ESAB Tig 1500i, Tig 2200i, Caddy® Tig 1500i, Caddy® Tig 2200i Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
Niniejsza instrukcja jest również odpowiednia dla

PL
Valid for serial no. 803--xxx--xxxx0460 443 001 PL 080129
Tig 1500i/2200i
Caddy t
Instrukcja obs³ugi

TOCo
-- 2 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1DYREKTYWA 3.......................................................
2 BEZPIECZEÑSTWO 3................................................
3WPROWADZENIE 5..................................................
3.1 Sprzêt 5....................................................................
3.2 Panele sterowania 5..........................................................
4DANETECHNICZNE 5................................................
5MONTA 7...........................................................
5.1 Lokalizacja 7................................................................
5.2 Zasilanie sieciowe 7..........................................................
6OBS£UGA 8.........................................................
6.1 Przyå±cza i elementy nastawcze 8...............................................
6.2 Obja¶nienie symboli 8.........................................................
6.3 Przyå±cze wodne 8...........................................................
6.4 Spawanie TIG 9..............................................................
6.5 Spawanie MMA 9............................................................
6.6 Zabezpieczenie przed przegrzaniem 9............................................
6.7 Przyå±cze do chåodnicy
(dotyczy tylko Caddyt Tig 2200i) 9..............................................
6.8 Wå±czanie ¼ródåa pr±du 9.....................................................
7KONSERWACJA 10...................................................
7.1 Kontrola i czyszczenie 10.......................................................
8 USUWANIE USTEREK 10...............................................
9 ZAMAWIANIE CZʦCI ZAMIENNYCH 11................................
10 DEMONTA I UTYLIZACJA 11...........................................
SCHEMAT 12............................................................
NUMER ZAMÓWIENIOWY 18.............................................
WYPOSA¯ENIE 19.......................................................

bt34d1oa -- 3 --
1DYREKTYWA
ZAPEWNIENIE ZGODNO¦CI Z NORM¡
ESAB AB, Welding Equipment, SE--695 81 Laxå, Szwecja, zapewnia z pe³n± odpowiedzialno¶ci±, ¿e
¼ród³o pr±du Tig 1500i, 2200i, 2200iw pocz±wszy od numeru seryjnego 803 zostaåy skonstruowane i
przetestowane zgodnie z norm± EN 60974--1 /--3, EN 60974--10 (Class A) wed³ug warunków ustalonych
wdyrektywie(2006/95/EEG), (2004/108/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Dyrektor Globalny
Sprzêt i Automatyka
Laxå 2008--01--25
2 BEZPIECZEÑSTWO
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Nale¿y upewniæ siê czy przewód powrotny zosta³ prawid³owo pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i konserwacji sprzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

bt34d1oa -- 4 --
Spawanie i ciêcie ³ukowe mo¿e zagra ¿aæ bezpieczeñst wu operatora i pozosta³ych osób
przebywaj±cych w pobli¿u. Dlatego podczas spawania nale¿y zachowac szczególne ¶rodki
ostro¿no¶ci. Przed przyst ±pieniem do spawania zapoznaj siê z przepisami bezpiec ze ñstwa i higieny
pracy obowi± zuj±ymi na twoismstanowisku pr acy.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ¶mierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodzenie oczu i popar zenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiednich os³on lub
ekranów.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materia³ów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dze nia wezwij odpowiednio
prze szkolony personel
Przed instalacj± i rozruchem urz±dzenia nale¿y zapoznaæ siê z niniejsz± instrukcj±
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
ESAB mo¿e dostarczaæ wszelkich niezbêdnych zabezpieczeñ i akcesoriów.
OSTRZEENIE!
Nie wolno u¿ywaæ ¼ród³a pr±du do rozmra¿ania zamarzniêtych rur.
OSTRONIE!
Przed instalacj± i rozruchem urz±dzenia
nale¿y zapoznaæ siê z niniejsz± instrukcj±.
OSTRONIE!
Produkt przeznaczony jest wy³±cznie do spawania ³ukiem spawalniczym.
PL

bt34d1oa -- 5 --
OSTRONIE!
Urz±dzenia Class A nie s± przeznaczone do u¿ytku w budynkach, gdzie
zasilanie elektryczne pochodzi z publicznego niskonapiêciowego ukåadu
zasilania. Ze wzglêdu na przewodzone i emitowane zakåócenia, w takich
lokalizacjach mog± wystêpowaæ potencjalne trudno¶ci w zapewnieniu
kompatybilno¶ci elektromagnetycznej urz±dzeñ Class A.
3WPROWADZENIE
Tig 1500i / 2200i to ¼ródåo pr±du spawania TIG, które mo¿na tak¿e stosowaæ do
spawania MMA. Mo¿e pracowaæ z pr±dem staåym (DC).
Akcesoria firmy ESAB do tego produktu mo¿na znale¼æ na stronie 19.
3.1 Sprzêt
¬ródåo pr±du dostarczane jest z kablem spawania o dåugo¶ci 3 m, wyposa¿onym w uchwyt
TIG,
kablem powrotnym o dåugo¶ci 3 m, kablem zasilaj±cym o dåugo¶ci 3 m, instrukcj± obsåugi
¼ródåa pr±du i panelu sterowania -- patrz Informacje dot. zamawiania na stronie 18.
3.2 Panele sterowania
S TA33 S TA34
Szczegóåowy opis paneli sterowania znajduje siê w oddzielnej instrukcji obsåugi.
4DANETECHNICZNE
Tig 1500i Tig 2200i/2000iw
Napiêcie sieciowe
230V, ±10%, 1∼ 50/60 Hz 230V, ±10%, 1∼ 50/60 Hz
Pr±d pierwotny
I
maks.
TIG
I
maks.
MMA
13,8 A
21,3 A
24,1 A
24,9 A
Zasilanie Z
maks.
0,35 oma Z
maks.
0,30 oma
Napiêcie obwodu otwartego 30 W 30 W
Zakres ustawieñ
TIG
MMA
3 - 150 A
4 - 150 A
3 - 220 A
4 - 170 A
PL

bt34d1oa -- 6 --
Tig 2200i/2000iwTig 1500i
Obci±¿enie dopuszczalne przy TIG
20% cyklu pracy
25% cyklu pracy
60% cyklu pracy
100% cyklu pracy
150 A / 16,0 V
120 A / 14,8 V
110 A / 14,4 V
220 A / 18,8 V
150 A / 16,0 V
110 A / 14,4 V
Obci±¿enie dopuszczalne przy MMA
30% cyklu pracy
60% cyklu pracy
100% cyklu pracy
150 A / 26,0 V
100 A / 24,0 V
90 A / 23,6 V
170 A / 26,8 V
130 A / 25,2 V
110 A / 24,4 V
Wspóåczynnik mocy przy pr±dzie
maksymalnym
TIG
MMA
0,99
0,99
0,99
0,99
Wydajno¶æ przy pr±dzie
maksymalnym
TIG
MMA
76 %
80 %
78 %
81 %
Napiêcie obwodu otwartego MMA 72 V 72 V
Temperatura pracy -10 do + 40˚C -10 do + 40˚C
Temperatura transportu -20 do + 55˚C -20 do + 55˚C
Staåe ci¶nienie akustyczne w
obwodzie otwartym
<70dB(A) <70dB(A)
Wymiary, då. x szer. x wys. 418 x 188 x 208 mm 418 x 188 x 208 mm
z chåodnic± - 418 x 188 x 345 mm
Waga
chåodnica z/bez wody chåodz±cej
9,2 kg
-
9,4 kg
6,7 / 4,5 kg
Gaz osåonowy
ci¶nienie maks.
Wszystkie typy przeznaczone
do spawania TIG
5bar
Wszystkie typy przeznaczone
do spawania TIG
5bar
Klasa izolacji transformatora H H
Klasa obudowy IP 23 IP 23
Klasa zastosowania
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 30% oznacza, ze po 3 minutach pracy urz±dzenia
jest wymagana 7-minutowa przerwa. Cykl pracy 100% oznacza, ¿e urz±dzenie mo¿e pracowaæ w sposób
ci±g³y, bez przerw.
Cykl pracy
Cykl pracy obowi±zuje dla temperatury otoczenia 40˚C.
IP okre¶la w jakim stopniu urz±dzenie jest odporne na przedostawanie sie do wewn±trz zanieczyszczeñ
stalych i wodnych. IP23 oznacza, ¿e urz±dzenie jest przystosowane do pracy w pomieszczeniach
zamkniêtych i na zewn±trz.
Stopieñ ochrony
Klasa zastosowania
Klasa zastosowania oznacza, ¿e urz±dzenie jest przystosowane do u¿ycia w miejscach, gdzie
wystêpuje zwiêkszone niebezpieczeñstwo pora¿enia pr±dem elektrycznym.
Zasilanie sieciowe, Z
max
Maksymalna dopuszczalna impedancja linii w sieci wedåug normy IEC 61000-3-11.
PL

bt34d1oa -- 7 --
5MONTA
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
Uwaga!
Wymagania dotycz±ce zasilania sieciowego
Z powodu poboru pr±du pierwotnego z zasilania sieciowego, urz±dzenia o du¿ej mocy wpåywaj± na
jako¶æ zasilania sieci energetycznej. Dlatego niektóre typy urz±dzeñ (patrz dane techniczne) mog±
podlegaæ ograniczeniom lub warunkom przyå±cza w zakresie dopuszczalnej impedancji sieci zasilaj±cej
lub wymaganej minimalnej wydajno¶ci zasilania w punkcie podå±czenia do sieci publicznej. W takich
przypadkach, monter lub u¿ytkownik urz±dzenia powinien sprawdziæ, czy mo¿na je podå±czyæ,
kontaktuj±c siê w razie potrzeby z operatorem sieci rozdzielczej.
5.1 Lokalizacja
¬ródåo pr±du spawania nale¿y tak ustawiæ, aby wloty i wyloty powietrza chåodz±cego nie
byåy zablokowane.
5.2 Zasilanie sieciowe
Sprawdziæ, czy ¼ródåo pr±du spawania zostaåo podå±czone do
zasilania sieciowego o odpowiednim napiêciu oraz czy jest
zabezpieczone przez odpowiedniej mocy bezpiecznik.
Zgodnie z przepisami nale¿y zastosowaæ odpowiednie
uziemienie.
Tabliczka znamionowa z danymi dotycz±cymi podå±czania zasilania
Zalecane bezpieczniki i przekrój przewodu zasilaj±cego
Tig 1500i Tig 2200i/2200iw
TIG MMA TIG MMA
Napiêcie sieciowe
230 V ¦ 10 %,
1μ
230 V ¦ 10 %,
1μ
230 V ¦ 10 %,
1μ
230 V ¦ 10 %,
1μ
Czêstotliwo¶æ zasilania 50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Przekrój przewodu
zasilaj±cego, mm
2
3G2,5 3G2,5 3G2,5 3G2,5
Pr±d fazowy I
1eff
9,1 A 11,5 A 11,5 A 13,4 A
Bezpiecznik
przeciwudarowy
typu C MCB (miniaturowy
bezpiecznik automatyczny)
16 A
13 A
16 A
13 A
16 A
16 A
16 A
16 A
UWAGA!Przekrój kabla zasilaj±cego i moc bezpieczników podane powy¿ej s± zgodne z przepisami
szwedzkimi. ¬ródåo pr±du spawania nale¿y zastosowaæ zgodnie z odpowiednimi przepisami lokalnymi.
PL

bt34d1oa -- 8 --
6OBS£UGA
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 3. Nale¿y zapoznaæ siê z nimi przed
przyst±pieniem do jego u¿ytkowania.
6.1 Przyå±cza i elementy nastawcze
1 Przyå±cze (+) kabla powrotnego dla TIG.
MMA: dla kabla powrotnego lub kabla
spawania.
7 Wyå±cznik zasilania
2 Przyå±cze przystawki zdalnego sterowania 8 Kabel sieciowy
3 Panel sterowania (patrz oddzielna instrukcja
obsåugi)
9 Przyå±cze gazu osåonowego
4 Przyå±cze uchwytu TIG 10 Przyå±cze BLUE (niebieskie), z pomp± ELP*,
dla wody chåodz±cej z chåodnicy
5 Przyå±cze gazu do uchwytu TIG 11 Przyå±cze RED (czerwone) wody chåodz±cej
do chåodnicy
6 Przyå±cze (-) uchwytu TIG
MMA: kabel powrotny lub kabel spawan ia
12 Uzupeånianie wody chåodz±cej
* ESAB Logic Pump, patrz punkt 6.3
6.2 Obja¶nienie symboli
MMA TIG
6.3 Przyå±cze wodne
Chåodnica jest wyposa¿ona w system detekcji ELP (ESAB L ogic Pump), który sprawdza,
czy wê¿e doprowadzaj±ce wodê s± podå±czone. Chåodzenie rozpoczyna siê w momencie
podå±czenia chåodzonego wod± uchwytu spawalniczego TIG.
PL

bt34d1oa -- 9 --
6.4 Spawanie TIG
Przed wykorzystaniem urz±dzenia Arc 1500i/2200i do spawania TIG, nale¿y je wyposa¿yæ
w:
S uchwyt TIG
S butlê odpowiedniego gazu spawania
S regulator gazu spawania (odpowiedni regulator gazu)
S elektrody wolframowe
S odpowiedni metal dodatkowy, w razie potrzeby
6.5 Spawanie MMA
Przyå±cze kabla spawania i kabla powrotnego
¬ródåo pr±du spawania posiada dwa gniazda, jeden biegun dodatni i jeden ujemny, do
podå±czenia kabla spawania i kabla powrotnego. Kabel spawania nale¿y podå±czyæ do bieguna
wskazanego na opakowaniu u¿ywanych elektrod.
Kabel powrotny nale¿y podå±czyæ do drugiego gniazda. Zamocowaæ zacisk do masy kabla
powrotnego na przedmiocie obrabianym i upewniæ siê, ¿e jest dobry kontakt miêdzy
przedmiotem i gniazdem kabla powrotnego w ¼ródle pr±du spawania.
6.6 Zabezpieczenie przed przegrzaniem
¬ródåo pr±du posiada dwa termiczne, samoczynne wyå±czniki przeci±¿eniowe, które
zadziaåaj±, je¶li temperatura wewnêtrzna bêdzie zbyt wysoka. Na panelu pojawi siê kod
usterki. Kiedy temperatura opadnie, nast±pi automatyczny reset wyå±czników.
6.7 Przyå±cze do chåodnicy
(dotyczy tylko Caddyt Tig 2200i)
Blaszane p³yty zabezpieczaj±ce mo¿e zdejmowaæ
jedynie osoba posiadaj±ca odpowiednie przygotowanie
w zakresie elektryki (osoba upowa¿niona) w celu:
pod³±czenia, dokonania przegl±du, konserwacji i
naprawy urz±dzeñ spawalniczych.
Patrz instrukcja monta¿u w instrukcji obsåugi chåodnicy.
6.8 Wå±czanie ¼ródåa pr±du
Wå±czyæ zasilanie sieciowe, ustawiaj±c wyå±cznik sieciowy w pozycji “1”.
Wyå±czyæ urz±dzenie, ustawiaj±c przeå±cznik w pozycji “0”.
Je¶li zasilanie sieciowe zostanie przerwane lub ¼ródåo pr±du zostanie wyå±czone w
normalny sposób, dane spawania zostan± zapisane i bêd± dostêpne przy kolejnym
uruchomieniu urz±dzenia.
PL

bt34d1oa -- 1 0 --
7KONSERWACJA
Regularna konserwacja jest wa¿na celem zapewnienia bezpieczeñstwa i
niezawodno¶ci.
Blaszane p³yty zabezpieczaj±ce mo¿e zdejmowaæ jedynie osoba posiadaj±ca
odpowiednie przygotowanie w zakresie elektryki (osoba upowa¿niona) w celu:
pod³±czenia, dokonania przegl±du, konserwacji i naprawy urz±dzeñ spawalniczych.
Uwaga!
Jakiekolwiek czynno¶ci naprawcze podejmowane przez u¿ytkownika w okresie
gwarancyjnym powoduj± ca³kowit± utratê gwarancji.
7.1 Kontrola i czyszczenie
¬ródåo pr±du
Nale¿y regularnie sprawdzaæ, czy otwory wentylacyjne ¼ródåa pr±du spawania nie s±
zablokowane zanieczyszczeniami.
Czêstotliwo¶æ i metoda czyszczenia zale¿± od procesu spawania, czasu trwania åuku,
lokalizacji oraz otoczenia. Zazwyczaj wystarcza raz w roku przedmuchaæ ¼ródåo pr±du
suchym sprê¿onym powietrzem (o zmniejszonym ci¶nieniu).
W przeciwnym razie zapchane lub zablokowane wloty i wyloty powietrza spowoduj±
przegrzanie.
Uchwyt spawalniczy
Aby zapewniæ bezproblemowe spawanie nale¿y regularnie czy¶ciæ i wymieniaæ czê¶ci
eksploatacyjne uchwytu spawalniczego.
8 USUWANIE USTEREK
Przed odesåaniem urz±dzenia do autoryzowanego serwisu nale¿y przeprowadziæ
nastêpuj±ce kontrole i przegl±dy.
Typ usterki Dziaåanie naprawcze
Brak åuku. S Sprawd¼, czy zasilanie sieciowe zostaåo zaå±czone.
S Sprawd¼, czy kabel pr±du spawania i kabel powrotny zostaåy
odpowiednio podå±czone.
S Sprawd¼, czy ustawiono odpowiednie parametry pr±du.
S Sprawd¼ zasilanie sieciowe.
W trakcie spawania wyst±piåa
przerwa w dostawie pr±du
spawania.
S Sprawd¼, czy zadziaåaåy wyå±czniki termiczne.
S Sprawd¼ bezpieczniki zasilania sieciowego.
Wyå±cznik termiczny czêsto siê
zaå±cza.
S Upewnij siê, ¿e nie zostaåy przekroczone warto¶ci znamionowe
¼ródåa pr±du spawania (tj. ¿e urz±dzenie nie jest przeci±¿one).
S Upewnij siê, ¿e ¼ródåo pr±du jest czyste.
Såaba wydajno¶æ spawan ia. S Sprawd¼, czy kabel pr±du spawania i kabel powrotny zostaåy
odpowiednio podå±czone.
S Sprawd¼, czy ustawiono odpowiednie parametry pr±du.
S Sprawd¼, czy u¿ywane s± odpowiednie elektrody.
S Sprawd¼ przepåyw gazu.
PL

bt34d1oa -- 1 1 --
9 ZAMAWIANIE CZʦCI ZAMIENNYCH
Naprawyipracezwi±zanezzobwodomielektrycznymipowinnybyæprzeprowadzane
przez upowa¿nionego serwisanta ESAB.
Nale¿y stosowaæ tylko oryginalne czê¶ci zamienne i zu¿ywaj±ce siê ESAB.
Tig 1500i, 2200i, 2200iw s± skonstruowane i przetestowane zgodnie z
miêdzynarodow± i europejsk± norm± IEC/EN 60974--1, IEC/EN 60974--3 i IEC/EN
60974--10. Obowi±zkiem jednostki serwisowej dokonuj±cej serwisu lub naprawy,
aby upewniæ siê, ¿e produkt w dalszym ci±gu odpowiada wymienionym normom.
Czê¶ci zamienne mo¿na zamawiaæ u najbli¿szego przedstawiciela handlowego firmy ESAB
(patrz ostatnia strona tej publikacji).
10 DEMONTA I UTYLIZACJA
Urz±dzenia spawalnicze skåadaj± siê gåównie ze stali, plastiku i metali nie¿elaznych, i nale¿y
z nimi postêpowaæ zgodnie z lokalnymi przepisami ochrony ¶rodowiska.
Z chåodziwem tak¿e nale¿y postêpowaæ zgodnie z lokalnymi przepisami ochrony ¶rodowiska.
Nie wyrzucaæ urz±dzeñ elektrycznych razem ze zwyklymi odpadami!
Zgodnie z Dyrektywa Europejsk± 2002/96/EC dotyczaca odpadów elektrycznych i
elektronicznych oraz jej zastosowaniem w ¶wietle prawa krajowego, wyeksploatowane
urz±dzenia elektryczne nale¿y gromadzic oddzielnie i oddawaæ do zak³adu zajmuj±cego siê
ich utylizacja, zgodnie z zasadami ochrony ¶rodowiska. W³a¶ciciel sprzêtu powinien
uzyskaæ informacje na temat sprawdzonych systemów gromadzenia takich odpadów u
naszego lokalnego przedstawiciela.
Przestrzeganie tej Dyrektywy Europejskiej poprawi ¶rodowisko i ludzkie zdrowie!
PL

Edition 080129
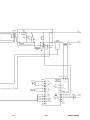
Schemat
bt34e -- 1 2 --
T ig 1500i TA34

Edition 080129
bt34e -- 1 3 --

Edition 080129
bt34e -- 1 4 --
T ig 1500i TA33

Edition 080129
bt34e -- 1 5 --

Edition 080129
bt34e -- 1 6 --
T ig 2200i TA33/TA34

Edition 080129
bt34e -- 1 7 --

Tig 1500i, 2200i, 2200iw
Edition 080129
Numer zamówieniowy
bt34o -- 1 8 --
Ordering no. Denomination Type
0460 450 880 Welding power source Caddyt T ig 1500i, TA33 incl. 3 m MMA cable kit complete
and Tig torch TXH 150, 4 m
0460 450 881 Welding power source Caddyt T ig 2200i, T A33 incl. 3 MM cable kit complete and
T ig torch TXH 200, 4 m
0460 450 882 Welding power source Caddyt T ig 1500i, TA34 incl. 3 m MMA cable kit complete
and Tig torch TXH 150, 4 m
0460 450 883 Welding power source Caddyt T ig 2200i, TA34 incl. 3 m MMA cable kit complete
and Tig torch TXH 200, 4 m
0460 450 884 Welding power source Caddyt T ig 2200iw, TA33 incl. water cooler, 3 m MMA cable
kit complete and T ig torch TXH 250w, 4 m
0460 450 885 Welding power source Caddyt T ig 2200iw, TA34 incl. 3 m MMA cable kit complete
and Tig torch TXH 250w, 4 m
0460 447 074 Instruction manual Control panel, Caddyt TA33, TA34
0459 839 025 Spare parts list W elding power source, T ig 1500i, Tig 2200i, Tig 2200iw
0459 839 028 Spare parts list Control panel, Caddyt TA33
0459 839 028 Spare parts list Control panel, Caddyt TA34
Instruction manuals and the spare parts list are available on the Internet at www.esab.com

R0460 443 /E080129/P24
Tig 1500i, 2200i, 2200iw
Wyposa¿enie WYPOSA ¯ENIE
bt34a11a -- 1 9 --
Strap ................................... 0460 265 001
Cable holder ............................ 0460 265 002
Shoulder strap .......................... 0460 265 003
Trolley
for5--10litregasbottle ....................
0459 366 885
Trolley
for20--50litregasbottle ...................
0459 366 886
Trolley
for20--50litregasbottle ..................
0460 330 880

R0460 443 /E080129/P24
Tig 1500i, 2200i, 2200iw
bt34a11a -- 2 0 --
Tig torch
TXH150 4m............................
TXH150 8m............................
TXH200 4m............................
TXH200 8m............................
TXH 250w 4 m ...........................
TXH 250w 8 m ...........................
0460 011 842
0460 011 882
0460 012 840
0460 012 880
0460 013 840
0460 013 880
Tig torch
TXH 150r 4 m ...........................
TXH 150r 8 m ...........................
TXH 200r 4 m ...........................
TXH 200r 8 m ...........................
TXH 250wr 4 m ..........................
TXH 250wr 8 m ..........................
0462 011 842
0462 011 882
0462 012 840
0462 012 880
0462 013 840
0462 013 880
Remote control adapter RA12 12pole ....
For analogue remote controls to CAN based
equipment.
0459 491 910
RemotecontrolunitMTA1CAN ..........
MIG/MAG: wire feed speed and voltage
MMA: current and arc force
TIG: current, pulse and background current
0459 491 880
RemotecontrolunitM110ProgCAN......
Choice of on of 10 programs
MIG/MAG: voltage deviation
TIG and MMA: current deviation
0459 491 882
RemotecontrolunitAT1CAN ............
MMA and TIG: current
0459 491 883
RemotecontrolunitAT1CFCAN .........
MMA and TIG: rough and fine setting of
current.
0459 491 884
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Tig 1500i, Tig 2200i, Caddy® Tig 1500i, Caddy® Tig 2200i Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
ESAB Caddy® Tig 2200i AC/DC Instrukcja obsługi
-
ESAB Tig 2200i AC/DC - Caddy Tig 2200i AC/DC Instrukcja obsługi
-
ESAB Tig 4300i AC/DC Instrukcja obsługi
-
ESAB Tig 3000i AC/DC Origo™ Tig 3000i AC/DC Instrukcja obsługi
-
-
ESAB Tig 3000i Origo™ Tig 3000i Instrukcja obsługi
-
ESAB Caddy 250 Arc 251i Instrukcja obsługi
-
ESAB Arc 251i - Caddy® Arc 251i Instrukcja obsługi
-
-
ESAB MechTig 3000i Aristo MechTig 3000i Instrukcja obsługi