
PL
Valid for serial no. 222-xxx-xxxx0461 314 001 PL 20130531
Aristo
Retrofit I/O Interface
Universal 255
Instrukcja obsługi

- 2 -

TOCo
- 3 -
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 BEZPIECZEŃSTWO 4................................................
2 WPROWADZENIE 6..................................................
2.1 Wyposażenie 6.............................................................
3 DANE TECHNICZNE 6................................................
4 MONTAŻ 6..........................................................
4.1 Lokalizacja 7...............................................................
4.2 Instrukcja podłączania 8......................................................
Pozostałe 8......................................................................
5 EKSPLOATACJA 9..................................................
5.1 Przyłącza i sterowanie 9.....................................................
6 KONSERWACJA 10...................................................
6.1 Kontrola i czyszczenie 10.....................................................
7 USUWANIE USTEREK 10..............................................
8 ZAMAWIANIE CZ„ŚCI ZAMIENNYCH 10................................
9 CONNECTION & FUNCTION DESCRIPTION OF I/O SIGNALS 11..........
9.1 Connection table for I/O signals on robot side 11.................................
9.2 Input data I/O signals from robot controller to welding equipment 13.................
9.3 Output data I/O signals from the welding equipment to the robot controller 15........
SCHEMAT 16............................................................
NUMER ZAMÓWIENIOWY 18.............................................
WYPOSAŻENIE 19.......................................................

© ESAB AB 2013
br08d1o - 4 -
1 BEZPIECZEŃSTWO
Użytkownicy sprzętu firmy ESAB są odpowiedzialni za przestrzeganie odpowiednich przepisów
bezpieczeństwa przez osoby pracujące z lub przy tym sprzęcie. Zasady bezpieczeństwa muszą
być zgodne z wymaganiami stawianymi tego rodzaju sprzętowi. Poza standardowymi przepisami
dotyczącymi miejsca pracy należy przestrzegać przedstawionych zaleceń.
Wszelkie prace muszą być wykonywane przez przeszkolony personel, dobrze znający zasady
działania sprzętu. Niewłaściwe działanie sprzętu może prowadzić do sytuacji niebezpiecznych, a w
rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa sprzętu spawalniczego, musi znać się na:
S jego obsłudze
S lokalizacji wyłacznika awaryjnego zatrzymania
S jego działaniu
S Przestrzeganiu odpowiednich środków ostrożności i przepisów BHP
S spawaniu i cięciu
2. Operator musi upewnić się, że:
S w momencie uruchomienia sprzętu w miejscu pracy nie znajduje się żadna nieupoważniona
osoba
S w chwili zajarzenia łuku wszystkie osoby są odpowiednio zabezpieczone
3. Miejsce pracy musi być:
S Zabezpieczone przed zagrożeniem wypadkiem, pożarem, wybuchem i promieniowaniem
łuku na zewnątrz
S Dobrze wentylowane, ale wolne od przeciągów
4. Sprzęt ochrony osobistej
S Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary ochronne,
odzież ognioodporna, rękawice ochronne.
S Nie należy nosić żadnych luźnych przedmiotów, takich jak szaliki, bransolety, pierścionki,
itp., które mogłyby się o coś zahaczyć lub spowodować poparzenie.
5. Ogólne środki ostrożności
S Należy upewnić się czy przewód powrotny został prawidłowo podłączony.
S Praca na sprzęcie zasilanym energią elektryczną powinna być wykonywana wyłącznie
przez osoby posiadające odpowiednie kwalifikacje w zakresie eksploatacji takich
urządzeń.
S Odpowiedni sprzęt gaśniczy powinien być wyraźnie oznaczony i znajdować się w pobliżu.
S Smarowania i konserwacji sprzętu nie wolno przeprowadzać podczas jego pracy.
PL

© ESAB AB 2013
br08d1o
- 5 -
Spawanie i cięcie łukowe może zagrażać bezpieczeństwu operatora i pozostałych osób
przebywających w pobliżu. Dlatego podczas spawania i cięcia należy zachować szczególne
środki ostrożności. Przed przystąpieniem do spawania zapoznaj się z przepisami bezpieczeństwa
i higieny pracy obowiązującymi na twoim stanowisku pracy.
PORAŻENIE ELEKTRYCZNE - może być przyczyną śmierci.
S Urządzenie należy zainstalować zgodnie z obowiązującymi normami.
S Unikaj kontaktu części znajdujących się pod napięciem lub elektrod z gołą skórą, mokrymi
rękawicami lub mokrą odzieżą.
S Odizoluj się od ziemi i przedmiotu obrabianego.
S Upewnij się czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mogą być szkodliwe dla zdrowia.
S Trzymaj głowę z dala od wyziewów.
S W celu uniknięcia wdychania wyziewów i gazów należy korzystać z wentylacji wyciągów.
ŁUK ELEKTRYCZNY -może spowodować uszkodzenie oczu i poparzenie skóry.
S Chroń oczy i ciało. Stosuj odpowiednią osłonę spawalniczą, ochronę oczu i odzież ochronną.
S Chroń osoby przebywające w pobliżu Twojego stanowiska pracy przy pomocy odpowiednich
osłon lub ekranów.
NIEBEZPIECZEŃSTWO POŻARU.
S Iskry powstające podczas spawania mogą spowodować pożar. Upewnij się, że w pobliżu Twojego
stanowiska pracy nie ma materiałów łatwopalnych.
HAŁAS -głośne dźwięki mogą uszkodzić słuch.
S Chroń słuch. Stosuj zatyczki do uszu lub inne środki ochrony przed hałasem.
S Ostrzeż o niebezpieczeństwie osoby znajdujące się w pobliżu.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania urządzenia wezwij odpowiednio
przeszkolony personel
CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE
Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją
UWAGA!
Przed instalacją i rozruchem urządzenia
należy zapoznać się z niniejszą instrukcją.
OSTROŻNIE!
Produkt przeznaczony jest wyłącznie do spawania łukiem spawalniczym.
Zużyty sprzęt elektroniczny należy przekazać do zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2002/96/WE w sprawie zużytego sprzętu
elektrycznego i elektronicznego (WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne i/lub elektroniczne należy
przekazywać do zakładu utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, masz obowiązek uzyskać informacje o
odpowiednich punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy ESAB.
ESAB posiada w ofercie najważniejsze akcesoria służące do zabezpieczenia
pracy na stanowisku wykonywania prac spawalniczych.
PL

© ESAB AB 2013
br08d1o - 6 -
2 WPROWADZENIE
Interfejs We/Wy Retrofit Universal 255 sprawdza i konwertuje sygnały szyny CAN
ze źródła prądu do robota spawalniczego i jest używany w źródłach prądu
sterowanych przez szynę CAN, takich jak Mig 4000i lub Mig 5000i z U8
2
I/O.
Interfejs We/Wy Retrofit Universal 255 konwertuje sygnały analogowe i cyfrowe na
sygnały szyny CAN i odwrotnie.
2.1 Wyposażenie
Interfejs We/Wy Retrofit Universal 255 jest dostarczany z instrukcją obsługi,
przewodem sterującym i 48-stykową wtyczką oraz przewodem 0 do połączenia
interfejsu z szafką robota.
ESAB posiada w ofercie najważniejsze akcesoria służące do zabezpieczenia
pracy na stanowisku wykonywania prac spawalniczych.
3 DANE TECHNICZNE
Interfejs We/Wy Retrofit Universal 255
Napięcie sieciowe (z robota) 24 V DC
Bezpiecznik 1 A
Przyłącze robota Gniazdo 48-stykowe
Waga 6,1 kg
Wymiary (dł. x szer. x wys.) 365 x 351 x 110 mm
Stopień ochrony IP23
IP określa w jakim stopniu urządzenie jest odporne na przedostawanie sie do wewnątrz
zanieczyszczeń stałych i wodnych. IP23 oznacza, że urządzenie jest przystosowane do pracy w
pomieszczeniach zamkniętych i na zewnątrz.
Stopień ochrony
4 MONTAŻ
Instalacji może dokonać jedynie osoba posiadająca uprawnienia w zakresie
eksploatacji elektrycznego sprzętu spawalniczego udokumentowane ważnymi
zaświadczeniami kwalifikacyjnymi.
OSTROŻNIE!
Produkt przeznaczony jest do użytku przemysłowego. W warunkach domowych może
spowodować zakłócenia odbioru radiowego. Za przedsięwzięcie należytych środków
zapobiegawczych odpowiedzialny jest użytkownik.
OSTRZEŻENIE!
Podczas spawania w środowisku o podwyższonym zagrożeniu
porażeniem prądem należy stosować wyłącznie źródła zasilania
przeznaczone do takiego środowiska. Te źródła zasilania zostały
oznaczone symbolem .
PL

© ESAB AB 2013
br08d1o
- 7 -
4.1 Lokalizacja
Interfejs We/Wy Retrofit Universal 255 należy umieścić nad źródłem prądu. Zdjąć
matę gumową (C) ze źródła prądu i wsunąć kołnierz skrzynki interfejsu (A) w profile
boczne (B) źródła prądu ć patrz ilustracja poniżej.
WAŻNE! Wkręcić 3 wkręty z przodu skrzynki interfejsu dostatecznie mocno, aby
wykonać połączenie elektryczne. Sprawdzić, czy powstało połączenie elektryczne.
PL

© ESAB AB 2013
br08d1o
- 8 -
4.2 Instrukcja podłączania
Kompletne opisy źródła prądu / podajnika drutu są dostępne w oddzielnych
instrukcjach obsługi.
1 Przewody łączące źródło prądu spawania
z podajnikiem drutu.
4 Aristo U8
2
2 Przyłącze szyny CAN (12-biegunowe
Burndy) od źródła prądu spawania do in
terfejsu We/Wy
.
5 Połączenie między źródłem prądu i szafką
robota (przewód potencjałowy 0 V)
3 Przewód sterujący między interfejsem We/
Wy
Retrofit Universal 255 i sterowaniem robo
ta
Pozostałe
Przewód 0 6 mm
2
S Przewód 0 6 mm
2
między źródłem prądu i szafką robota jest dostarczany w długości 15 m i
należy go odpowiednio skróci
ć podczas instalacji.
Czas rozruchu
S Czas rozruchu skrzynki interfejsu po włączeniu zasilania można opóźnić maksymalnie o 1
minutę.
PL

© ESAB AB 2013
br08d1o - 9 -
5 EKSPLOATACJA
Ogólne przepisy bezpieczeństwa dotyczące obchodzenia się z niniejszym
sprzętem znajdują się na stronie 4. Należy zapoznać się z nimi przed
przystąpieniem do jego użytkowania.
5.1 Przyłącza i sterowanie
1 Kontrolka (BIAŁA), zasilanie
z robota.
3 Bezpiecznik / 1 A 24 V DC z robota
2 Przyłącze sygnałów do/z uchwytu
spawalniczego robota (gniazdo 48-stykowe)
4 Przyłącze stacji czyszczenia uchwytu
5 Przyłącze przewodu roboczego od źródła
prądu (12-stykowa szyna CAN)
Interfejs We/Wy Retrofit Universal 255 podłącza się do szafki robota i do źródła
prądu.
Tabliczka znamionowa znajduje się na
tylnej stronie skrzynki interfejsu.
PL

© ESAB AB 2013
br08d1o - 10 -
6 KONSERWACJA
Regularna konserwacja jest ważna celem zapewnienia bezpieczeństwa i
niezawodności.
Osłony może zdejmować jedynie osoba posiadająca odpowiednie uprawnienia
elektryczne (osoba upoważniona).
OSTROŻNIE!
Jakiekolwiek czynności naprawcze podejmowane przez użytkownika w okresie
gwarancyjnym powodują całkowitą utratę gwarancji.
6.1 Kontrola i czyszczenie
Regularnie sprawdzać, czy występuje połączenie elektryczne między skrzynką
interfejsu i źródłem prądu, oraz czy połączenia są prawidłowe i pozbawione usterek.
7 USUWANIE USTEREK
S Czy zgasła kontrolka (biała) z przodu?
Sprawdzić bezpiecznik.
S Upewnić się, że przewody są prawidłowo rozmieszczone w złączach.
Kompletne opisy źródła prądu, podajnika drutu i panelu sterowania są dostępne w oddzielnych
instrukcjach obsługi.
8 ZAMAWIANIE CZ„ŚCI ZAMIENNYCH
Naprawy i prace związane z z obwodomi elektrycznymi powinny być
przeprowadzane przez upoważnionego serwisanta ESAB.
Należy stosować tylko oryginalne części zamienne i zużywające się ESAB.
Retrofit I/O Interface Universal 255 są skonstruowane i przetestowane zgodnie z
międzynarodową i europejską normą 60974-1 i 60974-10. Obowiązkiem jednostki
serwisowej dokonującej serwisu lub naprawy, aby upewnić się, że produkt w
dalszym ciągu odpowiada wymienionym normom.
Części zamienne można zamawiać u najbliższego przedstawiciela handlowego firmy
ESAB (patrz ostatnia strona tej publikacji).
* * *
UWAGA! 9. OPIS PRZYŁĄCZY I FUNKCJI SYGNAŁÓW WE/WY
jest dostępny tylko w języku angielskim i przeznaczony głównie dla integratora i
instalacji skrzynki interfejsu na stronie 11.
PL

br08d2e - 11 -
9 CONNECTION & FUNCTION DESCRIPTION OF I/O SIGNALS
The Retrofit I/O Interface Universal is the interface between the welding robot and the
welding equipment. The Retrofit I/O Interface Universal converts the robot's I/O signals to
field bus signals to the welding equipment. The Retrofit I/O Interface Universal also
converts the field bus signals from the welding equipment to I/O signals to the welding
robot.
9.1 Connection table for I/O signals on robot side
Connection Cable number
Robot side
I/O Signals
H 8 Weld on
J 9 Gas purge
K 10 Inching wire
L 11 Reverse inching
wire
M 12 Air purge
N 13 0V = Quick stop
P 14 analogue active
R 15 Touch sense
S 16 Memory 1
T 17 Memory 2
U 18 Memory 4
V 19 Memory 8
X 21 Memory 16
W 20 Memory 32
Y 22 Memory 64
Z 23 Memory 128
E 5 Voltage reference
F 6 Wirefeed reference
G 7 0V reference to
robot
a 24 Arc acknow.
b 25 Touch sense resp.
c 26 0V = Machine error
d 27 Collision detect
e 28 Weld busy
f 29 Remote active
A 1 24V supply from
robot
B 2 0V supply from
robot
Shield Shield Ground
Input
Output
Power
General
Torch
Analogue
supply
Equipment
Equipment
cleaning
Input
stop
Equipment
Welding
Welding
Welding

br08d2e - 12 -
v 30 G-Stop
u 31 G-Stop
p 32 G-Stop
q 33 G-Stop
g 34 Lubrication
h 35 Lubrication clea
ning
i 36 Lubrication finish

br08d2e - 13 -
9.2 Input data I/O signals from robot controller to welding
equipment
Weld ON (Cable no 8)
The signal starts the welding process, but before the welding process starts the
quick stop and stop signals are checked to ensure that they are not active.
Quick stop (Cable no 13)
The signal stops the equipment if it is active in the welding process, it carries out a
normal stop without crater filling. The function is used when a quick stop (low signal
0V) is required but it gives a normal burnback time to prevent the wire sticking in the
weld pool. The signal also blocks the start command.
Wire inching (Cable no 10)
Used when one wants to feed wire without welding voltage.
The signal starts the wire feed without the welding voltage being activated. The wire
feed unit is ramping up the wire feed speed. If the signal is active during the welding
process, the command is ignored.
If both welding and wire inching are activated at the same time the equipment will
ignore the wire inching command and start the welding process.
Gas purge (Cable no 9)
Gas flushing is used when measuring the gas flow or to flush any air or moisture
from the gas hoses before welding starts. Gas flushing is carried out without voltage
or wire feed occurring.
Welding start always activates the gas valve even if the manual gas command is
given. In the same way the gas valve for gas post flow is always closed if it is not
closed already.
Gas flushing operates parallel to the gas pre-flow and gas post-flow functions. To
control the welding gas from the robot, set the gas pre-flow to minimum and the gas
post-flow to maximum, and then control the welding gas using the gas flushing
functions.
Air purge (Cable no 12)
The signal controls the valve for air cleaning welding spatter.
Touch sense (Cable no 15)
This command is used by the robot to sense where the wire is.
When the function is active, the power source will give out current limited, idle
voltage to see if the wire is in contact with the workpiece. On contact, the output
signal ”Touch sense response” is activated.

br08d2e - 14 -
Analogue Active (Not availabe for the moment)
The signal is used to switch between the analogue and digital remote modes.
Analogue Active allows analogue control of the welding parameters, voltage, arc
voltage and the wire feed speed.
If the welding method SuperPulse is to be used, the ”analogue active” signal must be
deactivated.
When the analogue method is activated the power source will not use the preset
values for wire feed speed and voltage when new welding data is selected. When
”analogue active” is activated the robot controls arc voltage and wire feed speed
using analogue signals.
With the analogue active signal deactivated, welding data is exchanged with preset
welding data such as voltage, wire feed speed to fixed set welding parameters.
The pre-programmed welding data (schedules) is requested from the control box
U8
2
welding data memory.
Welding data (Memory) (Cable 16-23)
With the signals memory 1, 2, 4, 8, 15, 32, 64, 128 one accesses saved welding data
(schedules) in U8
2
I/O.
The binary coded combinations of these signals can be used to recall the memories
1-255 in the U8
2
I/O memory bank.
A complete set of welding data includes all settings that can be made in U8
2
I/O, see
the instruction manual for U8
2
.
Voltage reference (Cable no 5 - Not available at the moment)
This signal is used by the robot for analogue control of the welding voltage if
analogue active is selected. It stretches from 0-10V and corresponds to welding
voltage socket as follows.
0V reference gives a deviation on the selected arc voltage of -10V
10V reference gives a deviation on the selected arc voltage of +10V
If the machine is in non-synergy mode, the equipment will use the appreciated value.
0V reference gives arc voltage 8V
10V reference gives arc voltage 60V
Wire feed speed reference signal (Cable no 6 - Not available at the moment)
The signal is used by the robot to make analogue adjustments to the wire feed
speed. The internal solution is 0.1 m/min.
Input voltage
0 V Mini. value for wire feed (normally 0.8 m/min) (RoboFeed)
10 V Max. value for wire feed (normally 30 m /min)

br08d2e - 15 -
9.3 Output data I/O signals from the welding equipment to the
robot controller
Arc acknowledge (Cable no 25)
The signal is activated after established welding start if the voltage and current
strength lie within weldable limits. The signal disappears if welding cannot be
established.
The criterion for establishing a welding arc is that the process control has passed the
start- procedure, which means that only a short circuit is not sufficient to meet the
criteria. Normal delay from the first contact, which is acknowledged by the welding
arc (wire feed time for this after the first contact is established ) is in the range of 2 to
20 ms. If there is a poor start to the welding arc the ”Arc acknowledge” is further
delayed.
Touch sense response (Cable no 26)
This signal indicates contact in the welding circuit, i.e. that the wire is in contact with
the workpiece. To obtain ”touch sense response” the ”touch sense” input signal must
be activated.
Collision detect (Cable no 26)
The signal comes via the internal CAN bus from the feeding mechanism (RoboFeed).
The signal indicates that the robot's breaker has activated. The interface activates a
relay which breaks two safety loops from the robot, at which the robot orders a quick
stop of both robot and the welding equipment.
The output is high when the welding gun breaker is tripped (the signal is sent to the
robot).
Machine error (Cable no 27)
The signal is low (0V) when an error has been detected in the welding equipment.
Weld busy (Cable no 28)
This signal indicates when the welding equipment is occupied with welding. The
signal can be configurated in the U82 I/O configuration menu.
Remote active (Cable no 29)
Remote active is activated when remote is chosen in U8
2
.
General stop (Cable no 30-33)
Can be used as an electrical stop, to stop the servo motors on the robot, when
collision detect signal is low (0V).

© ESAB AB 2013
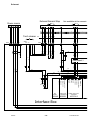
Schemat
Com 0V
Com 0V
Wire 0-10V
Voltage 0-10V
0V
CAN HIGH
CAN LOW
24VR
0VR
24VR
0VR
Reserve
Reserve
Remote Active
Weld Busy
Filter board 1
Digital output from
equipment
Bus
resistor
External General Stop
Torch cleaner
C1
D
XS04
24VR
E
0VR
C B A
X1
X2
HL1
024023
3
4
R2
026025
5
6
A1
A2
R1
414
154
KL3062
101
603
102
505
103
401
XP01
A
X5
3
X5
1 2
B K L E G
i
XS03
h g G F E
45
J4
6
J1
1 2 3
53 17
KL9010
Power source
A
XS01
B K L E G
4
XP03
i h g v u p q
v u p q
224 223 221
222114
201
A1
A2
R2
022
G F E
W1
33323130
567
343536
KL2134:2
14 583276
612
711
815
27
d
d
315
613
712
415
615
614
714
713
X6
1 2 3 4
616
715
X7
1
2
Analog input
to equipment
Interface Box
Not available at the moment
br08dia - 16 -

© ESAB AB 2013
24VR
0VR
24VR
0VR
Collision Detect
Machine Error=0V
Tourch Sense R.
Arc Acknowledge
Memory 8
Memory 4
Memory 2
Memory 1
Wire Feeder
Reserve
Reserve
Tourche Sense
Reserv
Analog Active
Quick Stop
Air Purque
Reverse Wire
Inching
Gas Purge
Weld On
0V
CAN LOW
CAN HIGH
Memory 128
Memory 64
Memory 32
Memory 16
Reserve
Reserve
Reserve
Reserve
Filter board 2
Filter board 1
Digital input to
equipment
Digital input to
equipment
Digital input to
equipment
Digital output from
equipment
Robot
AP1
KL2134:1
104
304
105205
106
1001
KL1408:2
001
1808
002
1704
003
1607
004
1503
008
1101
KL1408:1
111
3
4
R1
011807
012
703
014
502
015405
016
301
BK5151
017
200
218
A1
A2
FU1
1A
018
124
c b a V U T S R N M K J H B A
123
J5
18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3
J6
2 1
4 5 6
J2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
J3
2 1
-+
24
V
0
V
12 56374812 56374814 583276
W2
4 3 1
Interface Box
7 2 3
N M K J H B Ac b a V U T S R
16171819
242526
606
904
15
13 12 10 9
8
2
1
14
11
LP
LP
010
013
28
e
e
29
f
f
005
1405
220302
12 563748
KL1408:3
AP1
AP2
J2
1
5
1
6
1
7
1
8
J5
4 3 2 1
Z Y X
Z Y X
212223 20
W
W
1504
1603
1701
1801
1806
1702
1605
1501
202
203
Shield
br08dia - 17 -

Retrofit I/O Interface Universal 255
© ESAB AB 2013
Numer zamówieniowy
br08o - 18 -
Ordering no. Denomination Notes
0461 090 884 Retrofit I/O Interface Universal 255 Includes the Control cables, see on
page 19 and a Instruction manual.
0461 314 001 Instruction manual Retrofit I/O Interface Universal 255
0459 839 091 Spare parts list Retrofit I/O Interface Universal 255

Retrofit I/O Interface Universal 255
© ESAB AB 2013
Wyposażenie WYPOSAŻENIE
br08acc - 19 -
Aristo
[
U8
2+
I/O ........................... 0460 820 883
Rebuilding kit Incl. Adapter (12 pole to 10 pole) .
Mig 4002, 5002 and 6502
0461 322 880
Extension cable (U8
2
, 7,5 m) ................. 0460 877 891
Control cable
Retrofit I/O to power source (1,7 m) ........... 0461 319 880 *
Control cable (7,5 m, 48-pole) ................. 0461 321 880
* Included in 0461 090 884 Retrofit I/O Interface Universal 255

www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Aristo® Retrofit I/O Interface Universal 255 Instrukcja obsługi
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
w innych językach
Powiązane artykuły
-
ESAB Retrofit I/O Interface Motoman – Aristo - For Motoman Instrukcja obsługi
-
ESAB Retrofit Mig 4004i WeldCloud™ Instrukcja obsługi
-
ESAB Retrofit I/O Interface Robot S3 A350 - Aristo For ABB Instrukcja obsługi
-
-
-
ESAB U82 Aristo Instrukcja obsługi
-
-
-
-
ESAB Mig 4004i Pulse WeldCloud™ Instrukcja obsługi