
PL
Valid for serial no. 06450449 453 101 PL 2008--03--20
Miggytrac 3000
Instrukcja obs³ugi

-- 2 --
CERTYFIKAT ZGODNO¦CI
Firma ESAB AB, Welding Equipment, SE-695 81 Laxå, Szwecja, gwarantuje pod rygorem odpowiedzialno¶ci,
¿e automat spawalniczy Miggytrac 3000 od numeru seryjnego 0341 (2003 t.41) spe³nia wymagania
normy EN 12100-2 i EN 60204-1 wed³ug dyrektywy (98/37/EG) oraz normy EN 61000-6-2 i
EN 61000-6-3 wed³ug dyrektywy (2004/108/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
Equipment and Automation
L
axå 2007--05--23

TOCo
-- 3 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 ZASADY BEZPIECZEÑSTWA 4........................................
2WSTÊP 6............................................................
2.1 Wiadomo¶ci ogólne 6.........................................................
2.2 Dane techniczne 7...........................................................
3INSTALACJA 8.......................................................
3.1 Wiadomo¶ci ogólne 8.........................................................
3.2 Pod³±czenie wózka spawalniczego 8.............................................
4EKSPLOATACJA 9....................................................
4.1 Wiadomo¶ci ogólne 9.........................................................
4.2 Przedni panel - wózek 10.......................................................
4.3 Przedni panel - podawanie drutu 11..............................................
5KONSERWACJA 12...................................................
5.1 Wiadomo¶ci ogólne 12.........................................................
5.2 Konserwacja codzienna 12......................................................
5.3 Wrazie potrzeby 12............................................................
6WYPOSA¯ENIE 12....................................................
7 ZAMAWIANIE CZʦCIZAMIENNYCH 12.................................
RYSUNEK WYMIAROWANY 13............................................
SCHEMAT 14............................................................
SPIS CZʦCI 15..........................................................
SPIS CZʦCI ZAPASOWYCH 17...........................................

SafO -- 4 --
1 ZASADY BEZPIECZEÑSTWA
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Upewniæ siê czy kabel zwrotny zosta³ bezpiecznie pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i konserwacji sprzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

SafO -- 5 --
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯ U. DLATEGO PODCZAS SPAWANIA NALE¬Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ºmierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ i uzierniæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodzenie oczu i poparzenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiedrich oslon lub
zasion.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materialów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij eksperttów
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
PL

fhb8d1oa -- 6 --
2WSTÊP
2.1 Wiadomo¶ci ogólne
Miggytrac 3000 to wózek spawalniczy z wbudowanym mechanizmem posuwowym i
uchwytem spawalniczym, przeznaczony do spawania blach i belek metod± poziom±
MIG/MAG.
Lokalizacja poszczególnych przy³±czy (elektrycznych, gazowych i wodnych) umo¿liwia
zastosowanie standardowej wi±zki przewodów ESAB.
Wózek wyposa¿ono w potencjometr do zdalnego sterowania napiêciem spawania. Ca³a
komunikacja e lektryczna z wózkiem (napiêcie robocze 42 V, sygna³y w³±czania i
wy³±czania ¼ród³a zasilania i po³±czenie potencjometru) zbierane s± za pomoc±
23-wtykowego kontaktu Burndy.
Wózek Miggytrac 3000 wyposa¿ono napêdem na cztery ko³a. Wózek pod±¿a wzd³ó¿
spoiny spawalniczej za pomoc± jednego przedniego oraz jednego tylnego ko³a steruj±cego.
Ko³a s± ustawione w taki sposób, ¿e wózek posuwa siê uko¶nie w stosunku do spawanego
ko³nierza lub usztywniacza.
Urz±dzenie Miggytrac 3000 wyposa¿ono w dwa ró¿ne zespo³y elektroniczne, jeden
steruj±cy ruchem wózka a drugi jednostk± posuwow±. Parametry nastawiane s± za pomoc±
przycisków plus i minus na przednim panelu. Nastawiona warto¶æ sygnalizowana jest na
wy¶wietlaczu. Wózek wyposa¿ono równie¿ w funkcjê umo¿liwiaj±c± spawanie
przerywane. D³ugo¶æ spoin i odleg³o¶æ miêdzy nimi ustawiane s± w cm (1-99 cm).
Optymaln± wydajno¶æ zapewnia przesuwanie pomiêdzy szwami przy prêdko¶ci
transportowej (250 cm/min).
Je¿eli ¼ród³o zasilania nie ma funkcji wype³niania kraterów, mo¿na zaprogramowaæ funkcjê
wype³niania wstecznego na wózku. Oznacza to, ¿e wózek przesuwa siê do ty³u o okre¶lon±
liczbê mm w celu wype³nienia krateru powsta³ego na koñcu szwu. W wózku mo¿na
zaprogramowaæ czas oczekiwania do wykañczania wype³niania kraterów. (Dotyczy ¼róde³
zasilania z funkcj± wype³niania kraterów.) Ta funkcjonalno¶æ mo¿e byæ zastosowana do
uzyskania przerwy na wych³odzenie przed wykonaniem procesu wype³niania wstecznego.
Oddzielne zespo³y elektroniczne pozwalaj± na zaprogramowanie nastêpuj±cych
parametrów podawania drutu: Prêdko¶æ podawania drutu (Natê¿enie pr±du spawania), czas
przedwyp³ywu (Gas pre-flow), poup³ywu gazu (Gas post-flow) i upalenie elektrody
(Burnback). Wszystkie ustawienia nastawia siê na przednim panelu. Do uchwyt pistoletu
spawalniczego mo¿na dodaæ dyszê gazow± ch³odzon± wod±. Wymiary wózka umo¿liwiaja
pracê ze szpulami drutu o wadze do 20 kg.
PL

fhb8d1oa -- 7 --
2.2 Dane techniczne
Miggytrac 3000
Wymiary kabla (mm)
Niestopowa stal wêglowa
Stal nierdzewna
Przewód rdzeniowy
1.0--1.4
1.0--1.4
1.0--1.4
Napiêcie zasilania: 36 - 46 VAC
Moc: 80 W (maks.)
Prêdko¶æ spawania: 15 - 150 cm/min
Prêdko¶æ posuwu: 250 cm/min
D³ugo¶ci przy spawaniu przerywanym: 1-99cm
Czas wype³niania krateru: 0-9.9s
Wype³nianie wsteczne: 0-9.9cm
Prêdko¶æ podawania drutu: 2 - 25 m/min
Przedwyp³yw i poup³yw gazu: 0-9.9s
Upalenie elektrody: 0-9.9s
Szpula drutu spoiwa: 12”
Wymiary (d³.xszer.xwys.): 370 x 400-530 x 520 mm
Waga bez szpuli drutu: 17 kg
Regulacja posuwu: +/- 17 mm
Terminal pulpitu sterowniczego: Wolt
Warto¶æ maks., zdalne sterowanie: 2,5 k
Maks . pr±d, przeka¼nik rozruchowy: 5A
Z³±cze kontakt typu: Burndy 23-wtykowy
Klasa szczelno¶ci: IP 23
Kod IP oznacza klasê szczelno¶ci, to znaczy okre¶la, w jakim stopniu urz±dzenie jest odporne na
przedostawanie siê do wewn±trz zanieczyszczeñ sta³ych i wody. Kod 23 oznacza, ¿e urz±dzenie nadaje
siê do pracy w pomieszczeniu i na wolnym powietrzu.
Klasa szczelno¶ci.
PL

fhb8i1oa -- 8 --
3INSTALACJA
3.1 Wiadomo¶ci ogólne
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
3.2 Pod³±czenie wózka spawalniczego
Burndy 12-wtykowy.
Pr±d spawania (1):
Pr±d spawania jest doprowadzony do z³±cza OKC .
Napiêcie 42V, funkcja uruchomienia i wy³±czenia oraz zdalna regulacja pr±du spawania s±
doprowadzone do 23-biegunowego z³±cza typu Burndy.
Woda (2):
Przewody s± wyposa¿one w szybkoz³±cza.
Gaz (3):
Szybkoz³±cza s± pod³±czane w tylnej krawêdzi kolumny.
PL

fhb8o1oa -- 9 --
4EKSPLOATACJA
4.1 Wiadomo¶ci ogólne
Ostrze¿enie:
Czy przeczyta³e¶ i przyswoi³e¶ informacje o przepisach BHP?
Nie wolno wcze¶niej przystêpowaæ do obs³ugi urz±dzenia!
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 4. Nale¿y zapoznaæ siê z nimi przed
przyst±pieniem do jego u¿ytkowania.
PL

fhb8o1oa -- 1 0 --
4.2 Przedni panel - wózek
StartStop
1 Prêdko¶æ
spawania:
Programowanie prêdko¶ci spawania. Opó¼nienie cm/minutê. W przypadku
prêdko¶ci wiêkszej ni¿ 100 cm/min za ostatni± cyfr± wieci siê przecinek.
2 Selektor menu: Prze³±czanie pomiêdzy menu pozwala na zaprogramowanie spawania, czasu
wype³niania krateru i wype³niania wstecznego.
3 D³ugo¶æ spoiny: Programuje d³ugo¶æ szwu w cm w przypadku spawania ³añcuchowego
przerywanego.
4 Odleg³o¶æ
pomiêdzy szwami:
Programuje odleg³o¶æ pomiêdzy szwami w cm w przypadku spawania
³añcuchowego przerywanego.
5 Czas wype³niania
krateru:
Programuje czas przerwy wózka podczas wype³niania kraterów. Mo¿na tak¿e
u¿yæ do programowania czasu przerwy lub sch³adzania, zanim wózek
przeprowadzi wype³nianie wsteczne.
6 Wype³nianie
wsteczne:
Programuje d³ugo¶æ cofania wózka w celu wype³nienia krateru przy koñcu
spoiny. Programowanie itp.
7 Spawanie
przerywane:
Prze³±cznik do wyboru spawania przerywanego. Zielona dioda LED sygnalizuje
spawanie ci±g³e.
8 Kierunek: Prze³±cza kierunek ruchu wózka. Wybór kierunku nale¿y dokonaæ przed
uruchomieniem.
9 Spawaniu: Prze³±cznik w³±czania/wy³±czania pod³±czonego ¼ród³a zasilania.
10 Pot. Zdalna regulacja napiêcia spawania (wolt)
PL

fhb8o1oa -- 1 1 --
4.3 Przedni panel - podawanie drutu
1 Prêdko¶æ posuwu
drutu:
Podaje prêdko¶æ posuwu elektrody w m/min.
2 Wy¶wietlacz Pokazuje zaprogramowane warto¶ci. Górne okienko p okazuje prêdko¶æ
posuwu elektrody w cm/min w trybie ci±g³ym, natomiast dolne okienko
pokazuje warto¶æ co 0,1 m/min.
3 Czas +/- Do programowania wybranych funkcji menu. Funkcje programowania nie s±
dostêpne w czasie spawania.
4 Diody LED: Pokazuje wybran± funkcjê z menu.
5 Selektor menu: Prze³±czanie pomiêdzy menu pozwala na zaprogramowanie spawania,
czasu wype³niania krateru i wype³niania wstecznego. Funkcja nie dzia³a w
czasie spawania.
6 Cofanie: Cofanie drutu.
7 Rêczne podawanie
drutu:
Podawanie drutu bez w³±czania ¼ród³a zasilania.
PL

fhb8m1oa -- 1 2 --
5KONSERWACJA
5.1 Wiadomo¶ci ogólne
UWAGA!
Je¿eli klient w okresie gwarancji sam dokona jakichkolwiek czynno¶ci naprawczych
przy maszynie, wszelkie zobowi±zania gwarancyjne ze strony dostawcy przestaj±
obowi±zywaæ.
5.2 Konserwacja codzienna
S Sprawdziæ czy kable i z³±cza nie s± uszkodzone
S Oczy¶ciæ ko³a steruj±ce.
S Sprawdziæ i oczy¶ciæ rolki drutu spoiwa.
5.3 Wrazie potrzeby
S Wymieniæ O-ringi kó³ n apêdowych
S Smarowaæ piasty kó³ steruj±ce za pomoc± rzadkiego o leju.
6WYPOSA¯ENIE
Patrz odrêbna broszura.
7 ZAMAWIANIE CZʦCIZAMIENNYCH
Czê¶ci zamienne zamawia siê u najbli¿szego przedstawiciela ESAB patrz ostatnia strona
niniejszej broszury. W zamówieniu nale¿y podaæ typ maszyny, numer seryjny, nazwy
czê¶ci i ich numery katalogowe wg spisu czê¶ci zamiennych na str. 17.
U³atwia to dostawê i gwarantuje otrzymanie w³a¶ciwych czê¶ci.
PL

Rysunek wymiarowany
fhb8dim -- 1 3 --

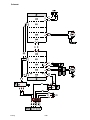
Schemat
fhb8diag -- 1 4 --

Spis czê¶ci SPIS CZʦCI
fhb8comp -- 1 5 --
No.
Description
A Filter, voltage supply
D Control unit, welding carriage
E Control unit, wire feeder
D1 Protection diode
D2 Protection diode
F Relay
G Gas Valve
M1 DC--Motor, welding carriage
M2 DC--Motor, wire feeder
R1 Potentiometer 2.5k
SW1 Switch -- “Start/stop”
XP01 Connector 23--pin male
XP02 Connector wire feeder

sida -- 1 6 --

Spis czê¶ci zapasowych SPiS CZʦCI ZAPA SOWYCH
Miggytrac 3000 -- 1 7 --
Edition 2007--03--07

fhb8Chassi -- 1 8 --
Item
no.
Qty Ordering no. Denomination Notes
1 0457357080 Drive wheel
2 0457357090 O--ring
3 0449 901005 Chain protection
4 0449901002 Chain
5 Chain tightener
6 0449901018 Side cover
7 0449901016 Cyl. nut
8 0449901001 Axes with sprocket
9 Counterweight
10 0417855009 Lever
11 0449901012 Arm
12 0449901013 Guide wheel
13 Chassis (empty)
14 0449901015 Motor with gear
15 0449901014 Spatter protection
16 0449902016 Stearing (4 pcs.)
17 0417855001 Slide wheel
18 0449901006 Slide screw , cpl.
19 0449901007 Front tower support
20 0449901008 Horizontal slide nut
21 0449901009 Guides (2 pcs.)
22 0449901011 Rear tower support

fhb8Chassi -- 1 9 --

fhb8torn -- 2 0 --
Item
no.
Qty Ordering no. Denomination Notes
1 0398145912 Top cover switch, double
2 0449901036 Top cover
3 0398145913 Switch, double
4 0449902431 Remote control knob
5 0449902432 Label, potentiometer
6 0449902430 Spring--loaded potentiometer 2.5k
7a 0449902401 Carriage electronics
7b 0449902421 Front label, carriage
8 0449902108 Front frame
9a 0449902411 Electronic wire feed unit
9b 0449902422 Front label, wire feed unit
10 0398146905 Power filter
11 0449902441 Start relay
12 0449902303 Solenoid valve
13 0449902113 Hub
14 Tower (empty)
15 Bracket, hub
16 0398145603 Relief bushing
17 0449902301 Gas connection, male
18 0449902302 Gas connection, female
19 0449902019 Hose support
20 0449902020 Chain
21 0449902451 Cable complete 42 V, 23--pin Burndy
22 0449902453 Chassis plug, male 23--pin
23 Chassis plug with cable 2--pin
24 0417855009 Locking lever
25 0449902125 Handle
26 Slide base, vertical
27 Pole, hose package
28 0449902208 Slide support, vertical
29 0449902209 V ertical slide
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























Powiązane artykuły
-
ESAB Miggytrac 2000 Instrukcja obsługi
-
-
ESAB ESABFeed 30-4 M14 Instrukcja obsługi
-
-
ESAB ESABFeed 30-4 M13 Instrukcja obsługi
-
-
-
-
-