Miller XMT 350 FIELDPRO Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi

INSTRUKCJA OBSŁUGI
OM-280973M/POL 2022-11
Procesy
Spawanie wieloprocesowe
części
Źródło zasilania do spawania łukowego
Informacje o produkcie, inne
wersje językowe instrukcji
obsługi oraz dodatkowe
informacje można znaleźć w
witrynie:
www.MillerWelds.com
XMT®350 FieldPro™
Z Auto-Line™i ArcReach® CE

From Miller to You
Mil_Thank1
2019 01
Firma Miller jest pierwszym
producentem urządzeń
spawalniczych w Stanach
Zjednoczonych, który uzyskał
certyfikat zgodności z normą
jakości ISO 9001.
racujemy równie solidnie jak
Państwo, dzięki czemu wraz z
każdą spawarką firmy Miller
możemy zaoferować
najlepszą na rynku gwarancję.
Wiadomość od firmy Miller
Dziękujemy and gratulujemy wybrania produktu Miller. Dzięki niemu
wszelkie prace spawalnicze beda wykonane sprawnie i prawidłowo. A
wiemy, że nie mogą sobie Państwo pozwolić na to, by było inaczej.
Mając na uwadze właśnie takie wymagania swoich klientów Niels Miller, gdy
po raz pierwszy zaczął konstruować spawarki łukowe w 1929 r., dopilnował,
by oferowane przez niego produkty były bardzo trwałe i wysokiej jakości. Tak
jak Państwa, klientów Millera nie było stać na obniżenie wymagań. Produkty
Miller musiały być idealne. Musiały być najlepszym dostępnym na rynku
produktem.
W obecnych czasach producenci i sprzedawcy produktów Miller kontynuują
tę tradycję. Są równie mocno zaangażowani w oferowanie sprzętu i usług
spełniających wysokie standardy jakości i wykonania, jak te oferowane w
1929 r.
Dzięki niniejszej Instrukcji obsługi będą mogli Państwo w maksymalny
sposób wykorzystać posiadane produkty Miller. Prosimy o zapoznanie się z
Zasadami ostrożności. Pomogą one Państwu zabezpieczyć się przed
potencjalnymi zagrożeniami w miejscu pracy. Dopilnowaliśmy, aby montaż
produktu i jego obsługa były szybkie i łatwe. W przypadku produktów Miller
mogą Państwo liczyć na lata niezawodnej pracy urządzenia pod warunkiem
jego właściwej konserwacji. A jeśli z jakiegoś powodu urządzenie wymaga
naprawy, istnieje sekcja Rozwiązywanie problemów, która pomoże w
zorientowaniu się, jaki jest problem, a nasza rozbudowana sieć serwisowa
pomoże w jego rozwiązaniu. W dokumencie zawarliśmy również informacje
dotyczące gwarancji i konserwacji.
Firma Miller Electric produkuje pełny asortyment
spawarek i produktów związanych ze spawaniem.
Aby uzyskać więcej informacji na temat innych
produktów Miller i otrzymać najnowszy katalog
produktów lub poszczególne karty charakterystyki,
należy skontaktować się z lokalnym
dystrybutorem Miller. Aby dowiedzieć się, gdzie
znajduje się najbliższy punkt dystrybucji lub
punkt serwisowy, wystarczy zadzwonić pod numer 1-800-4-A-Miller lub
odwiedzić naszą stronę internetową www.MillerWelds.com.

SPIS TREŚCI
CZĘŚĆ 1 – ŚRODKI BEZPIECZEŃSTWA — PRZECZYTAĆ PRZED UŻYCIEM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1-1 Znaczenie symboli. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1-2 Zagrożenia związane ze spawaniem łukowym. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1-3 Dodatkowe rodzaje niebezpieczeństwa dotyczące instalacji, obsługi i konserwacji. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1-4 Kalifornijska ustawa Proposition 65 – Ostrzeżenia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1-5 Głównych Normach Bezpieczeństwa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1-6 Informacje dotyczące pola elektromagnetycznego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
CZĘŚĆ 2 – DEFINICJE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2-1 Dodatkowe definicje symboli bezpieczeństwa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2-2 Różne symbole i definicje. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
CZĘŚĆ 3 – SPECYFIKACJE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3-1 Cechy i korzyści. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3-2 Regulacja łuku . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3-3 Umiejscowienie numeru seryjnego i tabliczki znamionowej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3-4 Umowa licencyjna oprogramowania. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3-5 Informacje dotyczące domyślnych parametrów i ustawień spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3-6 Dane techniczne urządzenia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3-7 Wymiary i masa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3-8 Parametry środowiskowe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3-9 Cykl roboczy i przegrzanie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3-10 Krzywe napięcie-natężenie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3-11 Charakterystyka wyjścia statycznego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
CZĘŚĆ 4 – INSTALACJA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
4-1 Wybieranie lokalizacji . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
4-2 Wybór przekroju kabla* . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
4-3 Zaciski wyjściowe spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
4-4 Podłączanie kabli wyjściowych spawania . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4-5 Informacje o gnieździe zdalnego sterowania 14-pinowym . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4-6 Ochronnik dodatkowy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
4-7 Opcjonalne połączenie sterowania zaworem gazu i otuliny gazowej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
4-8 Poradnik dotyczący elektrycznych prac serwisowych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
4-9 Podłączanie mocy wejściowej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
CZĘŚĆ 5 – OGÓLNA OBSŁUGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
5-1 Panel przedni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
5-2 Ustawienia przełącznika trybu. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
5-3 Przypisanie urządzenia ArcReach do źródła zasilania ArcReach . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
5-4 Włączanie inteligentnego podajnika ArcReach w trybie Lift-Arc TIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
5-5 Opcjonalne tryby spawania o niskim napięciu jałowym (OCV) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
5-6 Alternatywne funkcje konfiguracji . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
CZĘŚĆ 6 – OBSŁUGA W TRYBIE GTAW. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
6-1 Typowe połączenie do procesu GTAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
6-2 Typowe połączenie elektrody otulonej ArcReach/Zdalnego TIG (proces GTAW) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
6-3 Tryb spawania GTAW-Lift-Arc TIG, wyjście włączone. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
6-4 Tryb zdalnego spawania GTAW-TIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
CZĘŚĆ 7 – OBSŁUGA W TRYBIE GMAW/FCAW. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
7-1 Typowe połączenie podajnika zdalnego sterowania procesu GMAW/FCAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
7-2 Tryb zdalnego spawania GMAW/FCAW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
7-3 Typowe połączenie dla podajnika V-Sense GMAW/FCAW, proces FCAW-S . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
7-4 Tryb spawania GMAW/FCAW, FCAW-S, wyjście włączone. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
CZĘŚĆ 8 – OBSŁUGA W TRYBIE SMAW/CAC-A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
8-1 Typowe połączenie do procesu SMAW i CAC-A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
8-2 Typowe połączenie elektrody otulonej ArcReach/Zdalnego TIG (proces SMAW i CAC-A) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
8-3 Tryb spawania SMAW EXX10, EXX18, CAC-A, żłobek — elektroda otulona, wyjście włączone. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
CZĘŚĆ 9 – KONSERWACJA ORAZ WYKRYWANIE I USUWANIE USTEREK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
9-1 Konserwacja rutynowa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
9-2 Przedmuchiwanie wnętrza urządzenia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
9-3 Komunikat o pomocy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
9-4 Rozwiązywanie problemów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
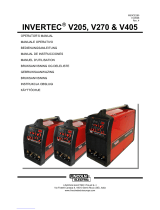
CZĘŚĆ 10 – SCHEMATY ELEKTRYCZNE. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38

DEKLARACJA ZGODNOŚCI
produktów dla Wspólnoty Europejskiej (z oznakowaniem CE).
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914, USA oświadcza, że wyroby
wskazane w niniejszej deklaracji są zgodne z podstawowymi wymaganiami i postanowieniami
określonych dyrektyw Rady i norm.
Identyfikacja produktu/urządzenia:
Produkt Nr katalogowy
XMT 350 FieldPro 230-460V,CE,Dinse 907730001
Dyrektywy Rady:
•2014/35/EU Low voltage
•2014/30/EU Electromagnetic compatibility
•2009/125/EC and regulation 2019/1784 Ecodesign requirements for energy-related products
•2011/65/EU and amendment 2015/863 Restriction of the use of certain hazardous substances in
electrical and electronic equipment
Normy:
•EN IEC 60974-1:2018/A1:2019 Arc welding equipment – Part 1: Welding power sources
•EN 60974-10:2014/A1:2015 Arc welding equipment – Part 10: Electromagnetic compatibility requirements
•EN IEC 63000:2018 – Technical documentation for the assessment of electrical and electronic products
with respect to the restriction of hazardous substances
Podpis:
October 13, 2022
_____________________________________ ___________________________________________
David A. Werba Data deklaracji
KIEROWNIK DS. ZGODNOŚCI PROJEKTÓW WYROBÓW
281025D

DECLARATION OF CONFORMITY
For United Kingdom (UKCA marked) products.
MILLER Electric Mfg. LLC, 1635 West Spencer Street, Appleton, WI 54914 U.S.A. declares that
the product(s) identified in this declaration conform to the essential requirements and
provisions of the stated Regulation(s) and Standard(s).
Product/Apparatus Identification:
Product
Stock Number
XMT 350 FieldPro 230-460V,CE,Dinse
907730001
Regulations:
• S.I. 2016/1101 Electrical Equipment (Safety) Regulations 2016
• S.I. 2016/1091 Electromagnetic Compatibility Regulations 2016
• 2009/125/EC and regulation 2019/1784 Ecodesign requirements for energy-related products
• S.I. 2012/3032 Restriction of the Use of Certain Hazardous Substances in Electrical and
Electronic Equipment Regulations 2012
Standards:
• EN IEC 60974-1:2018/A1:2019 Arc welding equipment – Part 1 Welding power sources
• EN 60974-10:2014/A1:2015 Arc welding equipment – Part 10: Electromagnetic compatibility
requirements
• EN IEC 63000:2018 Technical documentation for the assessment of electrical and electronic
products with respect to the restriction of hazardous substances
Signatory:
_____________________________________ ___________________________________________
David A. Werba Date of Declaration
MANAGER, PRODUCT DESIGN COMPLIANCE
October 13, 2022
290485B

ARKUSZ DANYCH PÓL ELEKTROMAGNETYCZNYCH
ŹRÓDŁA ZASILANIA SPAWANIA ŁUKOWEGO
ARKUSZ DANYCH PÓL ELEKTROMAGNETYCZNYCH
ŹRÓDŁA ZASILANIA SPAWANIA ŁUKOWEGO
Identyfikacja produktu/Urządzenia
Produkt Nr katalogowy
XMT 350 MPA 230-460 AUTO-LINE W/AUX PWR, (CE) 907366002
XMT 350 MPA 230-460 AUTO-LINE W/AUX PWR, TWECO, (CE) 907366004
XMT 350 CC/CV 230-460 AUTO-LINE W/AUX PWR, & (CE) 907161012
INVISION 352 MPA 230-460 AUTO-LINE W/AUX PWR, & (CE) 907431002
ALUMAPOWER 350 MPA 230-460 AUTO-LINE W/AUX PWR, (CE) 907420003
XMT 350 FIELDPRO 230-460V, (CE), DINSE 907730001
XMT 350 FIELDPRO 230-460V, POLARITY REVERSING, CE,
DINSE 907731001
Podsumowanie informacji na temat zgodności
Obowiązujące rozporządzenie Dyrektywa 2014/35/UE
Limity odniesienia Dyrektywa 2013/35/UE, zalecenie 1999/519/WE
Obowiązujące normy IEC 62822-1:2016, IEC 62822-2:2016
Docelowe zastosowanie ☒ do użytku specjalistycznego ☐ do użytku amatorskiego
Konieczne uwzględnienie skutków innych niż cieplne w ramach oceny miejsca pracy ☒ TAK ☐ NIE
Konieczne uwzględnienie skutków cieplnychw ramach oceny miejsca pracy ☐ TAK ☒ NIE
☒Dane są oparte na maksymalnej wydajności źródła zasilania (aktualne do momentu zmiany oprogramowania
wewnętrznego/sprzętu)
Dane są oparte na najmniej optymalnym ustawieniu/programie (aktualne tylko do momentu zmiany opcji
ustawień/programów spawania)
Dane są oparte na wielu ustawieniach/programach (aktualne tylko do momentu zmiany opcji ustawień/programów
spawania)
Narażenie zawodowe jest niższe niż wartości limitów narażenia dla skutków ☒ TAK ☐ NIE
zdrowotnych w konfiguracjach znormalizowanych (jeśli NIE, obowiązują określone wymagania
dotyczące minimalnych odległości)
Narażenie zawodowe jest niższe niż wartości limitów narażenia dla ☐ nie dotyczy ☒ TAK ☐ NIE
efektów sensorycznych w konfiguracjach znormalizowanych (jeśli dotyczy i wybrano odpowiedź NIE,
wymagane są konkretne środki)
Narażenie zawodowe jest niższe niż poziomy działań (AL) ☐ nie dotyczy ☐ TAK ☒ NIE
w konfiguracjach znormalizowanych (jeśli dotyczy i wybrano odpowiedź NIE,
wymagane są konkretne oznakowania)
Dane pól elektromagnetycznych dotyczące skutków innych niż cieplne
Wskaźniki narażenia (EI) i odległości do obwodu spawania (dla każdego trybu pracy, jeśli dotyczy)
Głowa
Korpus
Kończyna
(ręka)
Kończyna
(udo)
Efekty
sensoryczne
Skutki
zdrowotne
Znormalizowana odległość 10 cm 10 cm 10 cm 3 cm 3 cm
Wskaźniki narażenia ELV przy
odległości znormalizowanej 0,16 0,12 0,19 0,11 0,24
Wymagana minimalna odległość 1 cm 1 cm 1 cm 1 cm 1 cm
Odległość, przy której wszystkie wskaźniki narażenia zawodowego ELV spadają poniżej 0,20 (20%) 9 cm
Odległość, przy której wszystkie ogólne publiczne wskaźniki narażenia zawodowego
ELV spadają poniżej 1,00 (100%) 185 cm
Osoba testująca: Tony Samimi. Data testu: 2016‐03‐03
275641‐C

OM-280973 Strona 1
CZĘŚĆ 1 – ŚRODKI BEZPIECZEŃSTWA — PRZECZYTAĆ
PRZED UŻYCIEM
Należy chronić siebie i innych przed obrażeniami — należy przeczytać niniejsze ważne środki ostrożności i instrukcję obsługi,
stosować się do nich i zachować je.
1-1. Znaczenie symboli
NIEBEZPIECZEŃSTWO! – Wskazuje na występowanie nie-
bezpiecznej sytuacji, która doprowadzi do śmierci lub po-
ważnych obrażeń, jeżeli jej nie unikniemy. Możliwe
zagrożenia przedstawiono na symbolach umieszczonych
obok tekstu lub wyjaśniono w tekście.
Wskazuje na występowanie niebezpiecznej sytuacji, która
może doprowadzić do śmierci lub poważnych obrażeń, je-
żeli jej nie unikniemy. Możliwe zagrożenia przedstawiono
na symbolach umieszczonych obok tekstu lub wyjaśniono
w tekście.
UWAGA – Wskazuje na stwierdzenia niedotyczące obrażeń ciała.
F
Wskazuje na szczególne instrukcje.
Ta grupa symboli oznacza Ostrzeżenie! Uwaga! zagrożenia spowo-
dowane PORAŻENIEM PRĄDEM ELEKTRYCZNYM, RUCHOMY-
MI CZĘŚCIAMI i GORĄCYMI CZĘŚCIAMI. W celu zapoznania się
z niezbędnymi działaniami służącymi uniknięciu tych zagrożeń na-
leży sprawdzać poniżej symbole i powiązane z nimi instrukcje.
1-2. Zagrożenia związane ze spawaniem łukowym
Przedstawione poniżej symbole są stosowane w całym ni-
niejszym podręczniku w celu zwrócenia uwagi i zidentyfiko-
wania możliwych zagrożeń. Widząc symbol należy uważać i
stosować się do związanych z nim instrukcji, aby uniknąć
zagrożenia. Informacje dotyczące bezpieczeństwa podane
poniżej stanowią jedynie streszczenie pełniejszych informa-
cji, które można znaleźć w Głównych Normach Bezpieczeń-
stwa. Należy przeczytać i stosować się do wszystkich norm
bezpieczeństwa.
Jedynie wykwalifikowane osoby powinny zajmować się in-
stalacją, obsługą, konserwacją i naprawą niniejszego sprzę-
tu. Wykwalifikowana osoba zdefiniowana jest jako
posiadająca uznawany dyplom, certyfikat lub reputację za-
wodową lub która posiada znaczną wiedzę, przeszkolenie i
doświadczenie, z powodzeniem demonstrowała zdolności
w rozwiązywaniu problemów powiązanych z przedmiotem,
pracą lub projektem i otrzymała odpowiednie przeszkolenie
w zakresie bezpieczeństwa, rozpoznawania i unikania
zagrożeń.
Podczas obsługi nie należy nikogo dopuszczać w pobliże
urządzenia, zwłaszcza dzieci.
Nosić suche, nieuszkodzone
rękawice izolacyjne i ochronę ciała.
Odizolować się od przedmiotu obrabianego i od
ziemi za pomocą suchych mat izolacyjnych lub po-
kryw dostatecznie dużych, aby zapobiegać wszel-
kiemu fizycznemu kontaktowi z przedmiotem obrabianym lub ziemią.
lNie należy dotykać części elektrycznych pod napięciem.
lNosić suche, nieuszkodzone rękawice izolacyjne i ochronę ciała.
lOdizolować się od przedmiotu obrabianego i od ziemi za pomocą
suchych mat izolacyjnych lub pokryw dostatecznie dużych, aby
zapobiegać wszelkiemu fizycznemu kontaktowi z przedmiotem
obrabianym lub ziemią.
lNie używać wyjścia AC spawania w wilgotnych lub niewielkich
przestrzeniach, jeżeli występuje niebezpieczeństwo upadku.
lWyjścia AC używać JEDYNIE, jeżeli jest to wymagane dla proce-
su spawania.
lJeżeli wyjście AC jest niezbędne, należy używać zdalnego stero-
wania wyjściem, jeżeli jest dostępne w urządzeniu.
lWymagane są dodatkowe środki bezpieczeństwa wtedy, gdy wy-
stępują dowolne z następujących warunków zagrożenia elektrycz-
nego: w miejscach o dużej wilgotności lub w przypadku noszenia
mokrej odzieży; na konstrukcjach z metalu, na przykład posadz-
kach, kratownicach lub rusztowaniach; w pozycji ograniczającej
ruchy, na przykład podczas siedzenia, klęczenia lub leżenia; w
przypadku wysokiego ryzyka nieuniknionego lub przypadkowego
kontaktu z elementem obrabianym lub podłożem. W tych warun-
kach należy stosować następujące urządzenia w przedstawionej
kolejności: 1) półautomatyczną spawarkę (drutową) DC o stałym
napięciu, 2) ręczną spawarkę (z elektrodą otuloną) DC lub 3) spa-
warkę AC z ograniczonym napięciem jałowym. W większości sy-
tuacji zaleca się użycie spawarki drutowej DC o stałym napięciu. I
nie należy pracować samemu!
lOdłączyć zasilanie lub zatrzymać silnik przed instalowaniem lub
serwisowaniem tego urządzenia. Odciąć zasilanie i wywiesić tabli-
ce ostrzegawcze zgodnie z normą OSHA 29 CFR 1910.147 (patrz
normy bezpieczeństwa).
lPrawidłowo zainstalować, uziemić i obsługiwać to urządzenie
zgodnie z Podręcznikiem właściciela oraz krajowymi, stanowymi i
lokalnymi przepisami.
lSprawdzić także uziemienie źródła zasilania — potwierdzić, czy
przewód uziemiający przewód zasilania jest prawidłowo podłączo-
ny do zacisku uziemienia w skrzynce połączeniowej lub wtyk prze-
wodu jest podłączony do prawidłowo uziemionego gniazda.
lWykonując połączenia wejściowe należy najpierw przymocować
prawidłowy przewód uziemiający - należy dwa razy sprawdzić
połączenia.
lPrzewody muszą być suche, wolne od oleju i tłuszczu a także za-
bezpieczone przed gorącym metalem i iskrami.
lCzęsto sprawdzać wejściowy przewód zasilania i przewód uzie-
miający pod kątem uszkodzeń lub nieizolowanych drutów — w ra-
zie uszkodzenia natychmiast wymienić — nieizolowane druty
mogą doprowadzić do śmierci.
lWyłączać wszystkie nieużywane urządzenia.
lNie używać kabli zużytych, uszkodzonych, o zbyt małym przekroju
lub naprawianych.
lNie zawieszać kabli na swoim ciele.
lJeżeli konieczne jest uziemienie przedmiotu obrabianego, uziemić
go bezpośrednio używając osobnego kabla.
lNie dotykać elektrody, jeżeli stykamy się z przedmiotem obrabia-
nym, ziemią lub inną elektrodą w innej maszynie.
lUżywać jedynie prawidłowo konserwowanych urządzeń. Od razu
naprawiać lub wymieniać uszkodzone części. Przeprowadzać
konserwację urządzenia zgodnie z podręcznikiem.
lNie dotykać uchwytów do elektrody podłączonych jednocześnie
do dwóch spawarek, ponieważ obecne będzie podwójne napięcie
jałowe.
lZakładać pasy bezpieczeństwa na czas pracy powyżej poziomu
podłogi.
lWszystkie panele i pokrywy muszą być pewnie przymocowane na
swoim miejscu.

OM-280973 Strona 2
lZamocować kabel roboczy do przedmiotu obrabianego lub stołu
roboczego jak najbliżej spoiny zapewniając dobry kontakt metalu
z metalem.
lOdizolować zacisk roboczy, gdy nie jest podłączony do przedmio-
tu obrabianego, aby zapobiec zetknięciu się z jakimkolwiek meta-
lowym przedmiotem.
lNie podłączać więcej niż jednej elektrody lub kabla roboczego do
żadnego pojedynczego zacisku wyjściowego spawania. Odłączyć
kabel dla nieużywanego procesu.
lUżywać zabezpieczenia GFCI (ziemnozwarciowy przerywacz ob-
wodu) podczas obsługiwania urządzeń pomocniczych w miejs-
cach wilgotnych lub mokrych.
GORĄCE CZĘŚCI mogą oparzyć.
lNie dotykać gorących części gołymi dłońmi.
lPrzed przystąpieniem do pracy na urządzeniach
odczekać, aż upłynie czas chłodzenia.
lW celu manipulowania gorącymi częściami należy
użyć właściwych narzędzi i/lub założyć ciężkie, izolowane rękawi-
ce i odzież spawalniczą, aby zapobiec oparzeniom.
UNOSZĄCE SIĘ W POWIETRZU
OPIŁKI METALU lub BRUD mogą
spowodować obrażenia oczu.
lSpawanie, ścinanie, szczotkowanie i szlifowanie
mogą powodować iskry i lecący metal. W miarę
stygnięcia spoin mogą one wyrzucać żużel.
lNosić zatwierdzone okulary ochronne z bocznymi osłonami nawet
pod przyłbicą spawalniczą.
DYMY I GAZY mogą być
niebezpieczne..
Podczas spawania wytwarzane są dymy i gazy.
Wdychanie tych dymów i gazów może stanowić
zagrożenie dla zdrowia.
lGłowę należy trzymać z dala od dymów. Nie wdychać dymu.
lPrzewietrzyć obszar roboczy i/lub użyć lokalnej wentylacji mecha-
nicznej przy łuku, aby usuwać dymy i gazy spawalnicze. Zalecany
sposób ustalenie, jaka jest odpowiednia wentylacja, polega na po-
braniu próbek na skład i ilość dymów i gazów, na które narażeni
są pracownicy.
lW przypadku niedostatecznej wentylacji należy nosić zatwierdzo-
ną maskę oddechową z doprowadzeniem powietrza.
lNależy przeczytać i zrozumieć karty charakterystyki (SDS) oraz
instrukcje producenta dotyczące klejów, powłok, środków czy-
szczących, materiałów eksploatacyjnych, chłodziw, środków od-
tłuszczających, topników i metali.
lW zamkniętych pomieszczeniach można pracować tylko, jeżeli są
dobrze wentylowane lub nosząc maskę oddechową z doprowa-
dzeniem powietrza. W pobliżu zawsze powinien znajdować się
przeszkolony obserwator. Dymy i gazy spawalnicze mogą wypie-
rać powietrze i obniżać poziom tlenu, powodując obrażenia lub
śmierć. Upewnić się, że powietrze do oddychania jest bezpieczne.
lNie spawać w miejscach, w pobliżu których odbywają się czynnoś-
ci odtłuszczania, czyszczenia lub natryskiwania. Żar i promienie z
łuku mogą reagować z oparami, tworząc wysoce toksyczne i draż-
niące gazy.
lNie spawać na metalach powlekanych takich jak stal ocynkowana,
pokryta ołowiem lub kadmowana, chyba że powłoka została usu-
nięta z obszaru spawania, obszar jest dobrze wietrzony, a spa-
wacz nosi maskę oddechową z doprowadzeniem powietrza.
Powłoki i wszelkie metale zawierające te elementy mogą wydzie-
lać podczas spawania toksyczne opary.
GROMADZĄCY SIĘ GAZ może
powodować obrażenia lub zabić.
lOdciąć doprowadzenie sprężonego gazu, gdy nie
jest w użyciu.
lZawsze dobrze wietrzyć zamknięte pomieszczenia
lub używać zatwierdzonej maski oddechowej z doprowadzeniem
powietrza.
PROMIENIE ŁUKU mogą powodować
oparzenia oczu i skóry.
Promienie łuku w procesie spawania wytwarzają
intensywne widzialne i niewidzialne (ultrafioletowe
i podczerwone) promienie, które mogą poparzyć
oczy i skórę. Iskry lecą od spoiny.
lNosić zatwierdzoną przyłbicę spawalniczą wyposażoną w filtr o
odpowiednim kolorze, aby chronić twarz i oczy przed promieniami
łuku i iskrami podczas spawania lub obserwowania (patrz ANSI
Z49.1 i Z87.1 wymienione na liście norm bezpieczeństwa).
lPod przyłbicą nosić zatwierdzone okulary ochronne z bocznymi
osłonami.
lUżywać osłony lub barier ochronnych do zabezpieczenia innych
osób przed łukiem, błyskiem i iskrami; ostrzec inne osoby o zagro-
żeniu ze strony łuku.
lNosić ochronę ciała wykonaną ze skóry lub tkaniny ognioodpornej
(FRC). Do ochrony ciała zalicza się odzież niezawierającą oleju,
taką jak skórzane rękawice, grube koszule, spodnie bez mankie-
tów, wysokie buty i czapkę.
SPAWANIE może spowodować pożar
lub wybuch.
Spawanie na zamkniętych pojemnikach takich jak
zbiorniki, beczki lub rury może spowodować ich
wybuch. Iskry mogą lecieć od łuku spawalniczego.
Lecące iskry, gorący przedmiot obrabiany i gorące urządzenia mogą
spowodować pożary i oparzenia. Przypadkowe zetknięcie się elektro-
dy z metalowymi przedmiotami może spowodować, wybuch, prze-
grzanie lub pożar. Przed przystąpieniem do spawania należy
dokonać sprawdzenia obszaru i upewnić się, że jest on bezpieczny.
lUsunąć wszystkie łatwopalne materiały w odległości do 35 stóp
(10,7 m) od łuku spawalniczego. Jeżeli jest to niemożliwe, należy
przykryć je szczelnie, używając zatwierdzonych pokryć.
lNie spawać w miejscach, gdzie lecące iskry mogą uderzać w łat-
wopalny materiał.
lChronić siebie i innych przed lecącymi iskrami i gorącym
metalem.
lByć czujnym i uważać na to, że iskry spawalnicze i gorące mate-
riały ze spawania mogą łatwo przedostawać się przez małe pęk-
nięcia i otwory do przylegających obszarów.
lUważać na pożary i trzymać gaśnicę w pobliżu.
lMieć świadomość, że spawanie na suficie, podłodze, przegrodzie
lub ścianie działowej może spowodować pożar po ukrytej stronie.
lNie wolno przecinać lub spawać felg ani opon. Opony mogą eks-
plodować, gdy zostaną zbytnio nagrzane. Naprawione felgi i koła
mogą zawieść. Patrz OSHA 29 CFR 1910.177 wyszczególnione w
Normach bezpieczeństwa.
lNie spawać na pojemnikach, w których znajdowały się substancje
palne, ani na zamkniętych pojemnikach takich jak zbiorniki, beczki
lub rury, chyba że zostały prawidłowo przygotowane zgodnie z
AWS F4.1 (patrz normy bezpieczeństwa).
lNie spawać w miejscach, gdzie w atmosferze może znajdować się
łatwopalny pył, gaz lub opary cieczy (takiej jak benzyna).
lPodłączyć kabel roboczy do przedmiotu obrabianego możliwie jak
najbliżej obszaru spawania, aby zapobiec sytuacji, w której prąd
spawania przenosi się po długich, być może nieznanych trasach i
powoduje porażenie, iskry i zagrożenie pożarowe.
lNie używać spawarki do rozmrażania zamrożonych rur.

OM-280973 Strona 3
lWyjąć elektrodę otuloną z uchwytu lub odciąć drut spawalniczy
przy końcówce stykowej, gdy nie są używane.
lNosić ochronę ciała wykonaną ze skóry lub tkaniny ognioodpornej
(FRC). Do ochrony ciała zalicza się odzież niezawierającą oleju,
taką jak skórzane rękawice, grube koszule, spodnie bez mankie-
tów, wysokie buty i czapkę.
lOdłożyć wszelkie noszone przy sobie przedmioty palne takie jak
zapalniczka na butan lub zapałki przed przystąpieniem do
spawania.
lPo ukończeniu pracy należy przeprowadzić inspekcję obszaru,
aby upewnić się, że nie ma w nim iskier, żarzących się węgielków i
płomieni.
lUżywać wyłącznie prawidłowych bezpieczników lub wyłączników
automatycznych. Nie używać zbyt dużych bezpieczników ani ich
nie mostkować.
lStosować się do wymagań zawartych w OSHA 1910.252 (a) (2)
(iv) i NFPA 51B w zakresie prac stwarzających zagrożenie pożaro-
we i mieć w pobliżu obserwatora uważającego na pożary oraz
gaśnicę.
lNależy przeczytać i zrozumieć karty charakterystyki (SDS) oraz
instrukcje producenta dotyczące klejów, powłok, środków czy-
szczących, materiałów eksploatacyjnych, chłodziw, środków od-
tłuszczających, topników i metali.
HAŁAS może uszkodzić słuch.
Hałas powodowany przez niektóre procesy lub
urządzenia może uszkodzić słuch.
lNależy nosić zatwierdzone ochraniacze uszu w
przypadku wysokiego poziomu hałasu.
POLA ELEKTRYCZNE I
MAGNETYCZNE (EMF) mogą
wpływać na działanie wszczepionych
urządzeń medycznych.
lOsoby mające rozrusznik serca i inne wszczepio-
ne urządzenia medyczne nie powinny się zbliżać.
lOsoby mające wszczepione urządzenia medyczne powinny skon-
sultować się z lekarzem i producentem urządzeń, zanim zbliżą się
do miejsca występowania łuku spawalniczego, zgrzewania punk-
towego, żłobienia bądź cięcia plazmowego lub nagrzewania
indukcyjnego.
Uszkodzone BUTLE mogą
wybuchnąć.
Butle do sprężonych gazów zawierają gaz pod wy-
sokim ciśnienie. W razie uszkodzenia butla może
wybuchnąć. Ponieważ butle gazowe są zazwyczaj
częścią procesu spawania, należy upewnić się, że obchodzimy się z
nimi ostrożnie.
lChronić butle ze sprężonym gazem przed nadmiernym gorącem,
mechanicznymi uderzeniami, uszkodzeniami fizycznymi, żużlem,
otwartymi płomieniami, iskrami i łukami.
lUstawić butle w pozycji pionowej, przymocowując je do stacjonar-
nego podparcia lub stojaka na butle, aby zapobiec ich upadkowi
lub przechyleniu.
lTrzymać butle z dala od wszelkich obwodów spawalniczych lub in-
nych obwodów elektrycznych.
lNigdy nie zawieszać palnika spawalniczego na butli z gazem.
lNigdy nie dopuszczać do tego, aby elektroda spawalnicza dotknę-
ła jakiejkolwiek butli.
lNigdy nie spawać butli z gazem pod ciśnieniem ć będzie to skut-
kować wybuchem.
lUżywać wyłącznie prawidłowych butli ze sprężonych gazem, regu-
latorów, węży i osprzętu przeznaczonych do określonego zastoso-
wania; utrzymywać je i związane z nimi części w dobrym stanie.
lOtwierając zawór butli, należy odwrócić twarz od wylotu zaworu.
Nie stać przed regulatorem ani za nim podczas otwierania
zaworu.
lNie zdejmować kołpaka ochronnego z zaworu, z wyjątkiem sytua-
cji, gdy butla jest w użyciu lub jest podłączana w celu użycia.
lButle podnosić, przenosić i transportować przy użyciu właściwych
urządzeń, zastosowaniu prawidłowych procedur i przy pomocy do-
statecznej liczby osób.
lPrzeczytać instrukcje dotyczące butli ze sprężonych gazem, po-
wiązanych urządzeń oraz publikację Compressed Gas Associa-
tion (CGA — Federacja Gazu Sprężonego) P- 1 wymienioną na
liście norm bezpieczeństwa i stosować się do nich.
1-3. Dodatkowe rodzaje niebezpieczeństwa dotyczące instalacji, obsługi i konserwacji
Zagrożenie POŻAREM LUB
WYBUCHEM.
lNie instalować ani nie umieszczać urządzenia na,
nad ani w pobliżu powierzchni palnych.
lNie instalować urządzenia w pobliżu materiałów
łatwopalnych.
lNie przeciążać instalacji elektrycznej w budynku — upewnić się,
że układ zasilania ma prawidłowe przekroje, dane znamionowe i
zabezpieczenia, aby mógł obsługiwać niniejsze urządzenie.
UPADAJĄCE URZĄDZENIA mogą
spowodować obrażenia.
lDo podnoszenia urządzenia należy używać jedy-
nie ucha do podnoszenia, a NIE układu jezdnego,
butli gazowych ani żadnych innych akcesoriów.
lDo podnoszenia i podpierania niniejszego urządzenia używać od-
powiednich procedur i sprzętu o odpowiednim udźwigu.
lUżywając podnośnika widłowego do przenoszenia urządzenia
upewnić się, że widły są dostatecznie długie i będą wystawały po-
za przeciwną stronę urządzenia.
lTrzymać sprzęt (kable i przewody) z dala od poruszających się po-
jazdów podczas prac w powietrzu.
lPodczas podnoszenia ręcznego ciężkich części lub sprzętu stoso-
wać się do wytycznych zawartych w podręczniku Applications Ma-
nual for the Revised NIOSH Lifting Equation (Podręcznik
zastosowań dla zmodyfikowanego równania dźwigania NIOSH;
publikacja nr 94-110).
NADMIERNE UŻYCIE może
spowodować PRZEGRZANIE.
lOdczekać, aż temperatura urządzenia obniży się.
Przestrzegać znamionowych parametrów cyklu
pracy.
lZmniejszyć prąd lub skrócić cykl pracy przed ponownym przystą-
pieniem do spawania.
lNie blokować ani nie filtrować powietrza wpływającego do
urządzenia.
LECĄCE ISKRY mogą powodować
obrażenia.
lNosić przyłbicę spawalniczą, aby chronić oczy i
twarz.
lElektrodę wolframową kształtować jedynie na szli-
fierce z właściwymi osłonami w bezpiecznym miejscu, nosząc
właściwą ochronę twarzy, dłoni i ciała.

OM-280973 Strona 4
lIskry mogą powodować pożary — trzymać materiały łatwopalne
daleko.
ŁADUNKI ELEKTROSTATYCZNE
(ESD — wyładowania
elektrostatyczne) mogą uszkadzać
płytki obwodu drukowanego.
lPRZED przenoszeniem płytek lub części założyć
opaskę uziemiającą na nadgarstek.
lUżywać właściwych toreb lub pudełek odpornych na ładunki elek-
trostatyczne do przechowywania, przenoszenia lub przesyłania
płytek obwodu drukowanego.
RUCHOME CZĘŚCI mogą
powodować obrażenia.
lNie zbliżać się do ruchomych części.
lNie zbliżać się do miejsc, gdzie występuje ryzyko
przytrzaśnięcia/zmiażdżenia takich jak walce
ciągnące.
DRUT SPAWALNICZY może
spowodować obrażenia.
lNie naciskać spustu pistoletu dopóty, dopóki nie
otrzymamy takiego polecenia.
lNie kierować pistoletu w stronę żadnej części swo-
jego ciała, innych ludzi ani żadnego metalu podczas nawlekania
drutu spawalniczego.
WYBUCH AKUMULATORÓW może
spowodować obrażenia.
lNie używać spawarki do ładowania akumulatorów
ani do odpalania pojazdów, chyba że jest ona wy-
posażona w funkcję ładowania akumulatorów
przeznaczoną do tego celu.
RUCHOME CZĘŚCI mogą
powodować obrażenia.
lNie zbliżać się do ruchomych części takich jak
wentylatory.
lWszystkie drzwiczki, panele, pokrywy i osłony mu-
szą być zamknięte i pewnie trzymać się na swoim miejscu.
lZezwalać tylko wykwalifikowanym osobom na to, aby w razie ko-
nieczności zdejmowały drzwiczki, panele, pokrywy lub osłony na
potrzeby konserwacji oraz wykrywania i usuwania usterek.
lPo zakończeniu konserwacji, a przed ponownym podłączeniem
zasilania należy ponownie zamontować drzwiczki, panele, pokry-
wy lub osłony.
ZAPOZNAĆ SIĘ Z INSTRUKCJAMI.
lPrzed przystąpieniem do instalacji, obsługi lub ser-
wisowania urządzenia należy uważnie przeczytać
wszystkie etykiety i Podręcznik właściciela i
stosować się do nich. Zapoznać się z informacjami dotyczącymi
bezpieczeństwa, które znajdują się na początku podręcznika i w
każdej jego części.
lUżywać wyłącznie oryginalnych części zamiennych pochodzą-
cych od producenta.
lPrzeprowadzać konserwację i serwisowanie zgodnie z Podręczni-
kiem właściciela, normami branżowymi oraz krajowymi, stanowy-
mi i lokalnymi kodeksami.
PROMIENIOWANIE WYSOKIEJ
CZĘSTOTLIWOŚCI może
powodować zakłócenia.
lWysoka częstotliwość (H. F. — high- frequency)
może zakłócać działanie nawigacji radiowej, służb
bezpieczeństwa, komputerów i sprzętu komunikacyjnego.
lNa przeprowadzenie tej instalacji należy zezwolić wyłącznie wy-
kwalifikowanym osobom zaznajomionym ze sprzętem
elektronicznym.
lUżytkownik ponosi odpowiedzialność za zlecenie wykwalifikowa-
nemu elektrykowi niezwłocznego usunięcia problemów wynikają-
cych z instalacji.
lW razie wydania przez komisję FCC powiadomienia o zakłóce-
niach należy natychmiast zaprzestać używania sprzętu.
lNależy zlecać regularne kontrole i konserwację instalacji.
lDrzwiczki i panele źródeł wysokiej częstotliwości muszą być
szczelnie zamknięte, utrzymywać iskierniki na prawidłowym usta-
wieniu a także używać uziemienia i osłon do minimalizowania
możliwości zakłóceń.
SPAWANIE ŁUKOWE może
spowodować zakłócenia.
lEnergia elektromagnetyczna może zakłócać dzia-
łanie wrażliwych urządzeń elektronicznych, takich
jak mikroprocesory, komputery i urządzenia stero-
wane komputerowo, takie jak roboty.
lNależy upewnić się, że wszystkie urządzenia w obszarze spawa-
nia są kompatybilne elektromagnetycznie.
lW celu ograniczenia możliwych zakłóceń należy stosować możli-
wie najkrótsze kable, układać je blisko siebie i nisko na przykład
na podłodze.
lOperację spawania przeprowadzać w odległości 100 od jakichkol-
wiek wrażliwych urządzeń elektronicznych.
lUpewnić się, że niniejszą spawarkę zainstalowano i uziemiono
zgodnie z niniejszą instrukcją.
lJeżeli zakłócenia nadal występują, użytkownik musi podjąć dodat-
kowe środki takie jak przesunięcie spawarki, zastosowanie kabli
ekranowanych lub osłon dla miejsca pracy.
1-4. Kalifornijska ustawa Proposition 65 – Ostrzeżenia
OSTRZEŻENIE – Niniejszy produkt może narazić użytkowni-
ka na chemikalia, w tym ołów, co do których stan Kalifornia
posiada wiedzę, że powodują raka, wady wrodzone oraz in-
ne szkodliwe skutki dla rozrodczości.
W celu uzyskania dodatkowych informacji, przejdź do witrynywww.
P65Warnings.ca.gov.
1-5. Głównych Normach Bezpieczeństwa
Safety in Welding, Cutting, and Allied Processes, American Welding
Society standard ANSI Standard Z49.1. Website: http://www.aws.org.
Safe Practice For Occupational And Educational Eye And Face Pro-
tection, ANSI Standard Z87.1, from American National Standards In-
stitute. Website: www.ansi.org.

OM-280973 Strona 5
Safe Practices for the Preparation of Containers and Piping for Wel-
ding and Cutting, American Welding Society Standard AWS F4.1.
Website: http://www.aws.org.
National Electrical Code, NFPA Standard 70 from National Fire Pro-
tection Association. Website: www.nfpa.org.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-
1 from Compressed Gas Association. Website: www.cganet.com.
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2 from Canadian Standards Association. Website: www. csa-
group.org.
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B from National Fire Protection Association.
Website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indu-
stry, Title 29, Code of Federal Regulations (CFR), Part 1910.177 Sub-
part N, Part 1910 Subpart Q, and Part 1926, Subpart J. Website:
www.osha.gov.
OSHA Important Note Regarding the ACGIH TLV, Policy Statement
on the Uses of TLVs and BEIs. Website: www.osha.gov.
Applications Manual for the Revised NIOSH Lifting Equation from the
National Institute for Occupational Safety and Health (NIOSH). Web-
site: www.cdc.gov/NIOSH.
SOM_pol 2022–01
1-6. Informacje dotyczące pola elektromagnetycznego
Prąd elektryczny przepływający przez jakikolwiek przewód tworzy zlo-
kalizowane pola elektryczne i magnetyczne (EMF). Prąd ze spawania
łukowego (i procesów pokrewnych w tym operacji spawania punkto-
wego, żłobienia, cięcia plazmowego i nagrzewania indukcyjnego) wy-
twarza pole EMF wokół obwodu spawalniczego. Pole EMF może
kolidować z niektórymi implantami medycznymi np. rozrusznikami
serca. Należy powziąć środki ostrożności w przypadku osób używają-
cych implantów medycznych. Na przykład ograniczyć dostęp dla
przechodniów lub przeprowadzać indywidualną ocenę ryzyka dla spa-
waczy. Wszyscy spawacze powinni stosować następujące procedury
w celu minimalizowania narażenia na pola EMF pochodzące od ob-
wodu spawalniczego:
1. Kable muszą być trzymane blisko siebie — należy je skręcić lub
zaczepić razem lub użyć osłony kablowej.
2. Nie ustawiać się pomiędzy kablami spawalniczymi. Ułożyć kable
po jednej stronie i daleko od operatora.
3. Nie owijać ani nie zawieszać kabli na swoim ciele.
4. Trzymać głowę i tułów możliwie jak najdalej od urządzeń w obwo-
dzie spawalniczym.
5. Podłączyć zacisk roboczy z przedmiotem spawanym możliwie jak
najbliżej spoiny.
6. Nie pracować obok spawalniczego źródła zasilania nie siadać na
nim ani nie opierać się na nim.
7. Nie spawać w czasie noszenia spawalniczego źródła zasilania lub
podajnika drutu.
Informacje dotyczące wszczepionych urządzeń medycznych:
Osoby mające wszczepione urządzenia medyczne powinny skonsul-
tować się ze swoim lekarzem oraz producentem urządzenia, zanim
będą przeprowadzały lub zbliżały się do miejsc przeprowadzania ope-
racji spawania łukowego, spawania punktowego, żłobienia, cięcia
plazmowego lub nagrzewania indukcyjnego. W razie uzyskania zez-
wolenia lekarskiego zaleca się stosowanie powyższych procedur.

OM-280973 Strona 6
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
CZĘŚĆ 2 – DEFINICJE
2-1. Dodatkowe definicje symboli bezpieczeństwa
F
Niektóre symbole można znaleźć wyłącznie na produktach CE.
Ostrzeżenie! Uwaga! Istnieją możliwe zagrożenia wskazane przez
symbole.
OM-
1-1. Additional Safety Symbols And Definitions
Some symbols are found only on CE products.
Warning! Watch Out! There are possible hazards as shown by the symbols.
Safe1 2012 05
Do not discard product (where applicable) with general waste.
Reuse or recycle Waste Electrical and Electronic Equipment (WEEE) by disposing at a designated collection
facility.
Contact your local recycling office or your local distributor for further information. Safe37 2017 04
Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves.
Safe2 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe3 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe4 2017 04
Disconnect input plug or power before working on machine.
Safe5 2017 04
Keep your head out of the fumes.
Safe6 2017 04
Keep your head out of the fumes
Safe7 2017 04
Use forced ventilation or local exhaust to remove the fumes.
Safe8 2012 05
Use forced ventilation or local exhaust to remove the fumes.
Safe9 2012 05
Nosić suche izolowane rękawice. Nie dotykać elektrody gołymi dłoń-
mi. Nie nosić mokrych ani uszkodzonych rękawic.
OM-
1-1. Additional Safety Symbols And Definitions
Some symbols are found only on CE products.
Warning! Watch Out! There are possible hazards as shown by the symbols.
Safe1 2012 05
Do not discard product (where applicable) with general waste.
Reuse or recycle Waste Electrical and Electronic Equipment (WEEE) by disposing at a designated collection
facility.
Contact your local recycling office or your local distributor for further information. Safe37 2017 04
Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves.
Safe2 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe3 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe4 2017 04
Disconnect input plug or power before working on machine.
Safe5 2017 04
Keep your head out of the fumes.
Safe6 2017 04
Keep your head out of the fumes
Safe7 2017 04
Use forced ventilation or local exhaust to remove the fumes.
Safe8 2012 05
Use forced ventilation or local exhaust to remove the fumes.
Safe9 2012 05
Chronić siebie przed porażeniem prądem elektrycznych izolując sie-
bie od pracy i ziemi.
OM-
1-1. Additional Safety Symbols And Definitions
Some symbols are found only on CE products.
Warning! Watch Out! There are possible hazards as shown by the symbols.
Safe1 2012 05
Do not discard product (where applicable) with general waste.
Reuse or recycle Waste Electrical and Electronic Equipment (WEEE) by disposing at a designated collection
facility.
Contact your local recycling office or your local distributor for further information. Safe37 2017 04
Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves.
Safe2 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe3 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe4 2017 04
Disconnect input plug or power before working on machine.
Safe5 2017 04
Keep your head out of the fumes.
Safe6 2017 04
Keep your head out of the fumes
Safe7 2017 04
Use forced ventilation or local exhaust to remove the fumes.
Safe8 2012 05
Use forced ventilation or local exhaust to remove the fumes.
Safe9 2012 05
Przed przystąpieniem do prac na maszynie odłączyć wtyczkę lub
zasilanie.
OM-
1-1. Additional Safety Symbols And Definitions
Some symbols are found only on CE products.
Warning! Watch Out! There are possible hazards as shown by the symbols.
Safe1 2012 05
Do not discard product (where applicable) with general waste.
Reuse or recycle Waste Electrical and Electronic Equipment (WEEE) by disposing at a designated collection
facility.
Contact your local recycling office or your local distributor for further information. Safe37 2017 04
Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves.
Safe2 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe3 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe4 2017 04
Disconnect input plug or power before working on machine.
Safe5 2017 04
Keep your head out of the fumes.
Safe6 2017 04
Keep your head out of the fumes
Safe7 2017 04
Use forced ventilation or local exhaust to remove the fumes.
Safe8 2012 05
Use forced ventilation or local exhaust to remove the fumes.
Safe9 2012 05
Nie trzymać głowy w dymie.
OM-
1-1. Additional Safety Symbols And Definitions
Some symbols are found only on CE products.
Warning! Watch Out! There are possible hazards as shown by the symbols.
Safe1 2012 05
Do not discard product (where applicable) with general waste.
Reuse or recycle Waste Electrical and Electronic Equipment (WEEE) by disposing at a designated collection
facility.
Contact your local recycling office or your local distributor for further information. Safe37 2017 04
Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves.
Safe2 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe3 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe4 2017 04
Disconnect input plug or power before working on machine.
Safe5 2017 04
Keep your head out of the fumes.
Safe6 2017 04
Keep your head out of the fumes
Safe7 2017 04
Use forced ventilation or local exhaust to remove the fumes.
Safe8 2012 05
Use forced ventilation or local exhaust to remove the fumes.
Safe9 2012 05
Używać wentylacji mechanicznej lub miejscowego wywiewu do usu-
wania dymów.
OM-
Use ventilating fan to remove fumes.
Safe10 2012 05
Use ventilating fan to remove fumes.
Safe11 2012 05
Keep flammables away from welding. Do not weld near flammables.
Safe12 2012 05
Keep flammables away from cutting. Do not cut near flammables.
Safe13 2012 05
Welding sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe14 2012 05
Cutting sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe15 2012 05
Do not weld on drums or any closed containers.
Safe16 2017 04
Do not cut on drums or any closed containers.
Safe17 2017 04
Do not grip material near cutting path.
Safe18 2017 10
Turn off power before disassembling torch.
Safe19 2012 05
Do not remove or paint over (cover) the label.
Safe20 2017 04
Używać wywietrznika do usuwania dymów.
OM-
Use ventilating fan to remove fumes.
Safe10 2012 05
Use ventilating fan to remove fumes.
Safe11 2012 05
Keep flammables away from welding. Do not weld near flammables.
Safe12 2012 05
Keep flammables away from cutting. Do not cut near flammables.
Safe13 2012 05
Welding sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe14 2012 05
Cutting sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe15 2012 05
Do not weld on drums or any closed containers.
Safe16 2017 04
Do not cut on drums or any closed containers.
Safe17 2017 04
Do not grip material near cutting path.
Safe18 2017 10
Turn off power before disassembling torch.
Safe19 2012 05
Do not remove or paint over (cover) the label.
Safe20 2017 04
Trzymać materiały łatwopalne z daleka od spawania. Nie spawać w
pobliżu materiałów łatwopalnych.
OM-
Use ventilating fan to remove fumes.
Safe10 2012 05
Use ventilating fan to remove fumes.
Safe11 2012 05
Keep flammables away from welding. Do not weld near flammables.
Safe12 2012 05
Keep flammables away from cutting. Do not cut near flammables.
Safe13 2012 05
Welding sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe14 2012 05
Cutting sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe15 2012 05
Do not weld on drums or any closed containers.
Safe16 2017 04
Do not cut on drums or any closed containers.
Safe17 2017 04
Do not grip material near cutting path.
Safe18 2017 10
Turn off power before disassembling torch.
Safe19 2012 05
Do not remove or paint over (cover) the label.
Safe20 2017 04
Iskry ze spawania mogą powodować pożary. Trzymać gaśnicę w po-
bliżu. Zapewnić sobie obecność osoby obserwującej, która będzie
gotowa do użycia gaśnicy.

OM-280973 Strona 7
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
OM-
Use ventilating fan to remove fumes.
Safe10 2012 05
Use ventilating fan to remove fumes.
Safe11 2012 05
Keep flammables away from welding. Do not weld near flammables.
Safe12 2012 05
Keep flammables away from cutting. Do not cut near flammables.
Safe13 2012 05
Welding sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe14 2012 05
Cutting sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe15 2012 05
Do not weld on drums or any closed containers.
Safe16 2017 04
Do not cut on drums or any closed containers.
Safe17 2017 04
Do not grip material near cutting path.
Safe18 2017 10
Turn off power before disassembling torch.
Safe19 2012 05
Do not remove or paint over (cover) the label.
Safe20 2017 04
Nie spawać na beczkach ani na żadnych zamkniętych pojemnikach.
OM-
Use ventilating fan to remove fumes.
Safe10 2012 05
Use ventilating fan to remove fumes.
Safe11 2012 05
Keep flammables away from welding. Do not weld near flammables.
Safe12 2012 05
Keep flammables away from cutting. Do not cut near flammables.
Safe13 2012 05
Welding sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe14 2012 05
Cutting sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it.
Safe15 2012 05
Do not weld on drums or any closed containers.
Safe16 2017 04
Do not cut on drums or any closed containers.
Safe17 2017 04
Do not grip material near cutting path.
Safe18 2017 10
Turn off power before disassembling torch.
Safe19 2012 05
Do not remove or paint over (cover) the label.
Safe20 2017 04
Nie usuwać etykiety ani jej nie zamalowywać (zakrywać).
OM-
Do not work on unit if engine is running. Stop engine first.
Safe21 2017 04
Do not smoke while fueling or if near fuel.
Safe22 2017 04
Stop engine before fueling.
Safe23 2017 04
Do not fuel a hot engine.
Safe24 2017 04
Use lift eye to lift unit and properly installed accessories only, not gas cylinders. Do not exceed maximum lift eye
rating (see Specifications).
Safe25 2012 05
When power is applied failed parts can explode or cause other parts to explode.
Safe26 2012 05
Flying pieces of parts can cause injury. Always wear a face shield when servicing unit.
Safe27 2012 05
Always wear long sleeves and button your collar when servicing unit.
Safe28 2012 05
After taking proper precautions as shown, connect power to unit.
Safe29 2012 05
Disconnect input plug or power before working on machine.
Safe30 2012 05
Spadające części mogą spowodować obrażenia ciała. Podczas ser-
wisowania urządzenia należy zawsze nosić osłonę twarzy.
OM-
Do not work on unit if engine is running. Stop engine first.
Safe21 2017 04
Do not smoke while fueling or if near fuel.
Safe22 2017 04
Stop engine before fueling.
Safe23 2017 04
Do not fuel a hot engine.
Safe24 2017 04
Use lift eye to lift unit and properly installed accessories only, not gas cylinders. Do not exceed maximum lift eye
rating (see Specifications).
Safe25 2012 05
When power is applied failed parts can explode or cause other parts to explode.
Safe26 2012 05
Flying pieces of parts can cause injury. Always wear a face shield when servicing unit.
Safe27 2012 05
Always wear long sleeves and button your collar when servicing unit.
Safe28 2012 05
After taking proper precautions as shown, connect power to unit.
Safe29 2012 05
Disconnect input plug or power before working on machine.
Safe30 2012 05
Zawsze nosić długie rękawy i zapinać kołnierzyk na guzik na czas
serwisowania urządzenia.
OM-
Do not work on unit if engine is running. Stop engine first.
Safe21 2017 04
Do not smoke while fueling or if near fuel.
Safe22 2017 04
Stop engine before fueling.
Safe23 2017 04
Do not fuel a hot engine.
Safe24 2017 04
Use lift eye to lift unit and properly installed accessories only, not gas cylinders. Do not exceed maximum lift eye
rating (see Specifications).
Safe25 2012 05
When power is applied failed parts can explode or cause other parts to explode.
Safe26 2012 05
Flying pieces of parts can cause injury. Always wear a face shield when servicing unit.
Safe27 2012 05
Always wear long sleeves and button your collar when servicing unit.
Safe28 2012 05
After taking proper precautions as shown, connect power to unit.
Safe29 2012 05
Disconnect input plug or power before working on machine.
Safe30 2012 05
Po podjęciu pokazanych właściwych środków ostrożności podłączyć
zasilanie do urządzenia.
OM-
Do not work on unit if engine is running. Stop engine first.
Safe21 2017 04
Do not smoke while fueling or if near fuel.
Safe22 2017 04
Stop engine before fueling.
Safe23 2017 04
Do not fuel a hot engine.
Safe24 2017 04
Use lift eye to lift unit and properly installed accessories only, not gas cylinders. Do not exceed maximum lift eye
rating (see Specifications).
Safe25 2012 05
When power is applied failed parts can explode or cause other parts to explode.
Safe26 2012 05
Flying pieces of parts can cause injury. Always wear a face shield when servicing unit.
Safe27 2012 05
Always wear long sleeves and button your collar when servicing unit.
Safe28 2012 05
After taking proper precautions as shown, connect power to unit.
Safe29 2012 05
Disconnect input plug or power before working on machine.
Safe30 2012 05
Przed przystąpieniem do prac na maszynie odłączyć wtyczkę lub
zasilanie.
OM-
Do not use one handle to lift or support unit.
Safe31 2017 04
Writer: If necessary, replace the word “handle” with “lift eye’.
Drive rolls can injure fingers.
Safe32 2012 05
Welding wire and drive parts are at welding voltage during operation keep hands and metal objects away.
Safe33 2017 04
Consult rating label for input power requirements.
Safe34 2012 05
Become trained and read the instructions and labels before working on machine.
Safe35 2012 05
Connect Green Or Green/Yellow grounding conductor to ground terminal first.
Connect input conductors (L1, L2, L3) to line terminals.
Safe36 2012 05
Wear hat and safety glasses. Use ear protection and button shirt
collar. Use welding helmet with correct shade of filter. Wear complete
body protection.
Safe38 2012 05
Wear hat and safety glasses. Use ear protection and button shirt
collar. Use welding helmet with correct shade of filter. Wear complete
body protection.
Safe39 2012 05
Become trained and read the instructions before working on the
machine or welding.
Safe40 2012 05
Become trained and read the instructions before working on the
machine or cutting.
Safe41 2012 05
Informacje na temat wymagań dotyczących zasilania wejściowego
znajdują się na tabliczce znamionowej urządzenia.
OM-
Do not use one handle to lift or support unit.
Safe31 2017 04
Writer: If necessary, replace the word “handle” with “lift eye’.
Drive rolls can injure fingers.
Safe32 2012 05
Welding wire and drive parts are at welding voltage during operation keep hands and metal objects away.
Safe33 2017 04
Consult rating label for input power requirements.
Safe34 2012 05
Become trained and read the instructions and labels before working on machine.
Safe35 2012 05
Connect Green Or Green/Yellow grounding conductor to ground terminal first.
Connect input conductors (L1, L2, L3) to line terminals.
Safe36 2012 05
Wear hat and safety glasses. Use ear protection and button shirt
collar. Use welding helmet with correct shade of filter. Wear complete
body protection.
Safe38 2012 05
Wear hat and safety glasses. Use ear protection and button shirt
collar. Use welding helmet with correct shade of filter. Wear complete
body protection.
Safe39 2012 05
Become trained and read the instructions before working on the
machine or welding.
Safe40 2012 05
Become trained and read the instructions before working on the
machine or cutting.
Safe41 2012 05
Przed rozpoczęciem eksploatacji maszyny należy ukończyć szkole-
nie i zapoznać się z treścią instrukcji oraz etykiet.
OM-
Do not use one handle to lift or support unit.
Safe31 2017 04
Writer: If necessary, replace the word “handle” with “lift eye’.
Drive rolls can injure fingers.
Safe32 2012 05
Welding wire and drive parts are at welding voltage during operation keep hands and metal objects away.
Safe33 2017 04
Consult rating label for input power requirements.
Safe34 2012 05
Become trained and read the instructions and labels before working on machine.
Safe35 2012 05
Connect Green Or Green/Yellow grounding conductor to ground terminal first.
Connect input conductors (L1, L2, L3) to line terminals.
Safe36 2012 05
Wear hat and safety glasses. Use ear protection and button shirt
collar. Use welding helmet with correct shade of filter. Wear complete
body protection.
Safe38 2012 05
Wear hat and safety glasses. Use ear protection and button shirt
collar. Use welding helmet with correct shade of filter. Wear complete
body protection.
Safe39 2012 05
Become trained and read the instructions before working on the
machine or welding.
Safe40 2012 05
Become trained and read the instructions before working on the
machine or cutting.
Safe41 2012 05
Nosić czapkę i okulary ochronne. Używać ochraniaczy uszu i zapinać
na guziki kołnierzyk u koszuli. Używać przyłbicy spawalniczej z pra-
widłowym odcieniem filtra. Nosić kompletną ochronę ciała.
OM-
Keep your head out of the fumes
Safe7 2017 04
Become trained and read the instructions before working on the
machine or welding.
Safe40 2012 05
Become trained and read the instructions before working on the
machine or cutting.
Safe41 2012 05
Remove unit from shipping crate. Remove Owner’s Manual from unit.
Follow instructions to install muffler.
Safe46 2012 05
Safe51 2012 05
Every 100 hours, check and clean filter and check condition of hoses.
Safe54 2017 04
During the first 50 hours of operation keep welding load above 200
amperes. Do not weld below 200 amperes of output.
Safe55 2012 05
After the first 50 hours of operation, change the engine oil and filter.
Safe57 2017 04
Wear dry insulating gloves. Do not touch electrode (wire) with bare hand. Do not wear wet or damaged gloves.
Become trained and read the instructions before working on the
machine or welding.
Safe65 2012 06
Induction heating can cause injury or burns from hot items such as rings, watches, or parts.
Safe74 2012 07
Odbyć przeszkolenie i przeczytać instrukcje przed przystąpieniem do
prac na maszynie lub do spawania.

OM-280973 Strona 8
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
OM-
Hazardous voltage remains on input capacitors after power is turned
off. Do not touch fully charged capacitors. Always wait 60 seconds
after power is turned off before working on unit, AND check input ca-
pacitor voltage, and be sure it is near 0 before touching any parts.
Safe42 2017 04
Hazardous voltage remains on input capacitors after power is turned
off. Do not touch fully charged capacitors. Always wait 5 minutes after
power is turned off before working on unit, AND check input capacitor
voltage, and be sure it is near 0 before touching any parts.
Safe43 2017 04
=<60°Always lift and support unit using both handles. Keep angle of lifting
device less than 60 degrees.
Use a proper cart to move unit.
Safe44 2012 05
Engine fuel plus flames or sparks can cause fire.
Safe45 2012 05
Remove unit from shipping crate. Remove Owner’s Manual from unit.
Follow instructions to install muffler.
Safe46 2012 05
Read Owner’s Manual. Read labels on unit.
Safe47 2012 05
Safe49 2012 05
Move jumper links as shown on inside label to match input voltage at
job site. Include extra length in grounding conductor and connect
grounding conductor first. Connect line input conductors as shown on
inside label. Double-check all connections, jumper link positions, and
input voltage before applying power.
Safe50 2012 05
Plugged filter or hoses can cause overheating to the power source
and torch.
Safe51 2012 05
Every 100 hours, check and clean filter and check condition of hoses.
Use coolant suggested by the manufacturer.
Safe52 2012 05
°Falling unit can cause injury. Do not move or operate unit where it could tip.
Safe53 2017 04
Niebezpieczne napięcie pozostaje na kondensatorach wejściowych
po wyłączeniu zasilania. Nie dotykać w pełni naładowanych konden-
satorów. Zawsze odczekać 60 sekund po wyłączeniu zasilania przed
przystąpieniem do prac na urządzeniu LUB sprawdzić napięcie kon-
densatora wejściowego i upewnić się, że jest ono bliskie 0 przed do-
tknięciem jakichkolwiek części.
OM-
/
<12.4 V
+ +
Read Owner’s Manual for battery maintenance information.
Safe117 2014 06
Do not spray water on electrical parts, including Engine Control Unit (ECU).
Safe 118 2014 10
Recycle or dispose of used coolant in an environmentally safe way.
Safe119 2015 05
Hot Parts can burn. Do not touch hot parts bare-handed. Allow cooling period before handling parts or equip-
ment.
Safe120 2015 11
Connect Green Or Green/Yellow grounding conductor to ground terminal first.
Connect input conductors (U/L1, V/L2, W/L3) to line terminals.
Safe121 2016 04
Use lifting eye to lift unit and properly installed units only.
Use a proper cart to move unit.
Safe122 2016 04
Environmental
Protection Use Period (China)
Safe123 2016 06
Wire Feed wire between guide pins into drive rolls.
Safe124 2017 02
Connect green or green/yellow grounding conductor to ground termi-
nal first. Connect input conductors (U/L1, V/L2, W/L3) to line
terminals.
OM-
/
<12.4 V
+ +
Read Owner’s Manual for battery maintenance information.
Safe117 2014 06
Do not spray water on electrical parts, including Engine Control Unit (ECU).
Safe 118 2014 10
Recycle or dispose of used coolant in an environmentally safe way.
Safe119 2015 05
Hot Parts can burn. Do not touch hot parts bare-handed. Allow cooling period before handling parts or equip-
ment.
Safe120 2015 11
Connect Green Or Green/Yellow grounding conductor to ground terminal first.
Connect input conductors (U/L1, V/L2, W/L3) to line terminals.
Safe121 2016 04
Use lifting eye to lift unit and properly installed units only.
Use a proper cart to move unit.
Safe122 2016 04
Environmental
Protection Use Period (China)
Safe123 2016 06
Wire Feed wire between guide pins into drive rolls.
Safe124 2017 02
Use lifting eye to lift unit and properly installed units only. Use a pro-
per cart to move unit.
2-2. Różne symbole i definicje
Natężenie prądu
Napięcie
Włączone
Wyłączone
Napięcie wejściowe
Wyjście
Zdalny
Spawanie łukowe
metalową elektrodą
topliwą w osłonie
gazowej (GMAW)
Spawanie drutem
rdzeniowym
(FCAW)
Cięcie łukiem z
elektrod węglowych
w atmosferze po-
wietrza (CAC-A)
Spawanie elektrodą
otuloną (SMAW)
Lift-Arc (GTAW)
Spawanie elektrodą
wolframową w osło-
nie gazu obojętnego
(GTAW)
Zmienna
indukcyjność
Ciśnienie łuku
Dodatnie
Ujemne
USB
.Complete Parts List is available at www.MillerWelds.com
OM-279639 Page 14
SECTION 3 − DEFINITIONS
3-1. Additional Safety Symbols And Definitions
Warning! Watch Out! There are possible hazards as shown by the symbols.
Safe1 2012−05
Never use generator inside a home or garage, even if doors and win-
dows are open.
Safe87 2012−07
Only use generator outside and far away from windows, doors, and
vents.
Safe88 2012−07
3-2. Miscellaneous Symbol Definitions
AAmperage
VVoltage
Negative
Positive
Alternating
Current (AC)
Protective Earth
(Ground)
Air Filter
Engine Start
Engine RPM
Circuit Breaker
Supplementary
Protector
Direct Current
(DC)
Fuel
Idle (Slow)
Engine Choke
T
emperature
Battery (Engine)
Read Operator’s
Manual
Engine Oil
Engine
Engine Stop
Run (Fast)
Hertz
Output
On
Percent
U0
Rated No−Load
Voltage (OCV)
U2
Conventional
Load Voltage
I2
242a Rated
Current
XDuty Cycle
Shielded Metal
Arc Welding
(SMAW)
Gas Metal Arc
Welding (GMAW)
Gas Tungsten Arc
Welding (GTAW) /
Tungsten Inert
Gas (TIG)
Welding
Flux Cored Arc
Welding (FCAW)
Tungsten Inert
Gas (TIG) Lift Arc
Remote
Single Phase
Alternator
Arc Control
USB
Push Button
Air Carbon Arc
Cutting (CAC-A)
Rotating Knob
And Push Button
Regulacja łuku
Wlot gazu
Wylot gazu
Procent
Trójfazowe
Prąd stały (DC)
Podłączenie do
sieci
Uziemienie ochron-
ne (uziemienie)
Rama lub obudowa
Wyłącznik
automatyczny

OM-280973 Strona 9
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
CZĘŚĆ 3 – SPECYFIKACJE
3-1. Cechy i korzyści
LVC™Line Voltage Compensation to obwód utrzymujący wyjście źródła zasilania na stałym poziomie niezależnie od wahań mocy wejściowej.
Wind Tunnel Technology™cyrkuluje powietrze przez elementy wymagające chłodzenia, a nie przez obwody elektroniczne, co redukuje zanie-
czyszczenia i zwiększa niezawodność w trudnych warunkach spawania.
Fan-On- Demand™to system chłodzenia działający tylko wtedy, gdy jest potrzebny, redukując hałas, zużycie energii i ilość zanieczyszczeń
przedostających się przez maszynę.
Thermal Overload Protection automatycznie wyłącza urządzenie tylko wtedy, gdy jest to konieczne, aby zapobiec uszkodzeniu wewnętrznych
komponentów w przypadku przekroczenia cyklu roboczego lub ograniczenia przepływu powietrza i chłodzenia (patrz sekcja 3-9).
Auto Remote Sense to funkcja umożliwiająca automatyczne wykrywanie połączenia ze zdalnym sterowaniem. Obsługa pilota zdalnego stero-
wania zależy od ustawienia przełącznika trybu (patrz sekcja 5-2).
Lift-Arc™TIG zapewnia spawanie wolne od zanieczyszczeń bez użycia wysokiej częstotliwości (patrz sekcja 6-3).
ArcReach®Remote Control umożliwia zdalne sterowanie różnymi funkcjami źródła zasilania podajnikiem drutu lub pilotem zdalnego sterowania
kompatybilnym z ArcReach, bez użycia przewodu sterującego (patrz sekcja 5-3). Obsługa funkcji ArcReach jest zależna od ustawienia przełącz-
nika trybu (patrz sekcja dotycząca używanego procesu).
Auto-Line™Circuitry to układ automatycznie dostosowujący się do napięcia pierwotnego (od 230 do 460 V AC) bez konieczności odłączania
źródła zasilania.
Low OCV Operation Urządzenie może być skonfigurowane tak, aby zapewnić niskie napięcie jałowe (OCV) (patrz sekcja 5-5).
Cable Length Compensation kompensuje spadek napięcia w przewodach spawalniczych poprzez automatyczną regulację napięcia w źródle
zasilania przy użyciu kompatybilnego podajnika drutu. Operator musi jedynie ustawić wymagane napięcie spawania na podajniku bez ręcznej
kompensacji długości kabla spawalniczego.
3-2. Regulacja łuku
Regulacja łuku w trybach elektrody otulonej umożliwia zmianę charakterystyki łuku, miękkiego i sztywnego, dla określonych zastosowań i
elektrod (patrz sekcja 8-3).
Programowalny czas rozruchu na gorąco umożliwia zmianę czasu zajarzania natężenia prądu dla trybów spawania elektrodą otuloną. Poma-
ga to wyeliminować przywieranie elektrody przy zapłonie. (Patrz sekcja 8-3).
Regulacja łuku w trybach drutu wpływa na sztywność łuku, szerokość i wygląd ściegu oraz płynność jeziorka spawalniczego w trybach spawa-
nia MIG i Spawania podajnikiem V-Sense (patrz sekcje 7-2 i 7-4).
3-3. Umiejscowienie numeru seryjnego i tabliczki znamionowej
Numer seryjny i informacje o parametrach znamionowych tego produktu znajdują się na tylnym panelu. W celu określenia wymagań dotyczą-
cych mocy wejściowej i mocy znamionowej należy skonsultować się z tabliczką znamionową. W celach informacyjnych numer seryjny należy za-
pisać w polu znajdującym się na ostatniej stronie niniejszego podręcznika.
3-4. Umowa licencyjna oprogramowania
3-5. Informacje dotyczące domyślnych parametrów i ustawień spawania
UWAGA – Każdy proces spawania jest inny. Pomimo tego, że niektóre produkty Miller Electric zostały zaprojektowane, by określać i ustawiać
domyślne wartości dla niektórych typowych parametrów i ustawień spawania opartych na danych i względnie ograniczonych zmiennych zasto-
sowania wprowadzanych przez użytkownika, takie ustawienia mają tylko wartość referencyjną, a na końcowe wyniki spawania mogą mieć wpływ
inne zmienne i szczegółowe okoliczności zastosowania. Użytkownik końcowy musi ocenić i zmodyfikować odpowiednio wszystkie parametry
według swoich wymagań w zależności od szczegółowych wymagań zastosowania. Użytkownik końcowy ponosi wyłączną odpowiedzialność za
dobór i koordynację odpowiedniego sprzętu, dostosowanie lub regulację domyślnych parametrów i ustawień spawania, a także końcową jakość
i trwałość powstałych spawów. Firma Miller Electric wyraźnie zrzeka się wszelkich i wszystkich gwarancji dorozumianych, w tym wszelkich gwa-
rancji dorozumianych przydatności do danego celu.
3-6. Dane techniczne urządzenia
F
Informacje znajdujące się w tabeli z danymi technicznymi urządzenia nie służą do określania wymagań w zakresie parametrów elektrycz-
nych. Patrz sekcje 4-8 i 4-9, gdzie zawarto informacje o podłączaniu źródła zasilania.
F
Urządzenie zapewnia moc znamionową przy temperaturze otaczającego powietrza do 104°F (40°C).
Moc
wejściowa Moc zna-
mionowa Zakres na-
pięcia w
trybie CV
Zakres na-
tężenia w
trybie CC
(stałego
natężenia)
Maks. na-
pięcie dla
otwartego
obwodu
Natężenie wejściowe RMS przy mocy
znamionowej, 60 Hz 3-fazowe dla na-
pięcia obciążenia NEMA i klasy I
KVA KW
3 fazy 350 A przy
34 V DC,
60% cyklu
roboczego
10–38 V 5–425 A 75 V DC 36,1 20,6 17,8 14,2 13,6

OM-280973 Strona 10
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
3-7. Wymiary i masa
Wymiary układu otworów
Ref. 278579-A
A
B
C
D
E
F
G
H
Ref. 278673-B
24 cale
(610 mm)
17 cale.
(432 mm)
12-1/2 cala
(318 mm)
A 12–7/8 cala (327 mm)
B 4–11/16 cala (119 mm)
C 15–3/4 cala (400 mm)
D 22–3/32 cala (561 mm)
E 8–11/16 cala (221 mm)
F 1–17/32 cala (39 mm)
G 1–11/16 cala (42 mm)
H 1/4–20 gwint UNC -2B
Masa
92 funty (41,7 kg)
3-8. Parametry środowiskowe
A. IP Rating
IP Rating
IP23
This equipment is designed for outdoor use.
B. Specyfikacja temperatur
Zakres temperatur roboczych *. Zakres temperatur przechowywania/transportu
od 14 do 104°F (od -10 do 40°C) od -4 do 131°F (od -20 do 55°C)
*Wysokość mocy wyjściowej jest obniżana w temperaturach powyżej 104°F (40°C)
C. Informacje na temat kompatybilności elektromagnetycznej (EMC)
To urządzenie klasy A nie jest przeznaczone do użytku w budynkach mieszkalnych, w których energia elektryczna doprowadza-
na jest za pośrednictwem publicznej sieci energetycznej o niskim napięciu. W tego typu lokalizacjach mogą wystąpić problemy
z zapewnieniem kompatybilności elektromagnetycznej, wynikające z przewodzonych i emitowanych zakłóceń.
To urządzenie jest zgodne z normami IEC61000-3-11 i IEC 61000-3-12 i może być podłączone do publicznych sieci energetycznych niskiego
napięcia, pod warunkiem że impedancja Zmax takiej sieci w punkcie wspólnego sprzężenia wynosi poniżej 14,74 mΩ (lub moc zwarciowa Ssc
ma wartość większą niż 10 854 131 VA). Instalator lub użytkownik urządzenia ponoszą odpowiedzialność za zapewnienie zgodności impe-
dancji sieci energetycznej z ograniczeniami impedancji, w razie potrzeby konsultując się z operatorem sieci energetycznej.

OM-280973 Strona 11
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
D. Dyrektywa Ecodesign UE — Informacje
Model Wejście Minimalna wydajność źródła
zasilania Maksymalny pobór energii
w stanie bezczynności
XMT 350 FieldPro 400 V trójfazowy 85% 44,3 W
OM-
1-1. Additional Safety Symbols And Definitions
Some symbols are found only on CE products.
Warning! Watch Out! There are possible hazards as shown by the symbols.
Safe1 2012 05
Do not discard product (where applicable) with general waste.
Reuse or recycle Waste Electrical and Electronic Equipment (WEEE) by disposing at a designated collection
facility.
Contact your local recycling office or your local distributor for further information. Safe37 2017 04
Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves.
Safe2 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe3 2017 04
Protect yourself from electric shock by insulating yourself from work and ground.
Safe4 2017 04
Disconnect input plug or power before working on machine.
Safe5 2017 04
Keep your head out of the fumes.
Safe6 2017 04
Keep your head out of the fumes
Safe7 2017 04
Use forced ventilation or local exhaust to remove the fumes.
Safe8 2012 05
Use forced ventilation or local exhaust to remove the fumes.
Safe9 2012 05
Nie wyrzucać produktu (gdy to ma zastosowanie) razem z ogólnymi
odpadami.
Używać ponownie lub przetwarzać zużyty sprzęt elektryczny i elektro-
niczny (WEEE) oddając do wyznaczonego punktu odbioru odpadów.
Skontaktować się z lokalnym biurem ds. recyklingu lub swoim lokal-
nym dystrybutorem w celu uzyskania dalszych informacji.
Może zawierać surowce o krytycznym znaczeniu w orientacyjnych ilościach większych niż 1 gram na poziomie komponentu
Komponent Surowce o krytycznym znaczeniu
Obwody drukowane Baryt, bizmut, kobalt, gal, german, hafn, ind, ciężkie pierwiastki ziem rzadkich, lekkie pierwiastki
ziem rzadkich, niob, metale z grupy platynowców, skand, krzem metaliczny, tantal, wanad
Elementy z tworzywa sztucznego Antymon, baryt
Elementy elektryczne i elektroniczne Antymon, beryl, magnez
Elementy metalowe Beryl, kobalt, magnez, wolfram, wanad
Kable i zespoły kablowe Boran, antymon, baryt, beryl, magnez
Panele wyświetlacza Gal, ind, ciężkie pierwiastki ziem rzadkich, lekkie pierwiastki ziem rzadkich, niob, metale z grupy pla-
tynowców, skand
Baterie Fluoryt, ciężkie pierwiastki ziem rzadkich, lekkie pierwiastki ziem rzadkich, magnez

OM-280973 Strona 12
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
3-9. Cykl roboczy i przegrzanie
% CYKLU ROBOCZEGO
AMPERY SPAWANIA
10 15 20 25 30 40 50 60 70 80 90 100
100
150
200
250
300
350
400
425
500
Ref. 219523-A
100% cyklu roboczego przy 275 A
Spawanie ciągłe
60% cyklu roboczego przy 350 A
4 minuty przerwy6 minut cięcia
60% cyklu roboczego
30% cyklu roboczego przy 425 A
3 minut spawania 7 minuty przerwy
Przegrzanie
0
15
A lub V
LUB
Ograniczyć cykl roboczy
Minuty
Cykl roboczy to odsetek 10 minut, w ciągu
których urządzenie może spawać przy ob-
ciążeniu znamionowym bez przegrzewania
się.
Jeśli urządzenie się przegrzeje, moc wyj-
ściowa zostanie odcięta, pojawi się komuni-
kat o pomocy (patrz sekcja 9-3) i zostaną
uruchomione wentylatory. Zaczekać na
schłodzenie urządzenia i zniknięcie komuni-
katu o błędzie. Przed ponownym spawaniem
obniżyć natężenie bądź skrócić cykl roboczy.
UWAGA – Przekroczenie cyklu roboczego
może uszkodzić urządzenie i spowodować
utratę ważności gwarancji.

OM-280973 Strona 13
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
3-10. Krzywe napięcie-natężenie
Tryb CC
Ref. 217836-A
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500
50% 75%100%
25%
0%
PRĄD W AMPERACH
V
GTAW
MAKS
80A
REGULACJA
ŁUKU
GTAW
MN
SMAW
SMAW
MAKS
Tryb CV
Ref. 217837-B
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500
V
PRĄD W AMPERACH
MAKS.
MIN.
Krzywe napięcie-natężenie ukazują minimalne oraz maksymalne napięcie i natężenie prądu spawalniczego źródła zasilania. Krzywe innych
ustawień mieszczą się między tymi przedstawionymi.
3-11. Charakterystyka wyjścia statycznego
Charakterystyka statyczna (wyjścia) spawalniczego źródła zasilania może zostać opisana jako płaska w procesach GMAW, FCAW i SAW oraz
opadająca w procesach SMAW, CAC-A i GTAW. Charakterystyka statyczna zależy także od ustawień sterowania (w tym oprogramowania), elek-
trody, gazu osłonowego, materiału konstrukcji spawanej i innych czynników. Aby uzyskać szczegółowe informacje o charakterystyce statyczne
źródła zasilania urządzenia spawalniczego, należy skontaktować się z producentem.

OM-280973 Strona 14
F
Kompletna lista części dostępna jest na stronie www.MillerWelds.com
CZĘŚĆ 4 – INSTALACJA
4-1. Wybieranie lokalizacji
Przemieszczanie
OM-
Writers: Remember to move unit dimension and weight and rating la-
bel location information to the appropriate sections.
4
18 in.
(460 mm)
18 in.
(460 mm)
1
2
3
2
loc_med 2018-08
A complete Parts List is available at www.MillerWelds.com
OM-
Writers: Remember to move unit dimension and weight and rating la-
bel location information to the appropriate sections.
1-3. Selecting A Location
3
18 in.
(460 mm)
18 in.
(460 mm)
1
2
loc_large 2018-08
Ustawienie i przepływ powietrza
460 mm
(18 cali)
460 mm
(18 cali)
Nie przenosić urządzenia ani nie
obsługiwać go w miejscach, w któ-
rych mogłoby się przechylić.
Szczególna instalacja może być
niezbędna w miejscach, gdzie znaj-
duje się benzyna lub lotne ciecze -
patrz NEC (Krajowy Kodeks Elek-
tryczny) Artykuł 511 lub CEC (Ka-
nadyjski Kodeks Elektryczny)
Sekcja 20.
1 Podnośnik widłowy
Extend forks beyond opposite side of unit.
2 Uchwyty do podnoszenia
Use handles to lift unit.
3 Hand Cart
Use cart or similar device to move unit.
4 Odłącznik liniowy
Umieścić urządzenie w pobliżu prawidłowe-
go zasilania.
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
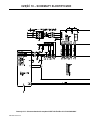 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
















































Miller XMT 350 FIELDPRO Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
Miller NA274155U Instrukcja obsługi
-
Miller MK324103U Instrukcja obsługi
-
-
Miller ARCREACH HEATER CE Instrukcja obsługi
-
-
-
Miller XMT 350 CC/CV AUTO-LINE CE 907371 Instrukcja obsługi
-
Miller Dynasty 280 Instrukcja obsługi
-
-