
Valid for serial no. 0607--xxx--xxxx0460 072 001 2006--05--08
Frametrac
t
112101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò
Instrukcja obs³ugi

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
Zastrzegamy sobie prawo do wprowadzenia zmian.
SVENSKA 5..............................................
DANSK 29................................................
NORSK 53................................................
SUOMI 77................................................
ENGLISH 101..............................................
DEUTSCH 125.............................................
FRANÇAIS 149.............................................
NEDERLANDS 173.........................................
ESPAÑOL 197..............................................
ITALIANO 221..............................................
PORTUGUÊS 245..........................................
ÅËËÇÍÉÊÁ 269.............................................
POLSKI 293.................................................

-- 3 --
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sverige, försäkrar under eget ansvar att svetsauto-
mat Frametrac från serienummer 0607 är i överensstämmelse med standard EN 12100--2 och EN
60204--1 enligt villkoren i direktiv (73/27/EG) och standard EN 61000--2--2 samt EN 61000--6--3 enligt
villkoren i direktiv (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
OVERENSSTEMMELSEERKLÆRING
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sverige, erklærer på eget ansvar, at svejseautomat
Frametrac fra serienummer 0607 er i overensstemmelse med standarden EN 12100--2 og
EN 60204--1 ifølge betingelserne i direktiv (73/27/EØF) og standard EN 61000--2--2 samt
EN 61000--6--3 ifølge betingelserne i direktiv (89/336/EØF).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
FORSIKRING OM SAMSVAR
Esab Welding Equipment AB, SE--695 81 Laxå, Sverige, forsikrer på eget ansvar at sveiseautomat
Frametrac fra serienummer 0607 er i overensstemmelse med standard EN 12100--2 og EN 60204--1
i følge vilkårene i direktiv (73/27/EF) og standard EN 61000--2--2 samt EN 61000--6--3 i følge vilkårene
i direktiv (89/336/EF).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
VAATIMUSTENMUKAISUUSVAKUUTUS
ESAB AB, Welding Equipment, SE--695 81 Laxå, Ruotsi, vakuuttaa omalla vastuullaan, että
hitsausautomaatti Frametrac alkaen sarjanumerosta 0607 täyttää standardin EN 12100--2 ja
EN 60204--1 vaatimukset direktiivin (73/27/ETY) ehtojen mukaisesti sekä standardin EN 61000--2--2
sekä EN 61000--6--3 vaatimukset direktiivin (89/336/ETY).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
DECLARATION OF CONFORMITY
ESAB AB, Welding Equipment, SE--695 81 Laxå, Sweden, gives its unreserved guarantee that
automatic welding machine Frametrac from serial number 0607 complies with standard
EN 12100--2 and EN 60204--1, in accordance with the requirements of directive (73/27/EEC) and with
standard EN 61000--2--2 and also EN 61000--6--3, in accordance with the requirements of directive
(89/336/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
ZULASSUNGSNACHWEIS
ESAB AB, Welding Equipment, SE--695 81 Laxå Schweden, bestätigt hiermit in Eigenverantwortung,
daß der Schweißautomat Frametrac ab Seriennummer 0607 dem Standard EN 12100--2 und
EN 60204--1 gemäß den Bedingungen der Direktive (73/27/EEG) und dem Standard EN 61000--2--2
und EN 61000--6--3 gemäß den Bedingungen der Direktive (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
CERTIFICAT DE CONFORMITÉ
ESAB AB, Welding Equipment, SE--695 81 Laxå, Suède, certifie que la appareil de soudage
automatique Frametrac à partir du numéro de série 0607 est conforme à la norme EN 12100--2 et
EN 60204--1 selon les conditions de la directive (73/27/CEE) et à la norme EN 61000--2--2 et EN
61000--6--3 selon les conditions de la directive (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
VERKLARING VAN OVEREENSTEMMING
ESAB AB, Welding Equipment, SE--695 81 Laxå Zweden, verklaart geheel onder eigen verantwoor-
delijkheid dat lasautomaat Frametrac van het serienummer 0607 in overeenstemming is met norm
EN 12100--2 en EN 60204--1 conform de bepalingen in richtlijn (73/27/EEG) en met norm
EN 61000--2--2 en EN 61000--6--3 conform de bespalingen in richtlijn (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
DECLARACIÓN DE CONFORMIDAD
ESAB AB, Welding Equipment, SE--695 81 Laxå, Suecia, garantiza bajo propia responsabilidad que
la equipo para soldadura automática Frametrac a partir del número de serie 0607 concuerda con la
norma EN 12100--2 y EN 60204--1 conforme a la directiva (73/27/CEE) y con la norma
EN 61000--2--2 y EN 61000--6--3 según los requisitos de la directiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Equipment, SE--695 81 Laxå Svezia, dichiara sotto la propria responsabilità che la
saldatrice automatica Frametrac con numero di serie a partire da 0607 è conforme alla norma
EN 12100--2 e EN 60204--1 come previsto dalla direttiva (73/27/CEE) ed alla norma EN 61000--2--2 e
EN 61000--6--3 come previsto dalla direttiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------

-- 4 --
DECLARAÇÃO DE CONFORMIDADE
ESAB AB, Welding Equipment, SE--695 81 Laxå Suécia, garante sob responsabilidade própria que, o
equipamento automático para soldadura Frametrac a partir do número de série 0607 está em con-
formidade com a norma EN 12100--2 e EN 60204--1 segundo os requisitos da directiva (73/27/CEE) e
com a norma EN 61000--2--2 e EN 61000--6--3 segundo os requisitos da directiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
ÄÇËÙÓÇ ÓÕÌÌÏÑÖÙÓÇÓ
ÇåôáéñåßáESAB AB, Welding Equipment, SE--695 81 Laxå, Óïõçäßá, äçëþíåé üôé ôá ìç÷áíÞìáôá
áõôüìáôò óõãêïëëçôÞò Frametrac áðü ôïí áñéèìü óåéñÜò 0607 êáé Ýðåéôá, óõììïñöþíïíôáé ìå
ôï ðñüôõðï EN 12100--2 êáé EN 60204--1 óýìöùíá ìå ôéò áðáéôÞóåéò ôçò ïäçãßáò (73/27/EEG)
êáé ôï ðñüôõðï EN 61000--2--2 êáé EN 61000--6--3 óýìöùíá ìå ôéò áðáéôÞóåéò ôçò ïäçãßáò
(89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
CERTYFIKAT ZGODNO¦CI
Firma ESAB AB, Welding Equipment, SE-695 81 Laxå, Szwecja, gwarantuje pod rygorem odpowiedzialno¶ci,
¿e automat spawalniczy Frametrac od numeru seryjnego 0607 spe³nia wymagania normy EN 12100-2 i
EN 60204-1 wed³ug dyrektywy (73/27/EG) oraz normy EN 61000-2-2 i EN 61000-6-3 wed³ug
dyrektywy (89/336/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
L
axå 2006--04--19

POLSKI
TOCo
-- 2 9 3 --
1 ZASADY BEZPIECZEÑSTWA 294........................................
2 OPIS TECHNICZNY 296.................................................
2.1 Informacje ogólne 296..........................................................
2.2 Dzia³anie ACC 297..............................................................
2.3 Urz±dzenie 298................................................................
2.4 Zespo³y 299...................................................................
2.5 Dane techniczne 299...........................................................
3 INSTALACJA 300.......................................................
3.1 Wiadomo¶ci ogólne 300.........................................................
3.2 Pod³±czenie Frametrac do ¼ród³a zasilania 300.......................................
3.3 Pozosta³e pod³±czenia 301.......................................................
3.4 Przy³±cza 305.................................................................
3.5 Monta¿ 306...................................................................
4 OBS£UGA 310.........................................................
4.1 Informacje ogólne 310..........................................................
4.2 Pulpit sterowania wózka 310.....................................................
4.3 Pulpit sterowania platformy jezdnej 311............................................
4.4 Remote control 312.............................................................
4.5 Suport 314....................................................................
4.6 Modu³ steruj±cy 314............................................................
5 KONSERWACJA 315...................................................
5.1 Informacje ogólne 315..........................................................
5.2 Czynno¶ci wykonywane codziennie 315............................................
6 AKCESORIA 316........................................................
7 ZAMAWIANIE CZʶCI ZAMIENNYCH 316................................
RYSUNEK WYMIAROWANY 317............................................
SCHEMAT 319............................................................
SPIS CZʦCI ZAPASOWYCH 321...........................................

SafO -- 2 9 4 --
1 ZASADY BEZPIECZEÑSTWA
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Upewniæ siê czy kabel zwrotny zosta³ bezpiecznie pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i konserwacji sprzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

SafO -- 2 9 5 --
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯ U. DLATEGO PODCZAS SPAWANIA NALE¬Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ºmierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ i uzierniæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodzenie oczu i poparzenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzi e¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiedrich oslon lub
zasion.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materialów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij eksperttów
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
PL

fhc2d1oa -- 2 9 6 --
2 OPIS TECHNICZNY
2.1 Informacje ogólne
Frametrac jest wózkiem spawalniczym przeznaczonym do efektywnej mechanizacji
korpusowego spawania rur z przeznaczeniem dla linii produkcyjnych wie¿ wiatraków
elektroenergetycznych. Wózek sk³ada siê z platformy jezdnej, modu³u steruj±cego z
pilotem oraz uchwytu przesuwnego pod pistolet spawalniczy z pionowym i poziomym
przesuwem.
Przesuw pionowy jest realizowany poprzez elektryczny suport (ACC), sterowany pr±dem
spawania, dziêki czemu pistolet utrzymuje sta³± wysoko¶æ/natê¿enie pr±du.
h
h
W przypadku korpusów o jednolitej grubo¶ci wózek jedzie bezpo¶rednio po korpusie. W
przypadku korpusów o ró¿nej grubo¶ci trzeba zastosowaæ odrêbn± bie¿niê dla wózka.
Wózek jedzie po korpusie. Wózek jedzie po odrêbnej bie¿ni na
szczycie korpusu.
PL

fhc2d1oa -- 2 9 7 --
2.2 Dzia³anie ACC
”ACC” (Automatic Current Control) to modu³ nastawczy, przeznaczony do utrzymywania
sta³ego natê¿enia pr±du podczas zmechanizowanego spawania metod± MIG/MAG.
Regulacja góra/dó³ wysoko¶ci pistoletu spawalniczego w trakcie procesu spawania jest
wykonywana automatycznie, co umo¿liwia dostosowanie do zró¿nicowanych pod³o¿y, pod
warunkiem, ¿e prêdko¶æ nadawy drutu jest sta³a.
System obejmuje jeden suport zmechanizowany, zespó³ bocznikowy i modu³ steruj±cy.
System tworzy niezale¿n± jednostkê bez wzglêdu na rodzaj ¼ród³a pr±du. Do pod³±czenia
zasilania s³u¿y 12-sty kowe z³±cze Burndy. Modu³ steruj±cy posiada równie¿ z³±cze
23-stykowe, s³u¿±ce do przekazywania zasilania do modu³u steruj±cego Frametrac, dziêki
czemu mo¿na u¿ywaæ standardowych kabli.
Przed uruchomieniem nale¿y ustawiæ ¿±dan± prêdko¶æ nadawy drutu ew. ¿±dan± wy soko¶æ
pistoletu spawalniczego. W tym celu nale¿y rêcznie przesun±æ suport w górê/w dó³.
Uruchom urz±dzenie jednocze¶nie dokonuj±c precyzyjnej regulacji wysoko¶ci pistoletu
spawalniczego oraz prêdko¶ci nadawy drutu odpowiednio do ¿±danego natê¿enia pr±du
spawania (zwykle odczytywane na wska¼niku). Po zakoñczeniu tej czynno¶ci, naci¶nij
przycisk SET (przycisk znajduje siê zarówno na suporcie jak i na module steruj±cym). Modu³
steruj±cy poda pr±d spawania (mo¿na odczytaæ z dodatkowego zespo³u bocznikowego) i
zapali siê niebieska lampka wska¼nikowa na przednim pulpicie. Natê¿enie pr±du musi
wynosiæ od 150 do 300 A, aby modu³ steruj±cy móg³ podaæ warto¶æ.
Wysoko¶æ pistoletu spawania mo¿na równie¿ doregulowaæ pó¼niej naciskaj±c przyciski
góra/dó³ na suporcie. Zmiana nastêpuje stopniowo po ka¿dorazowym naci¶niêciu
przycisku. Podwy¿szenie wysoko¶ci powoduje zmniejszenie natê¿enia pr±du spawania a
obni¿enie wysoko¶ci powoduje zwiêkszenie natê¿enia pr±du spawania.
Prêdko¶æ nadawy drutu nale¿y ustawiæ przed naci¶niêciem przycisku SET. Je¶li prêdko¶æ
nadawy drutu ma zostaæ ustawiona pó¼niej, przycisk SET powinien byæ wci¶niêty przez
ca³y czas, gdy dokonywana jest regulacja. Spowoduje to zatrzymanie regulacji ACC, która
przeciwdzia³a wszelkim próbom zmiany natê¿enia pr±du spawania.
Modu³ steruj±cy podtrzymuje zadane natê¿enie pr±du spawania przez 10 minut od
zakoñczenia procesu spawania. W tym czasie ¶wieci niebieska lampka wska¼nikowa. Po 10
minutach warto¶æ zostanie zresetowana i niebieska lampka zga¶nie. W celu
wcze¶niejszego zresetowania ustawieñ nale¿y nacisn±æ przycisk SET i przytrzymaæ
wci¶niêty przez 10 sekund. Niebieska lampka zga¶nie po tym czasie.
UWAGA: W przypadku zastosowania ¼ród³a pr±du Aristo nale¿y wy³±czyæ funkcjê
”Synergia”.
PL

fhc2d1oa -- 2 9 8 --
2.3 Urz±dzenie
1. Wy³±cznik regulacji wysoko¶ci
2. Platforma jezdna
3. Pilo t (x2)
4. Górne ko³o (x2)
5. Wspornik zespo³u przewodów
6. Rolki prowadz±ce, wózek
7. Rolka suportu do przesuwania suportu w poziomie
8. Pokrêt³o do regulacji k±ta ustawienia pistoletu
9. Zgrubna regulacja wysoko¶ci
10. Suport ACC (regulacja wysoko¶ci)
11. Zgrubna regulacja ustawienia pistoletu spawalniczego w poziomie
12. Konsola zamka regulacji wysoko¶ci rolki suportu
13. Korpus
14. Ko³o napêdowe (x4)
15. Pokrêt³o odci±¿enia docisku sprê¿yny
16. Konsola sprê¿ynowa
PL

fhc2d1oa -- 2 9 9 --
2.4 Zespo³y
U1 Modu³ steruj±cy Frametrac
U2 Pilot
W1 Frametrac
U3 Modu³ PLC ACC
R1 Zespó³ bocznikowy
S1 Suport ACC
2.5 Dane techniczne
Frametrac
Napiêcie przy³±cza 36--46VAC
Moc 80W
Masa 30kg
Grubo¶æ korpusu 20--50mm
Min. ¶rednica korpusu R 150mm
Min. wysoko¶æ korpusu 40mm
Maks. ró¿nica wysoko¶ci korpusu 120mm
Maks. ró¿nica grubo¶ci korpusu 3mm
Przesuniêcie suportu w pionie +/--40mm
Przesuniêcie suportu w poziomie +/--20mm
Maks. obci±¿enie suportu 3kg
Prêdko¶æ spawania 10--99cm/min
Prêdko¶æ platformy 10--60mm/s
Szeroko¶æ platformy 0--29mm
Przesuniêcie linii 0 +/--12,5mm
Maks. temperatura robocza 70ºC
PL

fhc1i1oa -- 3 0 0 --
3INSTALACJA
3.1 Wiadomo¶ci ogólne
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
3.2 Pod³±czenie Frametrac do ¼ród³a zasilania
Frametrac mo¿na pod³±czyæ do wiêkszo¶ci podajników marki ESAB. W razie konieczno¶ci
pod³±czenia do starszego typu podajnika nale¿y skontaktowaæ siê z najbli¿szym
przedstawicielem handlowym firmy E SAB.
Frametrac mo¿na równie¿ pod³±czaæ do innych ¼róde³ pr±du spawania poprzez odrêbny
transformator, patrz str. 304.
W celu pod³±czenia podajnika do Frametrac nale¿y u¿yæ kabla sterowniczego, patrz
„Akcesoria”, str. 316.
PL

fhc1i1oa -- 3 0 1 --
3.3 Pozosta³e pod³±czenia
Frametrac ! ESABFeed
Frametrac jest pod³±czany bezpo¶rednio do gniazda s³u¿±cego do pod³±czania panelu
zdalnego sterowania. Nie ma potrzeby ingerencji w podajnik.
ESABFeed 30-2 z panelem M11.
Nie mo¿na pod³±czyæ Frametrac do
tego podajnika.
ESABFeed 30-4 i 48-4 z pane lem M12.
ESABFeed 30-4 i 48-4 z panelami M13 i M14.
PL

fhc1i1oa -- 3 0 2 --
Frametrac ! AristoFeed z zamontowanym panelem sterowniczym
S Zdemontuj pokrywê i zamocuj tabliczkê (1).
S Zamontuj wy³±cznik zasilania z wi±zk± przewodów (2).
S Otwórz gniazdo s³u¿±ce do pod³±czania p anelu zdalnego sterowania (3).
S Zamontuj wi±zkê przewodów (4).
S Zamontuj gniazdo na przedzie (5).
S Pod³±cz wi±zkê przewodów do p³ytek drukowanych (6).
S Zamontuj p³ytkê drukowan± na dole i zamontuj pokrywê (7).
PL

fhc1i1oa -- 3 0 3 --
Frametrac ! AristoFeed z U8
S Zdemontuj pokrywê (1)
S Otwórz gniazdo s³u¿±ce do pod³±czania p anelu zdalnego sterowania (2)
S Zamontuj wi±zkê przewodów (3)
S Zamontuj gniazdo na przedzie (4)
S Zamontuj wy³±cznik zasilania z wi±zk± przewodów do p³ytki drukowanej (5)
S Pod³±cz wi±zkê przewodów do p³ytek drukowanych (6)
S Zamontuj p³ytkê drukowan± na dole i zamontuj pokrywê (7)
PL

fhc1i1oa -- 3 0 4 --
Frametrac ! podajnik innej mark
Przy pod³±czaniu Frametrac do innych podajników stosuje siê transformator i kabel
sterowniczy , wskazany pod ”Akcesoria” na str.316.
F - G = Funkcja Start / Stop
A - B = Pomiar napiêcia zasilania
PL

fhc1i1oa -- 3 0 5 --
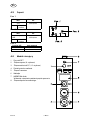
3.4 Przy³±cza
1. ¼ród³o pr±du spawania
2. Zespó³ bocznikowy ACC
3. Podajnik drutu (42VAC)
4. Modu³ steruj±cy ACC
5. Modu³ steruj±cy Frametrac
6. Frametrac
7. Suport ACC
8. Pilo t
9. Przewód sterowniczy, 0457 360-880
10. Przewód sterowniczy, 0457 360-880
PL

fhc1i1oa -- 3 0 6 --
3.5 Monta¿
1. Odci±¿ rolki p rowadz±ce obracaj±c pokrêt³o
zgodnie z ruchem wskazówek zegara.
2. Wózek bez pistoletu spawalniczego nale¿y
ostro¿nie za³o¿yæ w najni¿szym miejscu na korpus.
3. Obróciæ z powrotem pokrêt³o (przeciwnie
do ruchu wskazówek zegara) tak, aby
luz na konsoli sprê¿y nowej wyniós³ 15 mm.
PL

fhc1i1oa -- 3 0 7 --
4. Wyregulowaæ d¼wigienki A wew/zew tak,
aby odleg³o¶æ miêdzy prowadnicami
wynios³a B=4 0 mm.
5. Pod³±czyæ Frametrac do modu³u steruj±cego
a suport ACC do modu³u PLC.
Pod³±czyæ napiêcie do 12-stykowego z³±cza
Burndy na module PLC.
6. Podnie¶ suport regulacji wysoko¶ci
na ok. 20 mm od szczytu.
PL

fhc1i1oa -- 3 0 8 --
7. Wyreguluj rolkê suportu A wew/zew
zwalniaj±c konsolê B tak, aby suport
poziomy znalaz³ siê w ¶rodkowym
po³o¿eniu. Platforma jezdna ma
swobodne zawieszenie, co umo¿liwia
p³ynny przesuw po korpusie niezale¿nie
od zmian grubo¶ci. Parametr ten ustawia
siê po¶rodku obszaru roboczego za
pomoc± konsoli B .Ko³oA powinno
przylegaæ do krawêdzi korpusu.
8. Wyreguluj wysoko¶æ rolki suportu na ok. 20 mm nad
krawêd¼ spawu. Pod³±czenie do konsoli B.
9. Naci¶nij przycisk w celu ustawienia linii 0.
(Patrz rozdzia³ ”P ulpit sterowania platformy
jezdnej”)
PL
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























Powiązane artykuły
-
ESAB A2-A6 Pilot / Laser lamp Instrukcja obsługi
-
-
-
-
-
-
-
-
-