOM
Nikdy nepoužívajte rozbité alebo inak poškodené ochranné
zváračské kukly.
Chráňte svoje oči špeciálnou zváracou kuklou vybavenou
ochranným tmavým sklom (ochranný stupeň DIN 9-14).
Na zabezpečenie ochrany tmavého ochranného skla pred rozstrekom
zvarového kovu umiestnite pred tmavé sklo číre sklo rovnakých rozme-
rov.
Nepozerajte na zvárací oblúk bez vhodného ochranného štítu alebo kukly.
Nezačnite zvárať, pokiaľ sa nepresvedčíte, že všetky osoby vo vašej blíz-
kosti sú vhodne chránené pred ultrafialovým žiarením produkovaným
zváracím oblúkom.
Ihneď vymeňte nevyhovujúce, alebo poškodené ochranné tmavé sklo.
Vždy používajte vhodný ochranný odev, vhodnú pracovnú obuv, ochran-
nú zváračskú kuklu a kožené zváračské rukavice, aby ste zabránili popá-
leninám a odreninám pri manipulácii s materiálom.
Používajte ochranné slúchadla alebo tlmiče do uší.
POZOR, TOČIACE SA OZUBENÉ SÚKOLIE
S posuvom drôtu manipulujte veľmi opatrne a iba, pokiaľ je
stroj vypnutý.
Pri manipulácii s posuvom nikdy nepoužívajte ochranné ru-
kavice, hrozí zachytenie súkolím.
ZABRÁNENIE POŽIARU A EXPLÓZII
Odstráňte z pracovného prostredia všetky horľaviny.
Nezvárajte v blízkosti horľavých materiálov či tekutín alebo
v prostredí s výbušnými plynmi.
Nenoste oblečenie impregnované olejom a mastnotou,
pretože by iskry mohli spôsobiť požiar.
Nezvárajte materiály, ktoré obsahovali horľavé substancie alebo také
látky, ktoré po zahriatí vytvárajú toxické alebo horľavé pary.
Nezvárajte predtým, než sa uistíte, aké substancie zváraný predmet
obsahoval. Dokonca nepatrné stopy horľavého plynu alebo tekutiny môžu
spôsobiť explóziu.
Nikdy nepoužívajte kyslík na vyfúkavanie kontajnerov.
Majte blízko vášho pracoviska hasiaci prístroj.
Vyvarujte sa zváraniu v priestoroch a rozsiahlych dutinách, kde by sa
mohol vyskytovať zemný či iný výbušný plyn.
Nikdy nepoužívajte v zváracom horáku kyslík, ale vždy iba inertné plyny
a ich zmesi.
NEBEZPEČENSTVO SPOJENÉ S ELEKTROMAGNETICKÝM PO-
ĽOM
Elektromagnetické pole vytvárané zdrojom pri zváraní mô-
že byť nebezpečné ľuďom s kardiostimulátormi, pomôcka-
mi pre nepočujúcich a s podobnými zariadeniami. Títo ľudia
musia priblí-ženie sa k zapojenému prístroju konzultovať so svojím
lekárom.
Nepribližujte k zváraciemu zdroju hodinky, nosiče magnetických dát
a pod., pokiaľ je v prevádzke. Mohlo by dôjsť v dôsledku pôsobenia
magnetického poľa k trvalému poškodeniu týchto prístrojov.
Zváracie zdroje sú vyrobené v zhode s ochrannými požiadavkami stano-
venými smernicami o elektromagnetickej kompatibilite (EMC). Zvárací
stroj je z hľadiska odrušenia určený pre priemyselné priestory.
Predpokladá sa ich široké použitie vo všetkých priemyselných oblastiach,
ale nie je pre domáce použitie! V prípade použitia v iných priestoroch než
priemyselných, sa môžu vyskytnúť rušenia a poruchy ktoré bude potrebné
riešiť zvláštnymi opatreniami (viď. EN 60974-10). Ak dôjde k elektro-
magnetickým poruchám, je povinnosťou užívateľa danú situáciu vyriešiť.
UPOZORNENIE:
Toto zariadenie nie je určené pre používanie v obytných priestoroch, kde je
elektrická energia dodávaná nízkonapäťovým systémom. Môžu sa tu vyskytnú
problémy so zaistením elektromagnetickej kompatibility v týchto priestoroch,
spôsobené rušením šíreným vedením rovnako ako vyžarovaným rušením.
MANIPULÁCIA
Stroj je opatrený držiakom pre ľahkú manipuláciu.
V žiadnom prípade nesmie byť tento držiak použitý pre
manipuláciu na žeriave alebo zdvíhacom zariadení!
Pre dvíhanie na žeriave je u týchto strojov spevnená dolná časť rámu pod
ktorou sa dajú pretiahnuť viazacie prostriedky.
SUROVINY A ODPAD
Tieto zdroje sú vyrobené z materiálov, ktoré neobsahujú
toxické alebo jedovaté látky pre užívateľa.
Počas likvidačnej fázy by mal byť prístroj rozložený a jeho
jednotlivé komponenty sú buď ekologicky zlikvidované alebo použité pre
ďalšie spracovanie.
LIKVIDÁCIA POUŽITÉHO ZARIADENIA
Pri likvidácii vyradeného zariadenia využite zberných miest
určených k odberu použitého elektrozariadenia.
Použité zariadenie nevhadzujte do bežného odpadu a pou-
žite postup uvedený vyššie.
MANIPULÁCIA A USKLADNENIE STLAČENÝCH PLYNOV
Vždy sa vyhnite kontaktu medzi zváracími káblami prenáša-
júcimi zvárací prúd a fľašami so stlačeným plynom a ich us-
kladňovacími zariadeniami.
Vždy uzatvárajte ventily na fľašiach so stlačeným plynom, ak ich práve
nebudete používať.
Ventily na fľaši inertného plynu počas používania by mali byť úplne
otvorené.
Pri manipulácií s fľašou stlačeného plynu pracujte so zvýšenou opatrnos-
ťou, aby sa predišlo poškodeniu zariadenia alebo úrazu.
Nepokúšajte sa plniť fľaše stlačeným plynom, vždy používajte príslušné
regulátory a tlakové redukcie.
UMIESTENIE STROJA
Pri výbere pozície pre umiestenie stroja dajte pozor, aby nemohlo dochádzať
k vniknutiu vodivých nečistôt do stroja (napríklad odlietajúce častice od brus-
ného nástroja).
Inštalácia
Miesto inštalácie pre zváracie zdroje by malo byť starostlivo zvážené, aby bola
zaistená bezpečná a po všetkých stránkach vyhovujúca prevádzka. Užívateľ je
zodpovedný za inštaláciu a používanie zariadenia v súlade s inštrukciami vý-
robcu uvedenými v tomto návode. Výrobca neručí za škody spôsobené neod-
borným používaním a obsluhou. Zdroje je potrebné chrániť pred vlhkom
a dažďom, mechanickým poškodením, prievanom a prípadnou ventiláciou
susedných zdrojov, nadmerným preťažovaním a hrubým zaobchádzaním. Pred
inštaláciou zariadenia by mal užívateľ zvážiť možné elektromagnetické
problémy na pracovisku. Odporúčame, aby ste sa vyhli inštalácii zváracieho
zdroja blízko:
signálnych, kontrolných a telefónnych káblov
rádiových a televíznych prenášačov a prijímačov
počítačov, kontrolných a meracích zariadení
bezpečnostných a ochranných zariadení
Osoby s kardiostimulátormi, pomôckami pre nepočujúcich a podobne, musia
konzultovať prístup k zariadeniu v prevádzke so svojím lekárom. Pri inštalácii
zariadenia musí byť životné prostredie v súlade s ochrannou úrovňou IP 21S.
Tieto zdroje sú chladené prostredníctvom cirkulácie vzduchu a musia byť preto
umiestnené na takom mieste, kde nimi môže vzduch ľahko prúdiť.
Tabuľka 2
305
309
405
3000
3500
4100
I Max
280 A (30%)
250 A (30%)
350 A (30%)
250 A (45%)
280 A (40%)
350 A (35%)
Inštalovaný výkon
9,9 kVA
9,2 kVA
13,5 kVA
6,6 kVA
7,8 kVA
11 kVA
Istenie prívodu pomalé, charakteristika D
25 A
16 A
25 A
16 A
25 A
25 A
Napájací prívodný kábel - prierez
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
4 x 2,5 mm
2
Zemniací kábel - prierez
35 mm
2
35 mm
2
70 mm
2
35 mm
2
35 mm
2
50 mm
2
Zvárací horák
KTB 25
KTB 25/36
KTB 36
KTB 25/36
KTB 25/36
KTB 36

- 15 -
Vybavenie stroja
Stroje sú štandardne vybavené:
zemniací kábel dĺžky 3 m so svorkou
hadička pre pripojenie plynu
kladka pre drôt o priemeroch 1,0 a 1,2 mm
sprievodná dokumentácia
redukcie pre drôt 5 kg a 18 kg
náhradná poistka zdroja ohrevu plynu
náhradná poistka riadiacej elektroniky
funkciami dvojtaktu a štvortaktu
režimy bodovania a pomalého pulzovania
dvoj/štvor kladkový podávač drôtu
Zvláštne príslušenstvo na objednanie:
zvárací horák dĺžky 3, 4 a 5 m
redukčné ventily na CO
2
, alebo zmesné plyny Argónu
štvor kladkový podávač drôtu
náhradné diely zváracieho horáku
zemniací kábel dĺžky 4 alebo 5 m
náhradné kladky pre rôzne priemery drôtu (napr. 0,8 a 1,0 mm)
Pripojenie k elektrickej sieti
Pred pripojením zváračky k el. napájacej sieti sa uistite, že hodnota napätia a
frekvencie v sieti zodpovedá napätiu na výrobnom štítku prístroja a či je
hlavný vypínač zváračky v pozícii „0“. Používajte iba originálnu zástrčku zdro-
jov na pripojenie k el. sieti. Zváracie stroje sú konštruované pre pripojenie
k sieti TN-C-S. Sú dodané s 5-kolíkovou vidlicou. Stredný vodič nie je u týchto
strojov použitý. Prípadnú výmenu vidlice môže prevádzať iba osoba s elektro-
technickou kvalifikáciou. Ak chcete zástrčku vymeniť, postupujte podľa
nasledujúcich inštrukcií:
pre pripojenie prístroja k sieti sú nutné 4 prívodné vodiče
3fázové vodiče, pričom nezáleží na poradí pripojení fáz
štvrtý, žlto-zelený vodič je použitý pre pripojenie ochranného vodiča
Pripojte normalizovanú vidlicu vhodnej hodnoty zaťaženia k prívodnému ká-
blu. Majte istenú elektrickú zásuvku poistkami alebo automatickým ističom.
TABUĽKA č. 2 ukazuje doporučené hodnoty istenia vstupného prívodu pri max.
nominálnom zaťažení stroja.
POZNÁMKA: Ľubovoľné predlženie káblu vedenia musí mať odpovedajúci
prierez káblu a zásadne nie s menším priemerom než je originálny kábel
dodávaný s prístrojom.
Ovládacie prvky (305, 405)
OBRÁZOK 1A
Pozícia 1 Hlavný vypínač. V pozícii „0“ je zdroj zváracieho prúdu vypnutý.
Pozícia 2 10-polohový prepínač napätia jemný.
Pozícia 3 Dvoj- respektíve štvor- polohový prepínač napätia hrubý.
Pozícia 4 Žltá kontrolka prehriatia. Keď sa rozsvieti, znamená to, že sa zapo-
jila funkcia odpojenia pri prehriatí, pretože limit pracovného cyklu
bol prekročený. Počkajte niekoľko minúť, hneď ako kontrolka zha-
sne môžete začať zvárať. U stroja PROCESOR a SYNERGIC sa na
displeji zobrazí Err.
Pozícia 5 Potenciometer nastavenia rýchlosti podávania drôtu.
Pozícia 6 Vypínač funkcie BODOVANIE s potenciometrom nastavenia dĺžky
bodu.
Pozícia 7 Vypínač funkcie STEHOVANIE s potenciometrom nastavenie dĺžky
stehovania medzi jednotlivými bodmi - pomalé pulzy.
Pozícia 8 EURO konektor pre pripojenie zváracieho horáku.
Pozícia 9 Rýchlospojky vývodov tlmivky. Slúži pre nastavenie dynamických
vlastností zdroja zváracieho prúdu.
Pozícia 10 Svorkovnica zdroja napätia pre predehrev redukč. ventilu 42 V AC.
Pozícia 11 Prívodný kábel s vidlicou.
Pozícia 17 Elektromagnetický plynový ventil.
Pozícia 30 Potenciometre nastavenia param.:
Predfuk - nastavenie časového intervalu predfuku plynu pred
začiatkom zváracieho procesu
Dohorenie - nastavenie časového intervalu dohorenia drôtu
Dofuk - nastavenie časového intervalu dofuku plynu po skončení
zvárania
Výlet - približovacia rýchlosť drôtu pred zapálením el. oblúka.
OBRÁZOK 2A
Pozícia 12 Navádzacia trubička EURO konektoru.
Pozícia 13 Podávač drôtu.
Pozícia 14 Navádzací bovden drôtu.
Pozícia 15 Držiak cievky drôtu s brzdou.
Pozícia 16 Adaptér cievky drôtu.
Ovládacie prvky (309)
OBRÁZOK 1B
Pozícia 1 10-polohový prepínač napätia.
Obr. 1A Obr. 2A
Obr. 1B Obr. 2B

- 16 -
Pozícia 2 Hlavný vypínač. V pozícii „0“ je zdroj zváracieho prúdu vypnutý.
Pozícia 3 EURO konektor pre pripojenie zváracieho horáku.
Pozícia 4 Rýchlospojka zemniaceho kábla.
Pozícia 5 Potenciometer pre nastavenie rýchlosti posuvu drôtu.
Pozícia 6 Vstup plynu do zváracieho stroja.
Pozícia 7 Svorkovnica zdroja napätia pre ohrev plynu 24 V AC.
OBRÁZOK 2B
Pozícia 8 Adaptér cievky drôtu.
Pozícia 9 Držiak cievky drôtu s brzdou.
Pozícia 10 Navádzací bovden drôtu.
Pozícia 11 Navádzacia trubička EURO konektoru.
Ovládacie prvky (3500, 4100)
OBRÁZEK 1C
Pozícia 1 2- respektíve 4- polohový prepínač napätí hrubo.
Pozícia 2 10-polohový prepínač napätí jemne.
Pozícia 3 Vypínač funkcie BODOVANÍ s potenciometrom nastavenia dĺžky
bodu.
Pozícia 4 Hlavní vypínač. V pozícii „0“ je zdroj zváracieho prúdu vypnúť.
Pozícia 5 Rýchlospojka zemniaceho kábla.
Pozícia 6 Potenciometer nastavenia rýchlosti podávania drôtu.
Pozícia 7 Vypínač funkcie PRODLEVY s potenciometrom nastavenia dĺžky
prodlevy medzi jednotlivými bodmi, pomalé pulzy.
Pozícia 8 EURO konektor pre pripojení zváracieho horáku.
Pozícia 9 Digitálny ukazateľ prúdu a napätí (3500 a 4100).
Ovládací prvky (3000)
OBRÁZOK 1D
Pozícia 1 10-polohový prepínač napätí jemne.
Pozícia 2 Hlavní vypínač. V pozícii „0“ je zdroj zváracieho prúdu vypnúť.
Pozícia 3 Vypínač funkcie BODOVANÍ s potenciometrom nastavenia dĺžky
bodu.
Pozícia 4 Rýchlospojka zemniaceho kábla.
Pozícia 5 Potenciometer nastavenia rýchlosti podávania drôtu.
Pozícia 6 Vypínač funkcie PRODLEVY s potenciometrom nastavenia dĺžky
prodlevy medzi jednotlivými bodmi, pomalé pulzy. Zároveň vypínač
funkcie dvojtaktu a štvortaktu (vypínač pozície 3 musí byť vypnutý).
Pozícia 7 EURO konektor pre pripojení zváracieho horáku.
DIGITÁLNE OVLÁDANIE PANELU PROCESSOR
OBRÁZOK E
Pozícia 1 Potenciometer nastavenia parametrov.
Pozícia 2 Tlačidlo TEST PLYNU.
Pozícia 3 LED signalizujúca výber nastavenia predfuku plynu.
Pozícia 4 LED signalizujúca výber nastavenia doby nábehu rýchlosti zvára-
cieho drôtu.
Pozícia 5 Tlačidlo SET - umožňuje výber parametrov nastavenia.
Pozícia 6 LED signalizujúca zapnutie funkcie pulzácie.
Pozícia 7 Tlačidlo režimu zváranie - umožňuje zapnutie a vypnutie režimu
dvojtakt, štvortakt, bodovanie a pulzovanie.
Pozícia 8 LED signalizujúca režim bodovanie.
Pozícia 9 LED signalizujúca režim štvorakt.
Pozícia 10 Tlačidlo MEM umožňujúce vyvolanie posledných nameraných
hodnôt napätia a zváracieho prúdu.
Pozícia 11 Displej zváracieho prúdu.
Pozícia 12 Displej zobrazujúci zváracie napätie a hodnoty pri svietiacej LED
SETTING. Sú to hodnoty rýchlosti posuvu drôtu, predfuku atd.
Pozícia 13 LED SETTING, ktorá svieti len pri nastavovaní parametrov: rýchlosť
posuvu drôtu, nábehu drôtu, predfuku a dofuku plynu, čas bodu a
pulzácie, dohorenie drôtu.
Pozícia 14 LED znázorňujúca výber nastavenia rýchlosti posuvu zváracieho
drôtu.
Pozícia 15 LED znázorňujúca výber nastavenia času bodu.
Pozícia 16 LED signalizujúca výber nastavenia času dohorenia.
Pozícia 17 LED signalizujúca výber nastavenia času dofuku plynu.
Pozícia 18 LED signalizujúca výber nastavenia času pulzácie.
Pozícia 19 Tlačidlo zavedenie drôtu.
DIGITÁLNE OVLÁDANIE PANELU SYNERGIC
Obrázok E
Obrázok F
Obrázek 1C
Obrázok 1D

- 17 -
OBRÁZOK F
Pozícia 1 Potenciometer nastavenia parametrov.
Pozícia 2 Tlačidlo TEST PLYNU.
Pozícia 3 LED signalizujúca výber nastavenia predfuku plynu.
Pozícia 4 LED znázorňujúca výber nastavenia doby nábehu rýchlosti zvára-
cieho drôtu.
Pozícia 5 Tlačidlo SET - umožňuje výber parametrov nastavenia.
Pozícia 6 LED znázorňujúca zapnutie funkcie pulzácie.
Pozícia 7 Tlačidlo režimu zváranie - umožňuje zapnutie a vypnutie režimu
dvojtakt, štvortakt, bodovanie a pulzovanie.
Pozícia 8 LED znázorňujúca režim bodovanie.
Pozícia 9 LED znázorňujúca režim štvortakt.
Pozícia 10 Tlačidlo zapnutie a vypnutie funkcie SYNERGIC.
Pozícia 11 LED znázorňujúca zapnutie funkcie SYNERGIC.
Pozícia 12 Displej zvar. prúdu.
Pozícia 13 LED signalizujúca zobrazenie orientačnej hodnoty sily zváraného
materiálu na display. Keď dióda nesvieti, display zobrazuje hod-
notu zváracieho prúdu.
Pozícia 14 LED signalizujúca doporučenie, aký vývod tlmivky sa má použiť (len
u stroju 255 a vyššie, v tomto prípade sa jedná o vývod L2).
Pozícia 15 LED signalizujúca doporučenie, aký vývod tlmivky sa má použiť (len
u stroju 255 a vyššie, v tomto prípade sa jedná o vývod L2).
Pozícia 16 Displej zobrazujúci zváracie napätie a hodnoty pri svietiacej LED
SETTING. Sú to hodnoty rýchlosti posuvu drôtu, predfuku atd.
Pozícia 17 LED SETTING ktorá svieti len pri nastavovaní parametrov: rýchlosť
posuvu drôtu, nábehu drôtu, predfuku a dofuku plynu, čas bodu
a pulzácie, dohorenie drôtu.
Pozícia 18 LED znázorňujúca výber nastavenia rýchlosti posuvu zváracieho
drôtu.
Pozícia 19 LED znázorňujúca výber nastavenia času bodu.
Pozícia 20 LED znázorňujúca výber nastavenia času dohorenia.
Pozícia 21 LED znázorňujúca výber nastavenia času dofuku plynu.
Pozícia 22 LED znázorňujúca výber nastavenia času pulzácie.
Pozícia 23 Tlačidlo zavedenia drôtu.
Pripojenie zváracieho horáku
Do EURO konektoru (obrázok 1A poz. 8, obr. 1B poz. 3) pripojte zvárací horák
a pevne dotiahnite prevlečenú maticu.
Zemniací kábel pripojte do zemniacej rýchlospojky (pokiaľ ňou je stroj vyba-
vený) a dotiahnite. Zemniacu rýchlospojku - vývod určíte podľa tabuľky 3 ale-
bo postupujte podľa tabuľky „Doporučené nastavenie zváracích parametrov“.
Zvárací horák a zemniací kábel by mali byť čo najkratšie, blízko jeden druhému
a umiestené na úrovni alebo blízko podlahy.
ZVÁRANÁ ČASŤ
Materiál, ktorý má byť zváraný musí byť vždy spojený so zemou, aby sa zre-
dukovalo elektromagnetické žiarenie. Veľká pozornosť musí byť tiež kladená na
to, aby uzemnenie zváraného materiálu nezvyšovalo nebezpečie úrazu, alebo
poškodenie iného elektrického zariadenia.
Zavedenie drôtu a nastavenie prietoku plynu
Pred zavedením zváracieho drôtu je nutné previesť kontrolu kladiek posuvu
drôtu, či odpovedajú priemeru použitého zváracieho drôtu a či odpovedá pro-
fil drážky kladky. Pri použití oceľového zváracieho drôtu je nutné použiť klad-
ku s profilom drážky v tvaru „V“. Prehľad kladiek nájdete v kapitole „Náhrad-né
diely posuvu drôtu a zoznam kladiek“.
VÝMENA KLADKY POSUVU DRÔTU
U oboch používaných typov posuvu drôtu (dvoj-kladka i štvor-kladka) je pos-
tup výmeny zhodný. Kladky sú dvojdrážkové. Tieto drážky sú určené pre dva
rôzne priemery drôtu (napr. 0,8 a 1,0 mm).
Odklopte prítlačný mechanizmus.
Vyšraubujte zaisťovací plastový šraub a vyjmite kladku.
Pokiaľ je na kladke vhodná drážka kladku otočte a nasaďte ju spať na
hriadeľ a zaistite plastovým zaisťovacím šraubom.
ZAVEDENIE DRÔTU
Odoberte bočný kryt zásobníku drôtu a do zásobníku nasaďte cievku
s drôtom na držiak.
Odstrihnite koniec drôtu pripevnený k okraju cievky a zaveďte ho do na-
vádzacieho bovdenu (obr. 2A poz. 14), ďalej cez kladku posuvu do
navádzacej trubičky (obr. 2A poz. 12) minimálne 10 cm. Skontrolujte, či
drôt vedie správnou drážkou posuvu kladky.
Sklopte prítlačnú kladku dolu a vráťte prítlačný mechanizmus do zvislej
polohy.
Nastavte tlak matice prítlaku tak, aby bol zaistený bezproblémový posun
drôtu a pritom nebol deformovaný prílišným prítlakom.
Zoraďte brzdu cievky zváracieho drôtu tak, aby sa pri vypnutí prítlačného
mechanizmu posuvu cievka voľne otáčala. Príliš utiahnutá brzda značne
namáha podávací mechanizmus a môže dôjsť k prekĺzavniu drôtu v klad-
kách a špatnému podávaniu. Zoraďovacia skrutka brzdy sa nachádza pod
plastovou skrutkovacou drážkou cievky (obr. 2A poz. 15, obr. 2B, poz.
9 a obr. 3)
Odmontujte plynovú hubicu zváracieho horáku.
Odšraubujte prúdový prievlak.
Zapojte do siete sieťovú zástrčku.
Zapnite hlavný vypínač (obr. 1A poz. 1, 1B poz. 2) do polohy 1.
Stlačte tlačidlo na čelnom paneli.
Zvárací drôt sa zavádza do horáku bez plynu, po vysunutí drôtu z horáku
našraubujte prúdový prievlak a plynovú hubicu.
Připojte ochranný plyn k plynovému ventilu (obr. 1A, poz. 17)
Pred zváraním použijeme na priestor v plynovej hubici a prúdový prievlak
separačný sprej. Tým zabránime prilepovaniu rozstrekovaného kovu
a predĺžíme životnosť plynovej hubice.
UPOZORNENIE! Pri zavedení drôtu nemierte horákom proti očiam!
Obrázok č. 3
ZMENY PRI POUŽITÍ HLINÍKOVÉHO DRÔTU
Stroje nie sú špeciálne určené pre zváranie hliníku, ale po dolu popísaných
úpravách je možné hliník zvárať. Pre zváranie hliníkovým drôtom je treba pou-
žiť špeciálne kladky s profilom „U“ (kapitola „Náhradné diely posuvu drôtu
a zoznam kladiek“). Aby sme sa vyhli problémom s „cuchaním“ drôtu, je treba
používať drôty o priemere min. 1,0 mm zo zliatin AlMg3 nebo AlMg5. Drôty
zo zliatin Al 99,5 alebo AlSi5 sú príliš mäkké a ľahko spôsobujú problémy pri
posuve. Pre zváranie hliníku je ďalej nevyhnutné vybaviť horák teflonovým
bovdenom a špeciálným prúdovým prievlakom. Ako ochrannú atmosféru je
potreba použiť čistý argón.
NASTAVENIE PRIETOKU PLYNU
Elektrický oblúk i tavná kúpeľ musí byť dokonale chránená plynom. Príliš malé
množstvo plynu nedokáže vytvoriť potrebnú ochrannú atmosféru, naopak príliš
veľké množstvo plynu strháva do elektrického oblúku vzduch, čím je zvar
nedokonale chránený.
Postupujte nasledovne:
Nasaďte plynovú hadicu na vstup plynového ventilu na zadnej strane
stroja (obr. 1A poz. 17, obr. 1B poz. 6).
Pokiaľ používame plyn CO
2
, je vhodné zapojiť predhrev redukč. ventilu (pri
prietoku menším než 6 litrov/min nie je nutný predhrev).
Kábel predhrevu red. ventilu zapojíme do zásuvky (obr. 1A poz. 10) na
stroji a do konektoru u redukč. ventile, na polarite nezáleží.
Stisnite tlačidlo TEST PLYNU a otočte nastavovacím šraubom na spodnej
strane redukčného ventilu, dokiaľ prietokomer neukáže požadovaný prie-
tok, potom tlačidlo uvoľníme (u stroju PROCESSOR a SYNERGIC).
Po dlhodobom odstavení stroja, alebo výmene kompletného horáku je
vhodné pred zváraním prefúknuť vedenie čerstvým plynom.
Nastavenie zváracích parametrov napätia a rýchlos-
ti posuvu drôtu
Nastavenie hlavných zváracích parametrov zváracieho napätia a rýchlosti po-
suvu drôtu sa prevádza potenciometrom rýchlosti drôtu (obrázok A, pozície 1)
a prepínačom napätia (obrázok 1 pozície 2, 3 a 5). Vždy sa k nastavenému
napätiu (poloha prepínača 1-40 podľa zvoleného stroja) priraďuje rýchlosť
posuvu drôtu. Nastavované parametre záležia na použitom ochrannom plyne,
priemeru drôtu, použitom type drôtu, veľkosti a polohe zvaru atď.
Orientačné nastavenie rýchlosti drôtu k polohe prepínača nájdete
v tabuľkách na str. 56 - 60.
NAPRÍKLAD: Zvárací stroj 305, použitý ochranný plyn MIX (82% Argónu a 18%
CO
2
) a použitom priemere drôtu 0,8 mm je vhodná tabuľka (program No. 4).
Nastavené hodnoty teda budú - poloha prepínača 1 a nastavená rýchlosť po-
suvu drôtu bude 2,5 m/min.
Tabuľka 3
Ind. vývod
305
405
L1
30 A – 120 A
30 A – 180 A
L2
80 A – 250 A
140 A – 350 A

- 18 -
STROJE PROCESSOR A SYNERGIC
Tabuľka č. 4 - Rozsah nastavovaných hodnôt funkcií
doba trva-
nia pred-
fuku plynu
Približo-
vacia
rýchlosť
doba nábehu
rýchlosti
posuvu drôtu
rýchlosť
posuvu
drôtu
doba
bodu
doba
stehu
dohorenia
doba
dofuku
(s)
(m/min)
(s)
(m/min)
(s)
(s)
(s)
(s)
PROCESSOR
305, 309, 405
0-3
0,5-20
0-5
0,5-20
0,5-5
0,2-2
0,0-0,99
0,1-10
SYNERGIC
305
0-3
-
0,5-20
0,5-20
0,5-5
0,2-2
0,0-0,99
0,1-10
SYNERGIC
405
0-3
-
0,5-20
0,5-20
0,5-5
0,2-2
0,0-0,99
0,1-10
Nastavenie rýchlosti posuvu drôtu
Stlačujte tlačidlo SET, až sa rozsvieti LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu rýchlosti posuvu v rozmedzí
0,5-20 m/min.
POZNÁMKA 1: Rýchlosť posuvu drôtu je možné nastavovať i v priebehu zvá-
rania. A to jak potenciometrom, tak i diaľkovým ovládaním UP/ DOWN.
POZNÁMKA 2: Spodný display zobrazuje rýchlosť posuvu drôtu len vtedy, keď
svieti červená LED dióda SETTING a LED m/min.
NASTAVENIE OSTATNÝCH PARAMETROV ZVÁRANIA
Riadiaca elektronika stroja PROCESSOR a SYNERGIC umožňuje nastavenie na-
sledujúcich parametrov zvárania:
dobu trvania predfuku plynu (doba predfuku ochranného plynu pred
začiatkom zváracieho procesu)
dobu nábehu rýchlosti posuvu drôtu - funkcie SOFT START (doba nábehu
z minimálnej posunovej rýchlosti do hodnoty nastavenej zváracej rých-
losti drôtu)
približovaciu rýchlosť drôtu (vo výbave podľa tab. 4)
rýchlosť posuvu drôtu m/min (rýchlosť posuvu drôtu pri zváraní)
dobu stehu vypnutia zváracieho napätia na oblúku proti posuvu drôtu:
„dohorenie“ drôtu k špičke horáku
dobu dofuku plynu po dokončení zváracieho procesu
Nastavenie predfuku plynu
Stlačujte tlačidlo SET, až sa rozsvieti LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu doby predfuku plynu
v sekundách.
Nastavenie dohorenia drôtu
Stlačujte tlačidlo SET, až sa rozsvieti LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu doby dohorenia drôtu
v sekundách.
Nastavenie dofuku plynu
Stlačujte tlačidlo SET, až sa rozsvieti LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu doby dofuku plynu
v sekundách.
NASTAVENIE NÁBEHU RÝCHLOSTI DRÔTU – FUNKCIA SOFT START
Funkcia SOFT START zaisťuje bezchybný štart zváracieho procesu. SOFT START
umožňuje nastavenie nasledujúcich parametrov (v závislosti na výbave stroja):
Čas nábehu rýchlosti zváracieho drôtu z minimálnej rýchlosti na nasta-
venú zváraciu rýchlosť.
Približovacia rýchlosť drôtu pred zapálením zváracieho oblúku.
Obe funkcie fungujú odlišným spôsobom. Pre jemnejší štart odporúčame
približovaciu rýchlosť drôtu - druhá varianta.
Nastavenie času nábehu rýchlosti zváracieho drôtu
Stlačujte tlačidlo SET, až sa rozsvieti LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu doby nábehu drôtu rýchlosti
posuvu v rozmedzí 0 - 5 sec.
Nastavenie približovacej rýchlosti posuvu drôtu
!POZOR! Pred nastavením približovacej rýchlosti drôtu vypnite čas nábehu
rýchlosti posuvu drôtu - nastavte hodnotu „0“. Podmienkou možnosti nasta-
venia približovacej rýchlosti - „výlet drôtu“ je vypnutie funkcie nábehu rých-
losti drôtu - teda nastavenie hodnoty na „0“ podľa popisu vyššie.
Stlačujte tlačidlo SET, až sa rozsvieti LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu približovacej rýchlosti posuvu
drôtu v rozmedzí 0,5 až 20 m/min.
POZNÁMKA 1: Nastavené hodnoty sa automaticky ukladajú do pamäti po stis-
nutí tlačidla horáku na dobu cca 1 s.
POZNÁMKA 2: Nastavené hodnoty nie je možné meniť v priebehu zvárania,
okrem rýchlosti posuvu drôtu.
FUNKCIE TOVÁRENSKÉHO NASTAVENIA
Funkcie továrenského nastavenia slúžia k nastaveniu východzích parametrov
riadiacej elektroniky. Po použití funkcie sa všetky hodnoty automaticky nasta-
via na hodnoty prednastavené od výrobcu tak ako u nového stroja.
Vypnite hlavný vypínač. Stisnite a držte tlačidlo SET.
OFF ON

- 19 -
Zapnite hlavný vypínač. Uvoľnite tlačidlo SET. Na displeji sa zobrazujú hodnoty
východzieho nastavenia.
NASTAVENIE REŽIMU ZVÁRANIA
Riadiaca elektronika stroja PROCESSOR a SYNERGIC umožňuje zváranie v nas-
ledujúcich režimoch:
plynulý dvojtaktný a štvortaktný režim
bodovanie a pulzovanie v dvojtaktnom režime
bodovanie a pulzovanie v štvortaktnom režime
Nastavenie režimu zvárania dvojtakt
Režim dvojtakt je nastavený, keď je stroj zapnutý a nesvieti žiadna LED u tla-
čidla FNC ako na obrázku.
Nastavenie režimu dvojtakt BODOVANIE
Stlačujte tlačidlo FNC, až sa rozsvieti LED BODOVANIE ako na obrázku.
Režim dvojtakt bodovanie je nastavený.
Nastavenie režimu dvojtakt PULZOVANIE
Stlačujte tlačidlo FNC, až sa rozsvieti LED PULZOVANIE ako na obrázku.
Režim dvojtakt pulzovanie je nastavený.
Nastavenie času BODOVANIA
Stlačujte tlačidlo SET, až sa rozsvietia LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu času bodu 0,1-5 sec.
Nastavenie času PULZOVANIE
Stlačujte tlačidlo SET, až sa rozsvietia LED vyznačené na obrázku.
Potenciometrom nastavte požadovanú hodnotu času medzery medzi jednotli-
vými bodmi 0,1-5 sec.
Nastavenie režimu zvárania štvortakt
Stlačujte tlačidlo FNC, až sa rozsvieti LED ako na obrázku.
Režim štvortakt je nastavený.
Nastavenie režimu štvortakt BODOVANIE
Stlačujte tlačidlo FNC, až sa rozsvietia dve LED štvortakt a BODOVANIE ako na
obrázku.
Režim štvortakt bodovanie je nastavený.
Nastavenie režimu štvortakt PULZOVANIE
Stlačujte tlačidlo FNC, až sa rozsvietia dve LED štvortakt a PULZOVANIE ako na
obrázku.
Režim štvortakt pulzovanie je nastavený.
FUNKCIE MEM (LEN U STROJOV PROCESSOR)
Funkcia umožňuje spätné vyvolanie a zobrazenie posledných zváracích para-
metrov po dobu cca 7 s.
Stisnite tlačidlo MEM
Na displeji sa objavia po dobu 7 s. posledné namerané hodnoty zváracieho
napätia a prúdu. Hodnoty je možné opätovne vyvolávať.
FUNKCIE SYNERGIC (LEN U STROJOV SYNERGIC)
Funkcia Synergic zjednodušuje ovládanie a nastavovanie zváracích paramet-
rov. Jednoduchým nastavením typu plynu a priemeru drôtu obsluha určí typ
programu. Pre nastavenie zváracích parametrov ďalej už stačí len jednoduché
nastavenie napätia prepínačom a elektronika automaticky nastaví rýchlosť
posuvu drôtu.
Zapnutie funkcie SYNERGIC
Stisnite tlačidlo SYN, až sa rozsvieti LED SYN a LED sily materiálu.
Funkcia SYNERGIC je zapnutá. Zobrazené hodnoty sily materiálu na obrázku sú
iba informatívne.
Zvolenie programu – nastavenie priemeru drôtu a typu plynu
Stlačujte tlačidlo SET, až sa rozsvietia LED vyznačené na obrázku.
.
Potenciometrom vyberte typ plynu ktorý hodláte použiť - CO
2
alebo Ar (značí
MIX argónu a CO
2
plynu v pomeru 18 CO
2
a zbytok Ar.
Stlačujte tlačidlo SET, až sa rozsvietia LED vyznačené na obrázku.
Potenciometrom vyberte priemer drôtu SG2 ktorý chcete použiť - 0,6 - 0,8 - 1,0
mm.

- 20 -
Na hornom displeji sa zobrazí orientačná sila materiálu ktorou je možné zvárať
podľa aktuálneho nastavenia. Na dolnom displeji sa zobrazuje aktuálne
nastavená rýchlosť posuvu drôtu, ktorá sa automaticky mení s prepínaním
polôh prepínača napätia. Znižovanie poprípade zvyšovanie zváracieho výkonu
nastavíte prepínačom napätia.
Vypnutie funkcie SYNERGIC
Stisnite tlačidlo SYN. Dióda SYN a sila materiálu zhasne.
Funkcie SYNERGIC je vypnutá.
POZNÁMKA 1: zobrazované hodnoty sily materiálu na displeji sú iba orien-
tačné. Sila zváraného materiálu sa môže líšiť podľa polohy zvárania atd.
POZNÁMKA 2: pre korekciu parametrov posuvu drôtu použijete potenciome-
ter, poprípade UP/DOWN tlačidlá diaľkového ovládania.
POZNÁMKA 3: parametre programu funkcie synergic sú navrhnuté pre pome-
dený drôt SG2. Pre správnu funkciu synergických programov je nutné použiť
kvalitný drôt a ochranný plyn a zváraný materiál.
POZNÁMKA 4: pre správnu funkciu synergického stoja je nutné dodržať pred-
písané priemery bovdenov k priemeru drôtu, správny prievlak a ukostrenie
zváraného materiálu (použite svorku priamo na zváraný materiál) inak nie je
zaručená správna funkcia stroja. Ďalej je potreba zaistiť kvalitné napájanie sie-
te - 400 A, max. +/- 5%.
UKLADANIE VLASTNÝCH PARAMETROV RÝCHLOSTI POSUVU DRÔTU DO PA-
MÄTI
Funkcie ukladania parametrov je aktívna len pri zapnutej funkcii synergic.
1. Vyberte požadovanú rýchlosť posuvu drôtu
2. Stisnite a držte tlačidlo SYN a následne stisnite tlačidlo test plynu (MEM)
Držte súčasne
3. Uvoľnite obe tlačidlá - nové parametre sú uložené
Týmto spôsobom je možné požadované parametre ukladať a prepisovať podľa
potreby. Uložený parameter sa nastaví vždy v rovnakej polohe prepínača na-
pätia, kedy bol parameter uložený.
NÁVRAT DO PÔVODNÝCH PARAMETROV NASTAVENÝCH OD VÝROBCU
Návrat do pôvodných parametrov SYNERGIC nastavených od výrobcu sa robí
opätovným stisnutím a pridržaním tlačidla SYN a následným stisnutím a uvoľ-
nením tlačidla zavedenia drôtu. Týmto spôsobom je možné vrátiť jednotlivé
uložené parametre.
Držte súčasne
Úplný návrat všetkých prednastavených hodnôt do hodnôt nastavených od
výrobcu je možné previesť funkciu továrenského nastavenia.
FUNKCIA LOGIC - LEN U STROJOV PROCESSOR A SYNERGIC
Funkcia LOGIC obsahuje súbor zjednodušujúcich a sprehľadňujúcich prvkov
zobrazovaných nastavených a nastavovaných hodnôt. Pretože dva displeje
zobrazujú niekoľko odlišných parametrov je nutné zobrazovanie parametrov
zjednodušiť. Funkcia LOGIC práve takto pracuje - sprehľadňuje:
Horný display sa rozsvieti len v priebehu zváracieho procesu, kedy
elektronika mieria a zobrazuje zvárací prúd A (pokiaľ nieje zapnutý u stro-
ju Synergic režim SYNERGIC. V prípade zapnutého režimu SYNERGIC
u stroju Synergic svieti display trvale len sa menia zobrazované hodnoty).
Po uplynutí doby cca 7 sec. displej opäť automaticky zhasne. Tým
elektronika zvyšuje orientáciu pri čítaní parametrov pri nastavovaní.
Horný displej zobrazuje iba zvárací prúd. V prípade zapnutej funkcie SY-
NERGIC (len u stroju Synergic) horný displej zobrazuje hrúbku materiálu.
Spodný displej zobrazuje v priebehu zvárania zváracie napätie a v priebe-
hu nastavovania všetky ostatné hodnoty - čas, rýchlosť atd.
LED dióda SETTING prestane svietiť len v priebehu zváracieho procesu
kedy je v činnosti digitálny voltampérmeter.
LED dióda SETTING svieti v priebehu zvárania len vtedy, keď obsluha
nastavuje a mení rýchlosť posuvu drôtu potenciometrom alebo diaľko-
vým ovládaním UP/DOWN. Len čo obsluha prestane parameter nastavo-
vať LED dióda SETTING automaticky do 3 s. zhasne a displej ukazuje
hodnotu zváracieho napätia.
Odporúčané nastavenie zváracích parametrov viď. tabuľky str. 56 až 60.
PRINCÍP ZVÁRANIA MIG/MAG
Zvárací drôt je vedený z cievky do prúdového prievlaku pomocou posuvu.
Oblúk prepojuje taviacu sa drôtovú elektródu so zváraným materiálom. Zvárací
drôt funguje jednak ako nosič oblúku a zároveň i ako zdroj prídavného
materiálu. Z medzikusu pritom prúdi ochranný plyn, ktorý chráni oblúk i celý
zvar pred účinkami okolitej atmosféry (viď obr. 4).
Obr. 4
OCHRANNÉ PLYNY
PRINCÍP NASTAVENIA ZVÁRACÍCH PARAMETROV
Pre orientačné nastavenie zváracieho prúdu a napätia metódami MIG/MAG
odpovedá empirický vzťah U
2
= 14 + 0,05 x I
2
. Podľa tohto vzťahu si môžeme
určiť potrebné napätie. Pri nastavení napätia musíme počítať s jeho poklesom
pri zatúžení zvarením. Pokles napätia je cca 4,8 V na 100 A.
Nastavenie zváracieho prúdu prevádzame tak, že pre zvolené zváracie napätie
doregulujeme požadovaný zvárací prúd zvyšovaním alebo znižovaním rých-
losti podávania drôtu, prípadne jemne doladíme napätie až je zvar. Oblúk sta-
bilný. K dosiahnutiu dobrej kvality zvaru a optimálneho nastavenia zváracieho
prúdu je treba, aby vzdialenosť napájacieho prievlaku od materiálu bola prib-
ližne 10 x zváracieho drôtu (obr. 4). Utopenie prievlaku v plynovej hubici by
nemalo presiahnuť 2 - 3 mm.
Zváracie režimy
Všetky zváracie stroje pracujú v týchto režimoch:
plynule dvojtakt
plynule štvortakt
bodové zváranie dvojtakt
pulzové zváranie dvojtakt/štvortakt
DVOJTAKT
Proces sa zapne stisnutím spínača horáku. Pri zváracom procese sa musí spínač
stále držať. Pracovný proces sa preruší uvoľnením spínača horáku.
1 – stisnutie a držanie tlačidla horáku
2 – uvoľnenie tlačidla horáku
ŠTVORTAKT
Používa sa pri dlhých zvaroch, pri ktorých zvárač nemusí neustále držať spínač
horáku. Zapnutím spínača horáku sa spustí zvárací proces. Po jeho uvoľnení
zvárací proces naďalej trvá. Až po opätovnom stisnutí spínača horáku sa preruší
zvárací proces.
1 - 2 stisnutie a uvoľnenie tlačidla horáku
3 - 4 opakované stisnutie a uvoľnenie tlačidla horáku
1
zahájenie zvárania
koniec zvárania
2
zvárací proces
predfuk
dofuk
1-2
zahájenie zvárania
koniec zvárania
3-4
dofuk
zvárací proces
predfuk
Otvor pro ochranný plyn
Mezikus
Prúdový prievlak
Zvárací oblúk
Kladky posuvu
Zv.elektroda
Plynová hubica
Ochranný plyn
Zvár.materiál
Inertné plyny - metóda MIG
Aktivne plyny - metóda MAG
Argon (Ar)
Hélium (He)
Zmesi He/Ar
Oxid uhličitý
Zmesné plyny
Ar/CO
2
Ar/O
2
Ochranné plyny
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
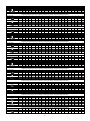 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
















































































Tiger 305 Instructions For Use And Maintenance Manual
- Kategoria
- System spawalniczy
- Typ
- Instructions For Use And Maintenance Manual
Inne dokumenty
-
Parkside PESG 120 A1 Operation and Safety Notes
-
-
ESAB MobileFeed 201 AVS Instrukcja obsługi
-
STAMOS S-MIG 250P Instrukcja obsługi
-
-
PORCELANOSA WALL. 100312755 Instrukcja instalacji
-
GYS CARMIG Instrukcja obsługi
-
GYS EASYMIG 130 Instrukcja obsługi
-
GYS SMARTMIG 182 Instrukcja obsługi
-
GYS TIG 220 DC HF FV (machine only) Instrukcja obsługi