
PL
Valid for serial no. 620--xxx--xxxx0459 261 201 PL 060523
Arc 150i
Arc 200i
Origot A32
Instrukcja obs³ugi

TOCo
-- 2 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1DYREKTYWA 3.......................................................
2 BEZPIECZEÑSTWO 3................................................
3WSTÊP 5............................................................
3.1 Wyposa¿enie 5..............................................................
4DANETECHNICZNE 5................................................
5INSTALACJA 6.......................................................
5.1 Monta¿ 6...................................................................
5.2 Tabliczka znamionowa 6......................................................
5.3 Zasilanie sieciowe 6..........................................................
6 DZIA£ANIE 7.........................................................
6.1 Z³±cza 7....................................................................
6.2 Przy³±czenie przewodów spawalniczych 7........................................
6.3 Panel sterowania 8...........................................................
6.4 Zabezpieczenie przed przegrzaniem 8............................................
7SPAWANIE 8........................................................
8KONSERWACJA 9...................................................
9 USUWANIE USTEREK 9...............................................
10 ZAMAWIANIE CZʦCI ZAMIENNYCH 9................................
SCHEMAT 10............................................................
SCHEMAT 12............................................................
NUMER ZAMÓWIENIOWY 14.............................................
WYPOSA¯ENIE 15.......................................................

bh25d2o -- 3 --
1DYREKTYWA
ZAPEWNIENIE ZGODNO¦CI Z NORM¡
ESAB AB, Welding Equipment, SE--695 81 Laxå, Szwecja, zapewnia z pe³n± odpowiedzialno¶ci±, ¿e
¼ród³o pr±du Arc 150i / Arc 200i pocz±wszy od numeru seryjnego 620 zgodne jest z norm± IEC/EN
60974--1 wed³ug warunków ustalonych w dyrektywie (73/23/EEG) z dodatkiem uzupe³ni±cym
(93/68/EEC) oraz z norm IEC/EN 60974--10 wed³ug warunków ustalonych w dyrektywie (89/336/EEG) z
dodatkiem uzupe³niaj±cym (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2006--05--22
2 BEZPIECZEÑSTWO
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich przepisów
bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz± byæ zgodne z
wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami dotycz±cymi miejsca pracy nale¿y
przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania sprzêtu
spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w rezultacie do obra¿eñ
operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿ ognioodporn±, rêkawice
ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp., które mog³yby siê o co¶
zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Nale¿y upewniæ siê czy przewód powrotny zosta³ prawid³owo pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez wykwalifikowanego
elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
PL

bh25d2o -- 4 --
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯U. DLATEGO PODCZAS SPAWANIA NALE¯Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ prz yczyn± ¶mierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodz enie oczu i poparzenie skóry.
S Chroñ oczy i cia³o. Sto suj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiednich os³on lub
ekranów.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materia³ów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania ur z±dzenia wezwij odpowiednio
przeszkolony personel
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
ESAB mo¿e dostarczaæ wszelkich niezbêdnych zabezpieczeñ i akcesoriów.
UWAGA!
Przed instalacj± i rozruchem urz±dzenia nale¿y zapoznaæ siê z
niniejsz± instrukcj±.
Nie wolno u¿ywaæ ¼ród³a pr±du do rozmra¿ania zamarzniêtych rur.
OSTRZE¯ENIE!
Produkt przeznaczony jest wy³±cznie do spawania ³ukiem spawalniczym.
Nie wyrzucaæ urz±dzeñ elektrycznych razem ze zwyklymi odpadami!
Zgodnie z Dyrektywa Europejsk± 2002/96/EC dotyczaca odpadów elektrycznych i
elektronicznych oraz jej zastosowaniem w ¶wietle prawa krajowego, wyeksploatowane
urz±dzenia elektryczne nale¿y gromadzic oddzielnie i oddawaæ do zak³adu zajmuj±cego siê
ich utylizacja, zgodnie z zasadami ochrony ¶rodowiska. W³a¶ciciel sprzêtu powinien
uzyskaæ informacje na temat sprawdzonych systemów gromadzenia takich odpadów u
naszego lokalnego przedstawiciela.
Przestrzeganie tej Dyrektywy Europejskiej poprawi ¶rodowisko i ludzkie zdrowie!
PL

bh25d2o -- 5 --
3WSTÊP
Arc 150i/Arc 200i to ¼ród³o pr±du spawania, przeznaczone do spawania elektrodami
otulonymi (spawanie MMA).
3.1 Wyposa¿enie
Arc 150i/Arc 200i jest wyposa¿ony w 3-metrowy przewód zasilaj±cy oraz instrukcjê
obs³ugi.
Akcesoria firmy ESAB do tego produktu mo¿na znale¼æ na stronie 15.
4DANETECHNICZNE
Arc 150i Arc 200i
Napiêcie sieciowe 230 V, 1 μ 50/60 Hz 230 V, 1 μ 50/60 Hz
Bezpiecznik (o opó¼nionym dzia³aniu) 16 A 25 A
Pr±d pierwotny I
maks.
36 A 43 A
Pr±d pierwotny I
eff.
21 A 28 A
Napiêcie/zakres pr±dowy (DC) 8A /20V -- 150A /26V 8A /20V -- 180A /27V
Maksymalne dopuszczalne obci±¿enie przy
25% cyklu pracy
35% cyklu pracy
60% cyklu pracy
100% cyklu pracy
150 A / 26 V
140 A / 25,5 V
110A/24,5V
90 A / 23,5 V
180 A / 27 V
160 A / 26,5 V
140 A / 25,5 V
120 A / 25 V
Wspó³czynnik mocy przy pr±dzie
maksymalnym
0,62 0,58
Wydajno¶æ przy pr±dzie maksymalnym 77% 80%
Napiêcie obwodu otwartego 58--75 V 58--75 V
Temperatura pracy -- 1 0 ˚C-- +40˚ C -- 1 0 ˚C-- +40˚ C
Sta³e ci¶nienie akustyczne, wa¿one A <70db 380 x 180 x 300 mm
Wymiary, d³. x szer. x wys. 380 x 180 x 300 mm <70db
Ciê¿ar 8kg 8kg
Stopieñ ochrony IP 23C IP 23C
Klasa zastosowania
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 30% oznacza, ze po 3 minutach pracy urz±dzenia
jest wymagana 7-minutowa przerwa. Cykl pracy 100% oznacza, ¿e urz±dzenie mo¿e pracowaæ w sposób
ci±g³y, bez przerw.
Cykl pracy
IP okre¶la w jakim stopniu urz±dzenie jest odporne na przedostawanie sie do wewn±trz zanieczyszczeñ
stalych i wodnych. IP23 oznacza, ¿e urz±dzenie jest przystosowane do pracy w pomieszczeniach
zamkniêtych i na zewn±trz.
Stopieñ ochrony
Klasa zastosowania
Klasa zastosowania oznacza, ¿e urz±dzenie jest przystosowane do u¿ycia w miejscach, gdzie
wystêpuje zwiêkszone niebezpieczeñstwo pora¿enia pr±dem elektrycznym.
PL

bh25d2o -- 6 --
5INSTALACJA
UWAGA!
Produkt przeznaczony jest do u¿ytku przemys³owego. W warunkach domowych mo¿e spowodowaæ
zak³ócenia odbioru radiowego. Za przedsiêwziêcie nale¿ytych ¶rodków zapobiegawczych odpowiedzialny
jest u¿ytkownik.
Arc 150i
Uwaga! Podå±czyæ ¼ródåo pr±du do sieci elektrycznej o impedancji 0.210 omów lub ni¿szej. Je¶li
impedancja sieci bêdzie wy¿sza, mo¿e dochodziæ do przygasania o¶wietlenia.
Arc 200i
Uwaga! Podå±czyæ ¼ródåo pr±du do sieci elektrycznej o impedancji 0.175 omów lub ni¿szej. Je¶li
impedancja sieci bêdzie wy¿sza, mo¿e dochodziæ do przygasania o¶wietlenia.
5.1 Monta¿
ród³o pr±du spawania nale¿y umie¶ciæ w taki sposób, aby wloty i wyloty ch³odz±cego
powietrza nie by³y zablokowane.
5.2 Tabliczka znamionowa
Tabliczka znamionowa jest umieszczona na panelu tylnym lub od spodu ¼ródla pr±du.
5.3 Zasilanie sieciowe
Upewniæ siê, czy ¼ród³o pr±du spawania zosta³o pod³±czone do zasilania o odpowiednim
napiêciu oraz czy jest zabezpieczone bezpiecznikiem o w³a¶ciwym dopuszczalnym
obci±¿eniu. Przekrój przewodu zasilaj±cego powinien odpowiadaæ wytycznym, podawanym
w normach dla danego kraju. Zgodnie z przepisami, nale¿y wykonaæ ochronne po³±czenie
uziemiaj±ce.
5.3.1 Zalecane przekroje przewodów zasilaj±cych i parametry bezpieczników
Arc 150i Arc 200i
Napiêcie sieciowe 230 V ¦10 %, 1-fazowy 230 V ¦10 %, 1-fazowy
Czêstotliwo¶æ zasilania 50--60 Hz 50--60 Hz
Bezpiecznik (o opó¼nionym
dzia³aniu)
85A 35% cyklu pracy 10 A 10 A
120A 20% cyklu pracy 16 A 16 A
150A 25% cyklu pracy 20 A*)
160A 35% cyklu pracy -- 20 A
180A 25% cyklu pracy -- 25 A
Przewód zasilaj±cy, przekrój 3x2,5 mm
2
3x4 mm
2
Przewód spawania, przekrój 16 mm
2
25 mm
2
*) UWAGA! Wtyczka sieciowa zostaåa zatwierdzona dla maksymalnie 16 A.
Wersja póånocnoamerykañska: Wtyczka kabla sieciowego jest zatwierdzona dla maksymalnie 18 A.
Wersja australijska: Wtyczka kabla sieciowego jest zatwierdzona dla maksymalnie 15 A.
Uwaga!
Podany powy¿ej przekrój przewodu i parametry bezpiecznika s± zgodne z przepisami szwedzkimi.
Nale¿y zastosowaæ ¼ród³o pr±du spawania zgodnie z odpowiednimi przepisami lokalnymi.
PL

bh25d2o -- 7 --
6 DZIA£ANIE
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 3. Nale¿y zapoznaæ siê z nimi przed
przyst±pieniem do jego u¿ytkowania.
6.1 Z³±cza
Upewniæ siê, czy ¼ród³o pr±du spawania zosta³o pod³±czone do zasilania o odpowiednim
napiêciu oraz czy jest zabezpieczone bezpiecznikiem o w³a¶ciwym dopuszczalnym
obci±¿eniu.
1 Z³±cze pr±dowe 4 Z³±cze przewodu spawania (+)
2 Przewód zasilaj±cy 5 Panel sterowania (patrz 6.3)
3 Z³±cze przewodu powrotnego (-)
6.2 Przy³±czenie przewodów spawalniczych
Spawarka posiada dwa przy³±cza - z biegunem dodatnim i biegunem ujemnym - s³u¿±ce
przy³±czeniu przewodu zakoñczonego uchwytem na elektrodê i przewodu zakoñczonego
zaciskiem. Biegunowo¶æ pod³±czenia zale¿y od typu u¿ywanych elektrod. Dane na temat
biegunowo¶ci znajduj± siê na opakowaniu elektrod. Przewód zakoñczony uchwytem na
elektrodê n ale¿y pod³±czyæ do bieguna wskazanego na opakowaniu.
Przewód zakoñczony zaciskiem nale¿y przy³±czyæ do drugiego przy³±cza spawarki. Zacisk
nale¿y dok³adnie zamocowaæ na spawanym elemencie, tak by miêdzy elementem a
przy³±czem, do którego pod³±czony jest przewód zakoñczony zaciskiem, by³ swobodny
przep³yw pr±du.
PL

bh25d2o -- 8 --
6.3 Panel sterowania
S Pokrêt³o do regulacji pr±du
S Dioda napiêcia zasilania (zielona)
S Wska¼nik termicznego wy³±cznika
przeci±¿eniowego (¿ó³ty)
6.4 Zabezpieczenie przed przegrzaniem
ród³o pr±du spawania wyposa¿ono w termiczny, samoczynny wy³±cznik przeci±¿eniowy,
które zadzia³a, kiedy temperatura bêdzie zbyt wysoka, od³±czaj±c pr±d spawania i
zapalaj±c ¿ó³ty wska¼nik z przodu urz±dzenia. Kiedy temperatura o padnie, nast±pi
automatyczny reset wy³±cznika.
7SPAWANIE
Arc 150i/Arc 200i dostarcza pr±d sta³y, umo¿liwiaj±c spawanie wiêkszo¶ci metali do stali
stopowej i niestopowej, stali nierdzewnej i ¿eliwa.
Arc 150i umo¿liwia spawanie za pomoc± wiêkszo¶ci elektrod otulonych od ∅ 1,6 do ∅3,25.
Arc 200i umo¿liwia spawanie za pomoc± wiêkszo¶ci elektrod otulonych od ∅ 1,6 do ∅ 4,0.
Spawanie MMA mo¿e tak¿e oznaczaæ spawanie z wykorzystaniem elektrod otulonych. Podczas
zajarzania ³uku elektroda topi siê, a jej otulina wytwarza ¿u¿el ochronny.
Je¶li podczas zajarzania ³uku koñcówka elektrody zostanie przy³o¿ona do metalu,
natychmiast topi siê i przywiera do niego, uniemo¿liwiaj±c kontynuacjê spawania. Dlatego
³uk nale¿y zajarzaæ w taki sam sposób, jak siê zapala zapa³kê.
Szybko uderzyæ elektrod± o metal, po czym unie¶æ j±, aby utworzyæ
odpowiedniej d³ugo¶ci ³uk (ok. 2 mm). Je¶li ³uk jest zbyt d³ugi, bêdzie
trzaska³ i pryska³, a¿ wreszcie ca³kowicie zga¶nie.
Pracuj±c na stole spawalniczym, przed zajarzeniem ³uku nale¿y
sprawdziæ, czy resztki odpadów metalowych, kawa³ki elektrod lub
inne przedmioty nie izoluj± spawanego elementu.
Po zajarzeniu ³uku nale¿y przesun±æ elektrodê z lewej do prawej.
Elektroda musi znajdowaæ siê pod k±tem 60˚ do metalu wzglêdem
kierunku spawania.
Jednak chc±c stosowaæ szerokie ¶ciegi lub uzyskaæ tak gruby spaw,
¿e konieczne jest zastosowanie kilku warstw, nale¿y wykonywaæ
ruchy poprzeczne.
PL

bh25d2o -- 9 --
8KONSERWACJA
Regularna konserwacja jest wa¿na celem zapewnienia bezpieczeñstwa i
niezawodno¶ci.
Uwaga!
Jakiekolwiek czynno¶ci naprawcze podejmowane przez u¿ytkownika w okresie
gwarancyjnym powoduj± ca³kowit± utratê gwarancji.
Arc 150i/Arc 200i wymaga n iewielkiej kon serwacji. Standardowo wy starczy
przedmuchaæ je do czysta suchym, sprê¿onym powietrzem raz w roku. Jednak pracuj±c w
pylistym i brudnym otoczeniu nale¿y to robiæ czê¶ciej.
9 USUWANIE USTEREK
Przed odes³aniem urz±dzenia do autoryzowanego technika serwisu nale¿y
przeprowadziæ nastêpuj±ce sprawdzenia i kontrole.
Typ usterki Czynno¶æ
Brak ³uku. S Sprawdziæ, czy zasilanie sieciowe zosta³o w³±czone.
S Sprawdziæ, czy pr±d spawania i przewody powrotne zosta³y
odpowiednio pod³±czone.
S Sprawdziæ, czy ustawiono odpowiednie parametry pr±du.
Czêsto zdarza siê, ¿e w³±czaj± siê
termiczne, samoczynne
wy³±czniki przeci±¿eniowe.
S Sprawdziæ, czy zadzia³a³y termiczne, samoczynne wy³±czniki
przeci±¿eniowe (co jest sygnalizowane ¿ó³t± lampk± na przednim
panelu).
S Sprawdziæ bezpieczniki zasilania sieciowego.
Czêsto zdarza siê, ¿e w³±cza siê
termiczny, samoczynny wy³±cznik
przeci±¿eniowy.
S Upewniæ siê, ¿e nie zosta³y przekroczone dane znamionowe
¼ród³a pr±du spawania (tj. ¿e urz±dzenie nie jest przeci±¿one).
S³aba wydajno¶æ spawania. S Sprawdziæ, czy pr±d spawania i przewody powrotne zosta³y
odpowiednio pod³±czone.
S Sprawdziæ, czy ustawiono odpowiednie parametry pr±du.
S Sprawdziæ, czy u¿ywane s± odpowiednie elektrody.
10 ZAMAWIANIE CZʦCI ZAMIENNYCH
Arc 150i / Arc 200i s± skonstruowane i przetestowane zgodnie z miêdzynarodow± i
europejsk± norm± IEC/EN 60974--1 iEN60974--10. Obowi±zkiem jednostki
serwisowej dokonuj±cej serwisu lub naprawy, aby upewniæ siê, ¿e produkt w
dalszym ci±gu odpowiada wymienionym normom.
Naprawyipracezwi±zanezzobwodomielektrycznymipowinnybyæprzeprowadzane
przez upowa¿nionego serwisanta ESAB.
Nale¿y stosowaæ tylko oryginalne czê¶ci zamienne i zu¿ywaj±ce siê ESAB.
Czê¶ci zamienne mo¿na zamawiaæ u najbli¿szego przedstawiciela handlowego firmy ESAB
(patrz ostatnia strona tej publikacji).
PL

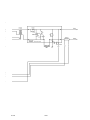
Schemat
Arc150i -- 1 0 --

Arc150i -- 1 1 --

Schemat
Arc200i -- 1 2 --

Arc200i -- 1 3 --

Arc 150i, Arc 200i
Edition 060523
Numer zamówieniowy
Arc150/200 -- 1 4 --
Ordering no. Denomination Type Notes
0459 200 880 Welding power source OrigotArc 150i, A 32 for 230 V
mains voltage
0459 200 884 Welding power source OrigotArc 150i, A 32 for 230 V
mains voltage
Compl. incl welding kit
0459 200 886 Welding power source OrigotArc 150i, A 32 for 230 V
mains voltage
Australian version, incl
welding kit
0459 200 882 Welding power source OrigotArc 200i, A 32 for 230 V
mains voltage
0459 200 888 Welding power source OrigotArc 200i, A 32 for 230 V
mains voltage
Compl incl welding kit
0459 261 990 Spare part list OrigotArc 150i / OrigotArc 200i

Edition 060523
Arc 150i, Arc 200i
Wyposa¿enie WYPOSA ¯ENIE
Accessdoc -- 1 5 --
MMA welding and return cable kit
(”crocodile” type holder) 0349 501 078................
Suitable for OrigoArc 150
MMA welding and return cable kit
(”screwe” type holder) 0349 501 079.................
Suitable for OrigoArc 150
MMA welding and return cable kit
(”screwe” type holder) 0700 006 881.................
Suitable for OrigoArc 200
Shoulder strap
0459 368 880....................................
T rolley for small gas bottle
0459 366 880....................................

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
060517
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB V AMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-- MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
















ESAB Origo™ Arc 150i, Origo™ Arc 200i Instrukcja obsługi
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
ESAB Origo™Arc 200 Instrukcja obsługi
-
ESAB Caddy Tig 150i Instrukcja obsługi
-
ESAB Caddy Arc 150i A34 Instrukcja obsługi
-
ESAB TXH 120Fr Instrukcja obsługi
-
ESAB Origo™ Tig 150i, Origo™ Tig 200i Instrukcja obsługi
-
ESAB Origo™Tig 150 Instrukcja obsługi
-
ESAB Caddy Arc 150 Instrukcja obsługi
-
-
-