
PL
Valid from program version 1.60444 405 082 PL 110428
Aristo
WO100
4
Instrukcja obsługi

TOCo
- 2 -
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 WPROWADZENIE 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Wybór języka 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Panel sterowania 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ZAKRES USTAWIEŃ 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 PARAMETRY SPAWANIA 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Sektory 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Prąd spawania 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Prąd pulsujący/prąd ciągľy 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.2 Pulsacja specjalna 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Podawanie drutu 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Obroty 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Regulacja napięcia ľuku (AVC) 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 Ukľadanie ściegów zakosowych 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 Gaz 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.8 Podgrzewanie wstępne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.9 Nachylenie 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 STRUKTURA MENU 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Obszar spawania 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 Parametry 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.2 Menedżer plików 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.3 Informacja 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.4 Informacje o spoinie 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.5 Ustawienia 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.6 Limity 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Obszar projektowy 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Ustawienia 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Wygląd 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.2 Ustawienia użytkownika 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Logowanie 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Biblioteka 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.1 Programy spawania 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.2 Filtr wyszukiwania 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Tryb ręczny 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.1 Wybór silnika 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.2 Regulacja zaworu gazowego 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.3 Uruchom silnik 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.4 Symulacja ukľadania ściegów zakosowych 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Edytor narzędzi 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Zaľaduj/Zapisz 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 Edytuj ustawienia 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 Edytuj dane silnika 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 Dzienniki 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.1 Dziennik zdarzeń 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.2 Dane jakości 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.9 Spawanie ręczne 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.10 Utwórz 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .


© ESAB AB 2007
bi16d1oa - 4 -
1 WPROWADZENIE
Instrukcja zawiera opis obsľugi panelu sterowania. WO100
4
Informacje ogólne na temat obsľugi znajdują się w instrukcji obsľugi źródľa prądu i
sterowania.
Tekst wyświetlany na panelu dostępny jest w następujących językach: szwedzki,
norweski, duński, fiński, angielski, niemiecki, francuski, holenderski, hiszpański,
wľoski, portugalski, grecki, polski, czeski, węgierski, sľoweński i rosyjski.
1.1 Wybór języka
Przy pierwszym uruchomieniu urządzenia wyświetlany jest następujący ekran.
W systemie ustawiono fabrycznie język angielski. Aby wybrać preferowany przez
siebie język:
S Naciśnij przycisk “Menu",
aby wyświetlić menu oraz
dostępne opcje na tym
poziomie.
S Kręć pokrętľem, aż
zostanie zaznaczona
pozycja “Setting", po czym
naciśnij pokrętľo.
S Zostanie zaznaczona
pozycja “Appearance"
naciśnij pokrętľo.
S Zostanie zaznaczona
pozycja “General" naciśnij
pokrętľo. W ramce pojawi
się pole “Language" ze
sľowm “English". Kręć pokrętľem, aby wybrać preferowany przez siebie język.
S Aktywuj preferowany przez siebie język, naciskając pokrętľo.
PL

© ESAB AB 2007
bi16d1oa - 5 -
1.2 Panel sterowania
1 Pokrętľo
Do poruszania się, aktywowania i ustawiania wartości parametrów.
Pokrętľo oferuje trzy funkcje:
S Obrót w lewo
S Obrót w prawo
S Naciśnięcie, aby aktywować
PL

© ESAB AB 2007
bi16d1oa - 6 -
2 Wyświetlacz
Wyświetlacz skľada się z czterech
widocznych pól:
Górne pole stanu (A)
Informacje o nazwie programu
obszaru spawania, użytkowniku, typie
podľączonego narzędzia i średnicy
rury.
Pole gľównego menu (B)
Różne menu, patrz rozdziaľ NO TAG
“Struktura menu".
Pole widoku (C)
Do edycji programów spawania, zapisywania programów, informacji, wyglądu,
itp.
Pole stanu (D)
Zawiera informacje ogólne, komunikaty o bľędach i dane bieżącego spawania
(poľożenie, napięcie, prąd).
3 Szybkie zatrzymanie/Ponowne uruchomienie
Natychmiastowe przerwanie procesu spawania. Następuje powypľyw
gazu, zgodnie z informacją z sektora końcowego.
Kolejne naciśnięcie przycisku inicjuje ponowne uruchomienie z
parametrami z sektora początkowego, proces spawania jest
kontynuowany od punktu w programie spawania, w którym wystąpiľa
przerwa.
4 Strzaľka w lewo
Przechodzenie w lewo w menu i wstecz w menu gľównych.
5 Strzaľka w prawo
Przechodzenie w prawo w menu i naprzód w menu gľównych.
6 Menu gľówne
Przejście do pola gľównego menu.
PL

© ESAB AB 2007
bi16d1oa - 7 -
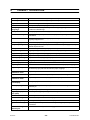
2 ZAKRES USTAWIEŃ
Parametr Zakres ustawień
Sektor
Punkty przerwania
Stopnie
0 - 50
0,000 ć 9,999
0 - 3599°
Prąd spawania
1)
Prąd szczytowy
Prąd bazy
Czas pulsu
Czas trwania bazy
Pulsacja specjalna
3 - 400 A
2)
3 - 400 A
2)
0,01 - 25 s
0,01 - 25 s
Wyľ. i Wľ.
Podawanie drutu
Prędkość szczytowa podawania drutu
Prędkość bazowa podawania drutu
15 - 250 cm/min.
15 - 250 cm/min.
Obroty
Prędkość obrotowa
Kierunek obrotów
Obroty z pulsem
5 - 100% prędkości maksymalnej narzędzia
spawalniczego
Naprzód i Wstecz
0,05 - 25 s
AVC
Napięcie szczytowe
Napięcie bazy
Czas zwľoki
8 - 33 V
8 - 33 V
0,5 - 6000 s
Ukľadanie ściegów zakosowych
Amplituda ukľadania ściegów zakosowych
Prędkość ukľadania ściegów zakosowych
Czas przerwy (prawy i lewy)
0 - 12 mm (5 mm)
2 - 12 mm/s (5 mm/s)
0,1 - 10 s (1 s)
Gaz
Czas przedwypľywu gazu spawania
Czas powypľywu gazu spawania
Gaz początkowy
Gaz formujący
0 - 6000 s
0 - 6000 s
0 - 6000 s
0 - 6000 s
Podgrzewanie wstępne
Czas podgrzewania wstępnego 0 - 600 s
Nachylenie
Czas narastania prądu
Czas opadania prądu
0,1 - 25 s
0,1 - 25 s
1)
Maksymalny prąd spawania dla chľodzonych powietrzem narzędzi spawalniczych do rur to 100
A.
Maksymalny prąd spawania dla chľodzonych wodą narzędzi spawalniczych do rur to 400 A.
Patrz także instrukcja obsľugi określonego narzędzia spawalniczego do rur.
2)
Zależy od źródľa prądu
PL

© ESAB AB 2007
bi16d1oa - 8 -
3 PARAMETRY SPAWANIA
3.1 Sektory
Program do spawania rur można podzielić na różne sekcje: sektory. Każdy z nich
odpowiada jednej sekcji obwodu rury. Maksymalna liczba sektorów dla jednego
programu wynosi 50.
Sektorowi można przydzielić wľasny zestaw
wartości dla różnych parametrów spawania,
takich jak prąd, prędkość obrotowa, prędkość
podawania drutu, itp. Umożliwia to wykonanie
spawania z użyciem różnych ustawień
parametrów dla różnych sekcji spoiny rury.
Sektor 4 Sektor 1
Sektor 3 Sektor 2
Podziaľ na sektory odbywa się przez
wskazanie różnych punktów przerwania
lub stopni na obwodzie rury. Każdy punkt
przerwania lub stopień jest punktem
początkowym nowego sektora. Na rysunku,
punkt przerwania 0,000, 0 stopni, jest
punktem początkowym dla sektora 1, punkt
przerwania 0,250, 90 stopni, jest punktem
początkowym dla sektora 2, itd.
Źródľo prądu umożliwia spawanie maks. 10
obrotów w tej samej spoinie spawalniczej.
(Narzędzie spawalnicze można obrócić 10
razy wokóľ rury.)
0,000
Sektor 4 Sektor 1
0,750 0,250
Sektor 3 Sektor 2
0,500
Uwaga: Sektor nie może być mniejszy niż 10 tysięcznych lub 3,6 stopnia obrotu.
S Obrót 1 =
punkty przerwania 0,000 - 0,999
0 - 359 stopni
S Obrót 2 =
punkty przerwania 1,000 - 1,999
360 - 719 stopni
S Obrót 3 =
punkty przerwania 2,000 - 2,999
720 - 1079 stopni
S Obrót 4 =
punkty przerwania 3,000 - 3,999
1080 - 1439 stopni
S Obrót 5 =
punkty przerwania 4,000 - 4,999
1440 - 1799 stopni
S Obrót 6 =
punkty przerwania 5,000 - 5,999
1800 - 2159 stopni
S Obrót 7 =
punkty przerwania 6,000 - 6,999
2160 - 2519 stopni
S Obrót 8 =
punkty przerwania 7,000 - 7,999
2520 - 2879 stopni
S Obrót 9 =
punkty przerwania 8,000 - 8,999
2880 - 3239 stopni
S Obrót 10 =
punkty przerwania 9,000 - 9,999
3240 - 3599 stopni
Aby zakończyć program spawania, zaznacza się tzw. sektor końcowy.
Aby sektor byľ traktowany jako końcowy, należy speľnić dwa poniższe warunki:
S brak kolejnego sektora
S wartość prądu spawania dla sektora wynosi 0 A
PL

© ESAB AB 2007
bi16d1oa - 9 -
3.2 Prąd spawania
Grupa parametrów prądu spawania zawiera sześć pozycji:
S prąd szczytowy
S prąd bazy
S czas pulsu
S czas trwania bazy
S pulsacja specjalna
S nachylenie, patrz punkt 3.9.
Czas pulsu
Czas trwania bazy
Prąd szczytowy
Prąd bazy
Spawanie TIG z prądem pulsującym
Prąd spawania może być pulsujący lub ciągľy (bez pulsacji).
3.2.1 Prąd pulsujący/prąd ciągľy
Podczas spawania z użyciem prądu pulsującego należy określić wartość szczytową
prądu, prądu bazy, czasu pulsu i czasu trwania bazy.
Jednak podczas spawania z użyciem prądu ciągľego, wystarczy podać parametr
wartości szczytowej prądu. Wpisanie wartości prądu bazy uruchomi prąd pulsujący.
Prąd spawania (prąd pulsujący) może być zsynchronizowany z ruchem ukľadania
ściegów zakosowych, aby prąd szczytowy rozpoczynaľ się, kiedy elektroda znajduje
się na krańcach tego ruchu. Określa się to również pulsacją specjalną. (Nawet,
kiedy nie stosuje się pulsacji specjalnej, prąd szczytowy nadal rozpoczyna się na
krańcach ruchu ukľadania ściegów zakosowych.)
3.2.2 Pulsacja specjalna
Pulsacja specjalna oznacza, że prąd spawania jest zsynchronizowany z ruchem
ukľadania ściegów zakosowych, tj. prąd szczytowy rozpoczyna się, kiedy elektroda
jest na krańcach tego ruchu. W ten sposób czas przerwy określa czas prądu
szczytowego dla każdego krańca.
Pulsację specjalną można stosować w poľączeniu z obrotem ciągľym i z pulsem.
Pulsacja specjalna z obrotem z pulsem, określana także pulsacją fali prostokątnej,
oznacza, że pierścień zębaty obraca się, kiedy elektroda znajduje się na dowolnym
krańcu ruchu ukľadania ściegów zakosowych.
PL

© ESAB AB 2007
bi16d1oa - 10 -
A = prąd bazy
B = prąd szczytowy
Kierunek obrotów Kierunek obrotów
Pulsacja specjalna z obrotem
ciągľym
Pulsacja specjalna
z obrotem z pulsem
W przypadku pulsacji specjalnej, podawanie drutu może być ciągľe lub z pulsem.
Przy podawaniu drutu z pulsem, synchronizacja z prądem spawania przebiega w
opisany powyżej sposób, patrz także rozdziaľ 3.3ĘPrędkość podawania drutu".
3.3 Podawanie drutu
Prędkość podawania drutu sľuży do określania prędkości podawania drutu
spawalniczego w centymetrach na minutę. Prędkość może być z pulsem lub ciągľa
(bez pulsacji).
Grupa parametrów podawania drutu zawiera trzy pozycje:
S szczytowe podawanie drutu
S podawanie drutu bazy
S nachylenie, patrz punkt 3.9.
W przypadku spawania z użyciem ciągľego (bez pulsacji) podawania drutu,
wystarczy podać tylko parametr szczytowego podawania drutu.
W przypadku spawania z prędkością podawania drutu z pulsem, należy podać oba
parametry, tj. szczytowe podawanie drutu i podawanie drutu bazy.
Prędkość podawania drutu z pulsem zawsze jest automatycznie synchronizowana z
prądem spawania, aby byľa wysoka podczas prądu szczytowego i niska podczas
prądu bazy.
3.4 Obroty
Sľuży do określania prędkości obrotowej elektrody wokóľ przedmiotu obrabianego.
Podaje się ją w milimetrach na minutę.
Prędkość obrotowa może być z pulsem lub ciągľa (bez pulsacji).
PL

© ESAB AB 2007
bi16d1oa - 11 -
Grupa parametrów obrotów zawiera cztery pozycje:
S prędkość obrotowa
S kierunek obrotów
S obroty z pulsem
S nachylenie, patrz punkt 3.9.
Obroty z pulsem są automatycznie synchronizowane z prądem spawania, aby
narzędzie spawalnicze byľo nieruchome przy prądzie szczytowym, a obracaľo się
przy prądzie bazy.
3.5 Regulacja napięcia ľuku (AVC)
Używane podczas spawania za pomocą narzędzi spawalniczych wyposażonych w
moduľ AVC.
Regulacja napięcia ľuku (AVC) oznacza, że napięcie ľuku, a tym samym jego
dľugość (odlegľość między końcem elektrody i przedmiotem obrabianym) jest
regulowana automatycznie podczas ciągľego spawania.
Grupa parametrów regulacji napięcia ľuku (AVC) zawiera cztery pozycje:
S napięcie szczytowe (napięcie ľuku przy prądzie szczytowym)
S napięcie bazy (napięcie ľuku przy prądzie bazy)
S czas zwľoki
S nachylenie, patrz punkt 3.9.
Parametry napięcia szczytowego i napięcia bazy sľużą do podawania wartości
odniesienia dla regulacji napięcia ľuku przy prądzie szczytowym i prądzie bazy. Przy
prądzie ciągľym, wystarczy podać parametr napięcia szczytowego.
W razie braku wartości dla napięcia szczytowego, jako wartość odniesienia należy
użyć wartości zmierzonej tuż po rozpoczęciu spawania.
W razie braku wartości dla napięcia bazy, jeśli zostaľ podany pulsujący prąd
spawania, nie występuje sterowanie napięciem ľuku za pomocą prądu bazy.
Uwaga! Nie można określić nachylenia czasu w sektorze 1 dla napięcia szczytowego
i napięcia bazy.
Można podać czas zwľoki jako środek stabilizacji ľuku przed rozpoczęciem regulacji
napięcia ľuku. W tym czasie zwľoki , moduľ AVC jest caľkowicie zablokowany.
W razie braku czasu zwľoki, wystąpi poniższa sytuacja:
S Czas zwľoki jest taki sam (co najmniej 5 sekund), jak dowolny czas narastania
prądu dla prądu spawania. Jeśli podany czas narastania prądu jest krótszy niż 5
sekund, moduľ AVC uruchomi się po zakończeniu nachylenia, ale tylko poprzez
zwiększenie napięcia ľuku (dľugości ľuku).
S W razie braku czasu narastania prądu dla prądu spawania, obowiązuje staľy
czas zwľoki 5 sekund. Moduľ AVC nie jest caľkowicie zablokowany, choć można
zwiększyć napięcie ľuku (dľugość ľuku).
PL

© ESAB AB 2007
bi16d1oa - 12 -
3.6 Ukľadanie ściegów zakosowych
Stosowane podczas prowadzenia elektrody zygzakiem w trakcie spawania za
pomocą narzędzi spawalniczych wyposażonych w moduľ ukľadania ściegów
zakosowych.
Grupa parametrów ukľadania ściegów zakosowych zawiera pięć pozycji:
S amplituda ukľadania ściegów zakosowych
S prędkość ukľadania ściegów zakosowych
S czas przerwy po lewej
S czas przerwy po prawej
S nachylenie, patrz punkt 3.9.
Amplituda (mm)
Czas przerwy po lewej (s)
Czas przerwy po prawej (s)
Prędkość ukľadania ściegów zakosowych (mm/s)
Ukľadanie ściegów zakosowych
Ruch ukľadania ściegów zakosowych może być zsynchronizowany z prądem
spawania (prądem pulsującym), aby prąd szczytowy rozpoczynaľ się, kiedy
elektroda dociera do krańców tego ruchu. Określa się to także `pulsacją specjalną' i
zostaľo szerzej opisane w rozdziale 3.2.2 “Pulsacja specjalna".
3.7 Gaz
Grupa parametrów gazu osľonowego zawiera trzy pozycje:
S gaz spawania
S gaz początkowy
S gaz formujący
Gaz spawania odnosi się do gazu osľonowego w górnej części spoiny spawalniczej.
Parametr gazu spawania określa, jak dľugo gaz osľonowy ma wypľywać na górną
część spoiny przed i po spawaniu. Gaz osľonowy jest monitorowany przez
zabezpieczenie przepľywu min. 4,5 l/min.
Pewne gazy osľonowe, np. hel (He) mogą stwarzać problemy z zajarzaniem ľuku.
Jeśli ten typ gazu osľonowego będzie stosowany jako gaz spawania, może być
wskazane użycie innej mieszaniny gazu przy samym rozpoczęciu, tzw. gazu
początkowego.
PL

© ESAB AB 2007
bi16d1oa - 13 -
Gaz formujący odnosi się do gazu osľonowego w dolnej części spoiny spawalniczej.
Parametr gazu formującego określa, jak dľugo gaz osľonowy ma wypľywać na dolną
część spoiny przed i po spawaniu.
Jeśli dla gazu spawania zostanie podana jedna wartość, a dla gazu początkowego
inna w sektorze 1, popľynie tylko gaz początkowy . Gaz spawania zacznie pľynąć
po zajarzeniu ľuku.
3.8 Podgrzewanie wstępne
Podgrzewanie wstępne sľuży do podgrzewania przedmiotu obrabianego w punkcie
początkowym, aby zapewnić wľaściwą penetrację jeziorka metalu i definiuje się je
jako czas między zajarzeniem ľuku i rozpoczęciem ruchu obrotowego. W razie braku
wartości dla podgrzewania wstępnego, obroty rozpoczną się tuż po zajarzeniu ľuku.
3.9 Nachylenie
Nachylenie może być określone przez pewne parametry. Nachylenie to czas, w
którym wartość parametru stopniowo ulega zmianie z wartości w poprzednim
sektorze do wartości podanej dla bieżącego sektora.
Narastanie prądu = stopniowe zwiększanie, jeśli poprzednia wartość jest niższa od
podanej.
Opadanie prądu = stopniowe zmniejszanie, jeśli poprzednia wartość jest wyższa od
podanej.
Maksymalny okres nachylenia zależy od trwania określonego sektora. Jeśli czas
nachylenia jest równy czasowi sektora, określa się to `nachyleniem sektora'.
PL

© ESAB AB 2007
bi16d1oa - 14 -
4 STRUKTURA MENU
Obszar
spawania
Parametry Menedżer
plików
Informacja Informacje o
spoinie
Ustawienia Limity
Tabela
ˇ Edytuj tabelę
ˇ Pokaż/Ukryj
ˇ Regulacja
spawania
ˇ Edytuj
Graficzny
ˇ Prąd
ˇ Podawanie drutu
ˇ Obroty
ˇ Ukľadanie ściegów
zakosowych
ˇ AVC
ˇ Gaz
ˇ Informacje
ogólne
ˇ Opis
ˇ Rura
ˇ Elektroda
ˇ Drut
ˇ Gaz
ˇ Wizualizacja
ˇ Wartości
parametrów
ˇ Ustawienia
narzędzi
ˇ Ustawienia
rury
Obszar
projektowy
Parametry Menedżer
plików
Informacja Informacje o
spoinie
Ustawienia Limity
Tabela
ˇ Edytuj tabelę
ˇ Pokaż/Ukryj
ˇ Edytuj
Graficzny
ˇ Prąd
ˇ Podawanie drutu
ˇ Obroty
ˇ Ukľadanie ściegów
zakosowych
ˇ AVC
ˇ Gaz
ˇ Informacje
ogólne
ˇ Opis
ˇ Rura
ˇ Elektroda
ˇ Drut
ˇ Gaz
ˇ Wizualizacja
ˇ Wartości
parametrów
ˇ Ustawienia
narzędzi
ˇ Ustawienia
rury
PL

© ESAB AB 2007
bi16d1oa - 15 -
Ustawienia Logowanie Biblioteka Tryb
ręczny
Wygląd Użytkownik ˇ Program
spawania
ˇ Wybór silnika
ˇ Regulacja zaworu
gazowego
ˇ Filtr wyszukiwaniaˇ Uruchom silnik
ˇ Symulacja ukľadania ściegów
zakosowych
ˇ Informacje ogólne
ˇ Dane
jakości
Edytor
narzędzi
Dzienniki Spawanie
ręczne
Utwórz
Zaľaduj/
Zapisz
ˇ Wybór
narzędzia
ˇ Dziaľanie
narzędzia
Zmień
ustawienia
ˇ Informacje
ogólne
ˇ Limity
parametrów
Zmień
dane silnika
ˇ Zmień
parametr
ˇ Pokaż
parametry
Dziennik
zdarzeń
Dane jakości
ˇ Pliki danych
jakości
ˇ Zawartość
5
Parametry spawania można wyświetlać i edytować w dwóch obszarach roboczych:
Obszar spawania (patrz rozdziaľ 5.1) i Obszar projektowy (patrz rozdziaľ 5.2).
5.1 Obszar spawania
Weld area
Ten ekran umożliwia wyświetlanie i edycję parametrów w programie spawania i
sterowanie procesem spawania. Program spawania w obszarze spawania steruje
procesem spawania.
Parametry obszaru spawania można wprowadzać, ľadując program spawania z
biblioteki, generując podstawowy program spawania lub edytując parametry ręcznie.
5.1.1 Parametry
Parameters
Ta opcja menu to tylko archiwum innych opcji menu.
Obszar spawania --> Parametry --> Tabela
Weld area --> Parameters --> Table
Tutaj można wyświetlać i edytować parametry spawania w formie tabeli oraz
rozpoczynać i kończyć proces spawania.
PL

© ESAB AB 2007
bi16d1oa - 16 -
Każdy parametr w grupie parametrów jest zaznaczony w kolorze grupy.
Wybrany parametr spawania w tabeli jest zaznaczony niebieską ramką z dwiema
strzaľkami.
S Aby poruszać się po tabeli, należy kręcić pokrętľem.
S Aby zmienić kierunek, należy nacisnąć pokrętľo.
S Aby zmienić wartość parametru, należy kliknąć prawą strzaľkę i dokonać edycji
za pomocą pokrętľa.
Skróty menu:
S Edytuj tabelę Edit table
Zaznacza tabelę z parametrami spawania
S Pokaż/Ukryj Show/hide
Wyświetla lub ukrywa grupy parametrów spawania w tabeli.
Tutaj można wybrać, jakie parametry mają być wyświetlane w tabeli, wybierając
grupy parametrów.
S Sterowanie spawaniem Weld control
Zaznacza przycisk Start w ramce sterowania spawaniem.
Przyciski w tej ramce sterują procesem spawania. Można rozpocząć, zakończyć,
bezpośrednio zakończyć, kontynuować lub symulować rozpoczęcie procesu
spawania.
S Edytuj sektory Edit sectors
Zaznacza przycisk `Dodaj sektor za, Add sector after' w ramce Edytuj sektory.
Za pomocą tej ramki można zwiększać lub zmniejszać liczbę sektorów. Można
dodawać nowe sektory przed lub za istniejącym sektorem oraz usuwać sektory
w programie spawania.
PL

© ESAB AB 2007
bi16d1oa - 17 -
Obszar spawania --> Parametry --> Graficzny--> Prąd
Weld area --> Parameters --> Graphical --> Current
W tym ekranie można wyświetlać i edytować parametry spawania dla prądu w formie
graficznej.
Prąd szczytowy i prąd bazy są przedstawione w ukľadzie wspóľrzędnych.
Oś Y przedstawia wartość prądu w amperach, natomiast oś X przedstawia czas.
Różne wartości prądu dla sektora są poľączone i tworzą linię.
Zielony wskazuje prąd szczytowy, a niebieski prąd bazy dla sektora.
Nachylenie jest przedstawione jako linia skośna, ľącząca początek sektora z
miejscem, w którym kończy się czas nachylenia na osi X.
S Zoom Zoom
Tutaj można regulować skalę osi X w ukľadzie wspóľrzędnych.
S Sterowanie spawaniem Weld control
Przyciski w tej ramce sterują procesem spawania. Można rozpocząć, zakończyć,
bezpośrednio zakończyć, kontynuować lub symulować rozpoczęcie procesu
spawania.
S Informacje o sektorze Sector information
Liczby w tym polu przedstawiają inne parametry dotyczące grupy parametrów
spawania. Punkt przerwania sektora jest przedstawiony za pomocą kreski w
kóľku (przekrój poprzeczny rury).
Jeśli program spawania obejmuje ponad jeden obrót, te obroty są przedstawione
jako sekwencja nieco mniejszych kóľek.
Czas wstępnego podgrzewania jest przedstawiony w dziesiętnych sekundy pod
informacją o punkcie przerwania.
Wľączenie lub wyľączenie pulsacji specjalnej przedstawiono jako obraz, gdzie
czerwony krzyżyk oznacza, że nie jest używana.
Stosunek między czasami pulsu przedstawiono jako cykl pulsu. Oddzielne czasy
dla pulsu szczytowego i pulsu bazy.
PL

© ESAB AB 2007
bi16d1oa - 18 -
S Rysunek punktów przerwania
Punkty przerwania można przesuwać, dodawać lub usuwać na ich rysunku za
pomocą pokrętľa. Przechodząc dalej do rysunku i zaznaczając go, można kręcić
pokrętľem i przesuwać biaľą kreskę lub `kursor'.
Przesuwanie punktu przerwania:
S Naciśnij pokrętľo, kiedy kursor jest na lub tuż obok (czarnego) kursora
przesuwanego punktu przerwania.
Punkt przerwania zostaje `zabrany' przez kursor i podąża za nim po okręgu.
S Potwierdź nowy punkt przerwania, naciskając pokrętľo.
Tworzenie nowego punktu przerwania
S Przesuń kursor, kręcąc pokrętľem i naciskając je w punkcie tworzenia
nowego przerwania.
Usuwanie punktu przerwania:
S Naciśnij pokrętľo, kiedy kursor jest na lub tuż obok kursora usuwanego
punktu przerwania.
Punkt przerwania zostaje `zabrany' przez kursor i podąża za nim po okręgu.
S Przekręć pokrętľo do poprzedniego lub następnego punktu przerwania i
naciśnij.
Obszar spawania --> Parametry --> Graficzny--> Podawanie drutu
Weld area --> Parameters --> Graphical --> Wire feed
Tutaj można wyświetlać i edytować parametry sterujące podawaniem drutu dla
sektora.
Ukľad wspóľrzędnych przedstawia prędkość, z jaką drut będzie podawany przy
wartości szczytowej i wartości bazy na sektor.
Nachylenie jest przedstawione jako linia skośna, ľącząca początek sektora przez
czas podany dla nachylenia.
PL

© ESAB AB 2007
bi16d1oa - 19 -
Obszar spawania --> Parametry --> Graficzny--> Obroty
Weld area --> Parameters --> Graphical --> Rotation
Prędkość obrotową można wyświetlać i edytować w ukľadzie wspóľrzędnych za
pomocą jednej linii dla każdej wartości i nachylenia czasu. Ukľad wspóľrzędnych
przedstawia punkty przerwania jako linie przerywane.
Jeśli obroty z pulsem są wyľączone, zostanie to przedstawione w formie
przekreślenia pulsu.
Obszar spawania --> Parametry --> Graficzny--> Ukľadanie ściegów
zakosowych
Weld area --> Parameters --> Graphical --> Weaving
Ten ekran przedstawia parametry wpľywające na ukľadanie ściegów zakosowych.
Amplitudę wyświetla się i edytuje w ukľadzie wspóľrzędnych. Prędkość i czasy
przerw można wyświetlać i edytować w polu Informacje o sektorze.
PL

© ESAB AB 2007
bi16d1oa - 20 -
Obszar spawania --> Parametry --> Graficzny--> AVC
Weld area --> Parameters --> Graphical --> AVC
Tutaj można wyświetlać i edytować parametry sterujące regulacją napięcia ľuku
(AVC). Napięcie szczytowe i napięcie bazy są przedstawione w ukľadzie
wspóľrzędnych.
Czas zwľoki wyświetla się i edytuje w polu Informacje o sektorze.
PL
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































ESAB WO1002 Aristo Instrukcja obsługi
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
ESAB WO1002 Aristo® Instrukcja obsługi
-
ESAB MechT1 CAN Instrukcja obsługi
-
ESAB Weaving unit W8000 Instrukcja obsługi
-
ESAB TA24 AC/DC Origo™ Instrukcja obsługi
-
ESAB TA4 Aristo®,T4 Instrukcja obsługi
-
-
-
ESAB PRD 160 A21 Instrukcja obsługi
-
ESAB Caddy Arc 201i Instrukcja obsługi
-
ESAB Railtrac™ B42V Instrukcja obsługi
