
Instrukcja obsługi
0463 387 001 PL 20140813 Valid for: serial no. 427-xxx-xxxx
Warrior™ YardFeed 200
Warrior™YardFeed 200w


SPIS TREŚCI
0463 387 001 © ESAB AB 2014
1 BEZPIECZEŃSTWO............................................................................................. 4
2 WPROWADZENIE ................................................................................................ 7
3 DANE TECHNICZNE ............................................................................................8
4 MONTAŻ ............................................................................................................. 10
4.1 Instrukcja podnoszenia .....................................................................................10
5 EKSPLOATACJA................................................................................................ 11
5.1 Przyłącza i sterowanie .......................................................................................12
5.2 Działanie..............................................................................................................13
5.3 Dociskanie podawanego drutu .........................................................................14
5.4 Wymiana i wprowadzanie drutu........................................................................15
5.5 Wymiana rolek podających ...............................................................................15
6 KONSERWACJA ................................................................................................ 16
6.1 Kontrola i czyszczenie.......................................................................................16
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH ..............................................................17
SCHEMAT..................................................................................................................18
NUMERY ZAMÓWIENIOWE .....................................................................................20
CZĘŚCI EKSPLOATACYJNE....................................................................................21
AKCESORIA..............................................................................................................23
Dane techniczne mogą ulec zmianie bez uprzedzenia.

1 BEZPIECZEŃSTWO
0463 387 001
- 4 -
© ESAB AB 2014
1 BEZPIECZEŃSTWO
Użytkownicy urządzeń firmy ESAB ponoszą odpowiedzialność za stosowanie odpowiednich
środków ostrożności przez osoby używające lub znajdujące się w pobliżu tych urządzeń.
Środki ostrożności muszą spełniać wymagania stawiane tego rodzaju urządzeniom
spawalniczym. Poza standardowymi przepisami dotyczącymi miejsca pracy należy
przestrzegać następujących zaleceń.
Wszelkie prace powinny być wykonywane przez przeszkolony personel, dobrze znający
zasady działania urządzenia. Nieprawidłowa obsługa urządzenia może prowadzić do sytuacji
niebezpiecznych, a w rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa urządzenia, powinien znać:
○ zasady jego obsługi
○ lokalizację wyłączników awaryjnych
○ jego działanie
○ odpowiednie środki ostrożności
○ zasady spawania i cięcia lub innego typu eksploatacji urządzenia
2. Operator powinien dopilnować, aby:
○ w momencie uruchamiania urządzenia w jego pobliżu nie było żadnych osób
nieupoważnionych
○ w chwili zajarzania łuku lub rozpoczęcia prac przy użyciu urządzenia wszystkie
osoby były odpowiednio zabezpieczone
3. Miejsce pracy powinno być:
○ odpowiednie do określonego celu
○ wolne od przeciągów
4. Sprzęt ochrony osobistej:
○ Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary
ochronne, odzież ognioodporna, rękawice ochronne
○ Nie należy nosić żadnych luźnych elementów odzieży, takich jak szaliki, bransolety,
pierścionki itp., które mogłyby o coś zahaczyć lub spowodować poparzenie
5. Ogólne środki ostrożności:
○ Upewnić się, że przewód masowy jest podłączony prawidłowo
○ Prace na urządzeniach wysokiego napięcia mogą być wykonywane wyłącznie
przez wykwalifikowanego elektryka
○ Odpowiedni sprzęt gaśniczy musi być wyraźnie oznaczony i znajdować się w
pobliżu.
○ W trakcie pracy urządzenia nie wolno przeprowadzać jego smarowania ani
konserwacji

1 BEZPIECZEŃSTWO
0463 387 001
- 5 -
© ESAB AB 2014
OSTRZEŻENIE!
Spawanie i cięcie łukowe może stwarzać zagrożenie dla operatora i innych osób.
Podczas spawania lub cięcia należy stosować odpowiednie środki ostrożności.
Poprosić pracodawcę o przepisy BHP, które powinny być oparte na danych
producenta, dotyczących zagrożeń.
PORAŻENIE PRĄDEM ELEKTRYCZNYM — może skutkować śmiercią
• Przeprowadzić montaż i uziemienie urządzenia spawalniczego zgodnie z
odpowiednimi normami
• Nie dotykać elementów pod napięciem ani elektrod odsłoniętą skórą, w
mokrych rękawicach lub w mokrej odzieży
• Odizolować się od ziemi i obrabianego przedmiotu
• Upewnić się, że stanowisko pracy jest bezpieczne
GAZY I OPARY — mogą być szkodliwe dla zdrowia
• Trzymać głowę z dala od oparów
• Stosować wentylację, odprowadzanie przy łuku lub obydwa zabezpieczenia,
usuwając opary i gazy ze strefy oddychania i miejsca pracy
PROMIENIOWANIE ŁUKU — może powodować obrażenia oczu i poparzenia
skóry.
• Chronić oczy i ciało. Stosować odpowiednią maskę spawalniczą i szkła
filtrujące oraz nosić odzież ochronną
• Chronić osoby znajdujące się w pobliżu, stosując odpowiednie ekrany lub
zasłony
ZAGROŻENIE POŻAREM
• Iskry (rozpryski) mogą spowodować pożar. Dopilnować, aby w pobliżu nie
było żadnych materiałów łatwopalnych
HAŁAS — nadmierny hałas może uszkodzić słuch
• Chronić uszy. Stosować słuchawki wyciszające lub inne zabezpieczenie.
Chronić uszy. Stosować słuchawki wyciszające lub inne zabezpieczenie.
• Ostrzegać osoby znajdujące się w pobliżu o zagrożeniu
WADLIWE DZIAŁANIE — w razie nieprawidłowego działania poprosić o pomoc
fachowca.
Przed przystąpieniem do montażu lub eksploatacji należy przeczytać ze
zrozumieniem instrukcję obsługi.
CHROŃ SIEBIE I INNYCH!
PRZESTROGA!
Przed przystąpieniem do montażu lub eksploatacji należy
przeczytać ze zrozumieniem instrukcję obsługi.
PRZESTROGA!
Niniejszy produkt jest przeznaczony wyłącznie do spawania łukowego.

1 BEZPIECZEŃSTWO
0463 387 001
- 6 -
© ESAB AB 2014
PRZESTROGA!
Urządzenia klasy A nie są przeznaczone do użytku w
budynkach, gdzie zasilanie elektryczne pochodzi z
publicznego niskonapięciowego układu zasilania. Ze
względu na przewodzone i emitowane zakłócenia, w
takich lokalizacjach mogą występować potencjalne
trudności w zapewnieniu kompatybilności
elektromagnetycznej urządzeń klasy A.
UWAGA!
Zużyty sprzęt elektroniczny należy przekazać do
zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2012/19/WE w sprawie
zużytego sprzętu elektrycznego i elektronicznego
(WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne
i/lub elektroniczne należy przekazywać do zakładu
utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, operator ma
obowiązek uzyskać informacje o odpowiednich punktach
zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy
ESAB.
Firma ESAB może dostarczyć wszystkie niezbędne zabezpieczenia i akcesoria
spawalnicze.

2 WPROWADZENIE
0463 387 001
- 7 -
© ESAB AB 2014
2 WPROWADZENIE
Podajniki drutu spawalniczego Warrior™ YardFeed 200 i Warrior™ YardFeed 200w są
przeznaczone do spawania MIG/MAG (GMAW) i współpracy z następującymi spawarkami:
• Warrior 400i CC/CV
• Warrior 500i CC/CV
Podajniki te występują w różnych wersjach — patrz rozdział „NUMERY ZAMÓWIENIOWE”.
Podajniki drutu są szczelnie zamknięte i zawierają mechanizmy podawania drutu z napędem
czterokołowym, jak również elektronikę sterującą.
Mogą być używane do podawania drutu ESAB o średnicy Ø S200 mm / Ø 8 cali, 5kg / 10lbs.
Akcesoria firmy ESAB do tego produktu można znaleźć w rozdziale „AKCESORIA” w
niniejszej instrukcji.

3 DANE TECHNICZNE
0463 387 001
- 8 -
© ESAB AB 2014
3 DANE TECHNICZNE
Warrior™ YardFeed 200
Napięcie sieciowe 42 V, 50-60 Hz
Zapotrzebowanie mocy 252 VA
Prąd znamionowy zasilania I
1
6 A
Dane techniczne
Szybkość podawania drutu 1,9 - 25 m/min (75 - 985 cali/min)
2-takt/4-takt 2-taktowe lub 4-taktowe
Wybór drutu/Upalania Lity lub rdzeniowy
Prędkość dojazdowa Zawsze włączony
Płukanie gazem Tak
Wprowadzanie drutu Tak
Złącze uchwytu spawalniczego EURO
Maks. średnica szpuli drutu S200 mm (8 cali), 5kg / 10lbs
Średnica drutu
Fe 0,6 - 1,2 mm (0,023 - 0,047 cala)
Ss 0,6 - 1,2 mm (0,023 - 0,047 cala)
Al 1,0 - 1,2 mm (0,039 - 0,047 cala)
Drut rdzeniowy 0,8 - 1,2 mm (0,031 - 0,047 cala)
Waga
WYF 200 11,6 kg (25,6 funta)
WYF 200w 11,8 kg (26,0 funta)
Wymiary (d × s × w) 593 × 210 × 302 mm (23,3 × 8,3 × 11,9 cala)
Temperatura pracy -10 do +40°C (+14° do +104°F)
Temperatura transportu i przechowywania -20° do +55°C (-4° do +131°F)
Gaz osłonowy Wszystkie typy przeznaczone do spawania
MIG/MAG
ciśnienie maks. 0,5 MPA (5 bar/72,5 psi)
Maksymalne dopuszczalne obciążenie przy
60% cyklu pracy 365 A
100% cyklu pracy 280 A
Stopień ochrony IP23
Standardowe ustawienia fabryczne
Standardowe ustawienia fabryczne modelu Warrior™ YardFeed 200 to cale/min i zawór gazu
ustawiony w położeniu maksymalnego otwarcia.
Cykl pracy
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można
spawać lub ciąć przy określonym obciążeniu, nie powodując przeciążenia. Cykl pracy
obowiązuje dla 40°C (104°F).

3 DANE TECHNICZNE
0463 387 001
- 9 -
© ESAB AB 2014
Stopień ochrony
Kod IP informuje o stopniu ochrony, tj. stopniu zabezpieczenia przed penetracją przez ciała
stałe lub wodę.
Urządzenie oznaczone kodem IP23 jest przeznaczone do użytku w pomieszczeniach i na
zewnątrz.

4 MONTAŻ
0463 387 001
- 10 -
© ESAB AB 2014
4 MONTAŻ
Montaż powinien zostać wykonany przez fachowca.
OSTRZEŻENIE!
Spawając w warunkach o zwiększonym zagrożeniu elektrycznym należy
stosować wyłącznie źródła prądu przeznaczone do pracy w takich warunkach.
Takie źródła prądu są oznaczone symbolem .
4.1 Instrukcja podnoszenia

5 EKSPLOATACJA
0463 387 001
- 11 -
© ESAB AB 2014
5 EKSPLOATACJA
Ogólne wskazówki bezpieczeństwa dotyczące obsługi urządzenia znajdują się w
rozdziale „BEZPIECZEŃSTWO” w niniejszej instrukcji. Należy je przeczytać przed
rozpoczęciem korzystania z urządzenia!
OSTRZEŻENIE!
Aby uniknąć porażenia, nie należy dotykać drutu elektrody ani dotykających go
części, jak również nieizolowanych przewodów lub złączy.
UWAGA!
Przesuwając urządzenie należy używać uchwytu przeznaczonego go transportu.
Nie wolno ciągnąć urządzenia za uchwyt spawalniczy.
OSTRZEŻENIE!
Podczas pracy panele boczne powinny być zamknięte.
OSTRZEŻENIE!
Wirujące części mogą spowodować obrażenia – należy
zachować maksymalną ostrożność.
OSTRZEŻENIE!
Ryzyko zmiażdżenia podczas wymiany szpuli z
drutem!
Nie używać rękawic ochronnych podczas wkładania
drutu spawalniczego między rolki podające.
PRZESTROGA!
Przed nawleczeniem drutu spawalniczego należy upewnić się, że docisk klinowy i
zadziory zostały usunięte z końca drutu, aby zapobiec jego zaklinowaniu się w
prowadniku drutu.

5 EKSPLOATACJA
0463 387 001
- 12 -
© ESAB AB 2014
5.1 Przyłącza i sterowanie
1 Wyłącznik awaryjny 9 CZERWONE przyłącze cieczy
chłodzącej do źródła prądu
(chłodnica)**
2 Złącze uchwytu spawalniczego
(EURO)
10 Przełącznik płukania gazem /
wprowadzania drutu
3 Wyświetlanie prędkości podawania
drutu (cale/min lub m/min)*
11 Przełącznik 2-takty/4-takty
4 Pokrętło do regulacji napięcia 12 Przyłącze prądu spawania od
źródła prądu (OKC)
5 Wyświetlacz prądu (A) 13 Przyłącze gazu osłonowego
6 Wyświetlacz napięcia (V) 14 Przyłącze kabla sterowania od
źródła prądu
7 Pokrętło do ustawiania prędkości
podawania drutu (m/min lub
cale/min)
15 CZERWONE przyłącze chłodziwa
do źródła prądu (chłodnica)
8 NIEBIESKIE przyłącze cieczy
chłodzącej ze źródła prądu
(chłodnica)**
16 NIEBIESKIE przyłącze chłodziwa
ze źródła prądu (chłodnica)
*Aby ustawić jednostkę prędkości podawania drutu, patrz rozdział „Sterowanie przepływem
gazu i drutem litym/rdzeniowym".

5 EKSPLOATACJA
0463 387 001
- 13 -
© ESAB AB 2014
**Przyłącza cieczy chłodzącej są dostępne tylko w niektórych modelach.
UWAGA!
Wyświetlanie prędkości podawania drutu jest włączane kilka sekund po
ustawieniu wyłącznika awaryjnego w tryb „Spawanie włączone” (1).
UWAGA!
Przyłącza chłodziwa są dostępne tylko w niektórych modelach.
5.2 Działanie
Przyłącze cieczy
Podczas podłączania uchwytu spawalniczego chłodzonego wodą, przełącznik zasilania
sieciowego źródła prądu musi być w położeniu WYŁ., a przełącznik chłodnicy w położeniu 0.
Zestaw przyłączeniowy cieczy można zamówić jako wyposażenie dodatkowe, patrz rozdział
„Akcesoria”.
Odciążnik
Zaczepić odciążnik na haczyku w tylnej części
podajnika i na kablu połączeniowym.
Wyłącznik awaryjny
0 Spawanie wyłączone
1 Spawanie włączone
Ogrzewanie włączone (wyposażenie
dodatkowe) i spawanie wyłączone
Obszar szpuli jest ogrzewany, aby drut
spawalniczy nie był wilgotny podczas
spawania.
Sterowanie przepływem gazu i drutem
litym/rdzeniowym
Otworzyć pokrywę, aby uzyskać dostęp do
sterowania przepływem gazu i drutem
litym/rdzeniowym.
A = Sterowanie przepływem gazu.
B = Wskaźnik przepływu gazu
C = Wybór drutu litego/drutu rdzeniowego
D = Ustawienie wyświetlacza, cale/min lub
m/min

5 EKSPLOATACJA
0463 387 001
- 14 -
© ESAB AB 2014
Wybór drutu — drut lity
Wybór opcji SCT (Short Circuit Termination) po zwolnieniu spustu w celu
dostosowania się do spawania drutem litym.
SCT to nowy sposób kończenia spawania za pomocą niewielkich wielokrotnych zwarć
w celu zmniejszenia końcowego krateru i utleniania. Opcja ta ułatwia również
rozpoczęcie spawania drutem litym.
Wybór drutu — drut rdzeniowy
Wybór stałego czasu upalania po zwolnieniu spustu w celu dostosowania się do
spawania drutem rdzeniowym.
Płukanie gazem
Płukanie gazem jest używane przy pomiarze przepływu gazu lub wypłukiwaniu
powietrza lub wilgoci z przewodów gazowych przed rozpoczęciem spawania.
Płukanie gazem trwa tak długo, jak wciskany jest przycisk i odbywa się bez
napięcia i podawania drutu.
Wprowadzanie drutu
Wprowadzanie drutu jest używane do podawania drutu bez załączonego
napięcia spawania. Drut jest podawany tak długo, jak wciskany jest przycisk.
2-taktowe
W spawaniu 2-taktowym wstępny wypływ gazu rozpoczyna się w chwili
naciśnięcia spustu uchwytu spawalniczego. Następuje rozpoczęcie procesu
spawania. Zwolnienie spustu całkowicie zatrzymuje spawanie i rozpoczyna
wypływ kończący gazu.
4-taktowe
W spawaniu 4-taktowym wstępny wypływ gazu rozpoczyna się po naciśnięciu
spustu uchwytu spawalniczego, a podawanie drutu po jego zwolnieniu. Proces
spawania trwa do momentu kolejnego naciśnięcia spustu. Podawanie drutu
zostaje zatrzymane, a po zwolnieniu spustu rozpoczyna się wypływ kończący
gazu.
Napięcie
Wyższe napięcie zwiększa długość łuku i wytwarza bardziej gorące, szerszy łuk.
Szybkość podawania drutu
Służy do ustawiania wymaganej szybkości podawania drutu spawalniczego w
calach na minutę lub metrach na minutę.
5.3 Dociskanie podawanego drutu
Na początek należy sprawdzić, czy drut przesuwa się gładko przez prowadnicę. Następnie
ustawić nacisk rolek dociskowych podajnika drutu. To ważne, aby nacisk nie był zbyt duży.

5 EKSPLOATACJA
0463 387 001
- 15 -
© ESAB AB 2014
Rysunek A Rysunek B
Aby sprawdzić, czy nacisk podajnika został ustawiony prawidłowo, można podać drut do
izolowanego przedmiotu, np. kawałka drewna.
Po przybliżeniu uchwytu spawalniczego na odległość ok. 5 mm do kawałka drewna (rysunek
A), rolki podajnika powinny się przesunąć.
Jeśli uchwyt spawalniczy zostanie przybliżony na odległość ok. 50 mm do kawałka drewna,
drut powinien wysunąć się i zgiąć (rysunek B).
5.4 Wymiana i wprowadzanie drutu
1. Otwórz panel boczny.
2. Odłącz czujnik nacisku, odchylając go w tył. Unieś rolki dociskowe.
3. Spiłować zadziory i ostre krawędzie końcówki drutu przed umieszczeniem go w
podajniku.
4. Sprawdź, czy drut prawidłowo przechodzi przez rolki prowadzące podajnika do dyszy
wylotowej lub prowadnicy drutu.
5. Zabezpiecz czujnik nacisku.
6. Zamknij panel boczny.
5.5 Wymiana rolek podających
1. Otwórz panel boczny.
2. Odłącz czujnik nacisku (1), odchylając go
w tył. Unieś rolki dociskowe.
3. Odłącz rolki dociskowe (2), obracając oś
(3) o 1/4 obrotu w prawo i wyciągając ją.
Odłączanie rolek dociskowych
4. Odłącz rolki podające (4), odkręcając
nakrętki (5) i wyjmując rolki.
W trakcie instalacji należy powtórzyć powyższe czynności w odwrotnej kolejności.
Wybór ścieżki w rolkach podających
Obróć rolkę podającą znakiem wymiarowym wymaganej ścieżki do siebie.

6 KONSERWACJA
0463 387 001
- 16 -
© ESAB AB 2014
6 KONSERWACJA
UWAGA!
Regularna konserwacja jest bardzo ważna dla bezpiecznego i niezawodnego
działania.
PRZESTROGA!
Wszelkie zobowiązania gwarancyjne dostawcy przestają obowiązywać, jeśli
klient podejmie jakiekolwiek działania w okresie gwarancyjnym w celu naprawy
usterek w produkcie.
6.1 Kontrola i czyszczenie
Podajnik drutu
Należy regularnie sprawdzać, czy podajnik drutu nie jest zablokowany przez
zanieczyszczenia.
Regularne czyszczenie i wymiana zużytych części mechanizmu podajnika drutu zapewnią
bezproblemowe podawanie drutu. Jeśli wstępne naprężenie będzie zbyt duże, może dojść
do przedwczesnego zużycia rolki dociskowej, rolki podającej i prowadnicy drutu.
Piasta hamulca
Piasta jest regulowana przy dostawie.
Wyregulować piastę hamulca, aby po
zatrzymaniu podawania drut był nieco luźny.
Uchwyt spawalniczy
Aby zapewnić bezproblemowe spawanie należy regularnie czyścić i wymieniać części
eksploatacyjne uchwytu spawalniczego. Należy regularnie przedmuchiwać prowadnicę drutu
i czyścić końcówkę kontaktową.

7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
0463 387 001
- 17 -
© ESAB AB 2014
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
PRZESTROGA!
Prace naprawcze i elektryczne powinny być wykonywane przez technika
autoryzowanego serwisu firmy ESAB. Należy stosować wyłącznie oryginalne
części zamienne i eksploatacyjne firmy ESAB.
Podajnik drutu Warrior™ YardFeed 200 i Warrior™ YardFeed 200 został
zaprojektowany i przetestowany zgodnie z międzynarodowymi i europejskimi
normami IEC/EN60974-5 oraz IEC/EN60974-10, normą kanadyjską
CAN/CSA-E60974-5 i normą amerykańską ANSI/IEC 60974-5. Po zakończeniu prac
serwisowych lub naprawczych, wykonująca je osoba odpowiada za zapewnienie
dalszej zgodności produktu z powyższymi normami.
Części zamienne można zamawiać przez lokalnego dealera firmy ESAB – patrz ostatnia
strona tego dokumentu. Przy składaniu zamówienia należy podać typ produktu, numer
seryjny, oznaczenie i numer części zamiennej według listy części zamiennych. Ułatwi to
wysyłkę i umożliwi prawidłową dostawę.

SCHEMAT
0463 387 001
- 18 -
© ESAB AB 2014
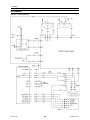
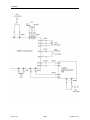
SCHEMAT
Warrior™ Yard Feed 200

SCHEMAT
0463 387 001
- 19 -
© ESAB AB 2014

NUMERY ZAMÓWIENIOWE
0463 387 001
- 20 -
© ESAB AB 2014
NUMERY ZAMÓWIENIOWE
Ordering no. Denomination Type
0459 906 898 Warrior™ YardFeed 200
0459 906 899 Warrior™ YardFeed 200w with water cooling
0463 390 001 Spare parts list
Instrukcje obsługi i lista części zamiennych są dostępne w Internecie, na stronie
www.esab.com
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Warrior™ YardFeed 200w Instrukcja obsługi
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
ESAB Warrior™ YardFeed 200w Instrukcja obsługi
-
ESAB Warrior™ Feed 304 Instrukcja obsługi
-
-
ESAB Mig C420 PRO Instrukcja obsługi
-
ESAB Fabricator Feed 304, Fabricator Feed 304w Instrukcja obsługi
-
-
ESAB Robust Feed PRO Instrukcja obsługi
-
-
ESAB YardFeed 2000 Instrukcja obsługi
-
ESAB Warrior™ 400i cc/cv, Warrior™ 500i cc/cv Instrukcja obsługi


