ESAB Feed 4804 - Origo™ Feed 3004 Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
Niniejsza instrukcja jest również odpowiednia dla

PL
Valid for serial no. 745--xxx--xxxx0444 408 001 PL 080110
Origot
Feed 3004,
Feed 4804
Instrukcja obs³ugi

TOCo
-- 2 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1DYREKTYWA 3.......................................................
2 BEZPIECZEÑSTWO 3................................................
3WPROWADZENIE 5..................................................
3.1 Sprzêt 5....................................................................
3.2 Panel sterowania 5...........................................................
4DANETECHNICZNE 6................................................
5MONTA 6...........................................................
5.1 Instrukcja podnoszenia 7......................................................
6OBS£UGA 7.........................................................
6.1 Przyå±cza i elementy nastawcze 8...............................................
6.2 Przyå±cze wodne 8...........................................................
6.3 Dociskanie podawanego drutu 9.................................................
6.4 Wymiana i zakåadanie drutu w podajniku Feed 3004 9..............................
6.5 Wymiana i zakåadanie drutu w podajniku Feed 4804 9..............................
6.6 Wymiana rolek podaj±cych w podajniku Feed 3004 10...............................
6.7 Wymiana rolek podaj±cych w podajniku Feed 4804 10...............................
7KONSERWACJA 11...................................................
7.1 Kontrola i czyszczenie 11.......................................................
8 ZAMAWIANIE CZʦCI ZAMIENNYCH 11................................
SCHEMAT 12............................................................
NUMER ZAMÓWIENIOWY 13.............................................
CZʶCI EKSPLOATACYJNE 14............................................
WYPOSA¯ENIE 18.......................................................

bm50d1oa -- 3 --
1DYREKTYWA
ZAPEWNIENIE ZGODNO¦CI Z NORMA
ESAB AB, Weld ing Equipment, SE-695 81 Laxå, Szwecja, zapewnia z peln± odpowiedzialno¶±, ¿e podajnik
elektrody Feed 3004, Feed 4804 od numeru seryjnego 745 zostaåy skonstruowane i przetestowane
zgodnie z norm± EN 60974-5, EN 60974-10 (Class A), wed³ ug warunków ustalonych w dyrektywie
(2006/95/EEG), (2004/108/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director
Equipment and Automation
Laxå 2008--01--04
2 BEZPIECZEÑSTWO
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Nale¿y upewniæ siê czy przewód powrotny zosta³ prawid³owo pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i kon serwacji sprzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

bm50d1oa -- 4 --
Spawanie i ciêcie ³ukowe mo¿e zagra ¿aæ bezpieczeñst wu operatora i pozosta³ych osób
przebywaj±cych w pobli¿u. Dlatego podczas spawania nale¿y zachowac szczególne ¶rodki
ostro¿no¶ci. Przed przyst ±pieniem do spawania zapoznaj siê z przepisami bezpiecz eñstwa i higieny
pracy obowi± zuj±ymi na twoismstanowisku pracy.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ¶mierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodzenie oczu i poparzenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiednich os³on lub
ekranów.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materia³ów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha ³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij odpowiednio
prze szkolony personel
Przed instalacj± i rozruchem urz±dzenia nale¿y zapoznaæ siê z niniejsz± instrukcj±
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
OSTRONIE!
Przed instalacj± i rozruchem urz±dzenia
nale¿y zapoznaæ siê z niniejsz± instrukcj±.
OSTRONIE!
Urz±dzenia Class A nie s± przeznaczone do u¿ytku w budynkach, gdzie
zasilanie elektryczne pochodzi z publicznego niskonapiêciowego ukåadu
zasilania. Ze wzglêdu na przewodzone i emitowane zakåócenia, w takich
lokalizacjach mog± wystêpowaæ potencjalne trudno¶ci w zapewnieniu
kompatybilno¶ci elektromagnetycznej urz±dzeñ Class A.
OSTRONIE!
Produkt przeznaczony jest wy³±cznie do spawania ³ukiem spawalniczym.
PL

bm50d1oa -- 5 --
Nie wyrzucaæ urz±dzeñ elektrycznych razem ze zwyklymi odpadami!
Zgodnie z Dyrektywa Europejsk± 2002/96/EC dotyczaca odpadów elektrycznych i
elektronicznych oraz jej zastosowaniem w ¶wietle prawa krajowego, wyeksploatowane
urz±dzenia elektryczne nale¿y gromadzic oddzielnie i oddawaæ do zak³adu zajmuj±cego siê
ich utylizacja, zgodnie z zasadami ochrony ¶rodowiska. W³a¶ciciel sprzêtu powinien
uzyskaæ informacje na temat sprawdzonych systemów gromadzenia takich odpadów u
naszego lokalnego przedstawiciela.
Przestrzeganie tej Dyrektywy Europejskiej poprawi ¶rodowisko i ludzkie zdrowie!
ESAB mo¿e dostarczaæ wszelkich niezbêdnych zabezpieczeñ i akcesoriów.
3WPROWADZENIE
Podajniki drutu Feed 3004 / Feed 4804 z panelem sterowania MA23 lub MA24 s±
przeznaczone do spawania MIG/MAG ze ¼ródåami pr±du spawania 400A, 500A i 600A
CAN.
Podajniki drutu zawieraj± mechanizmy podawania drutu z napêdem czterokoåowym, jak
równie¿ elektronikê steruj±c±.
Mog± byæ stosowane z drutem na MarathonPact firmy ESAB lub na szpuli (standard ø
300 mm, wyposa¿enie dodatkowe ø 440 mm).
Podajnik drutu mo¿na instalowaæ przy wózku ¼ródåa pr±du, zawieszony nad miejscem pracy, na
ramieniu równowa¿±cym lub na podåo¿u z koåami lub bez.
Akcesoria firmy ESAB do tego produktu mo¿na znale¼æ na stronie 18.
3.1 Sprzêt
Wraz z podajnikiem drutu dostarczane s±:
S instrukcja obsåugi podajnika drutu
S instrukcja obsåugi panelu sterowania w jêzyku angielskim
S szablon z zalecanymi czê¶ciami zamiennymi.
3.2 Panel sterowania
Podajnik drutu jest dostarczany z jednym z nastêpuj±cych paneli sterowania:
MA23
Pokrêtåa do regulacji napiêcia i prêdko¶ci / pr±du podawania
drutu. Do innych ustawieñ såu¿± przyciski.
MA24
Pokrêtåa do regulacji napiêcia / QSett i prêdko¶ci / pr±du
podawania drutu. Do innych ustawieñ såu¿± przyciski.
Szczegóåowy opis paneli sterowania znajduje siê w oddzielnej instrukcji obsåugi.
PL

bm50d1oa -- 6 --
4DANETECHNICZNE
Feed 3004 Feed 4804
Napiêcie sieciowe 42 V 50-60 Hz 42 V 50-60 Hz
Zapotrzebowanie mocy 336 VA 378 VA
Pr±d silnikowy I
maks.
8A 9A
Prêdko¶æ podawania drutu 0,8 - 25,0 m/min. 0,8 - 25,0 m/min.
Przyå±cze uchwytu EURO EURO
Maks. ¶rednica szpuli drutu 300 mm (*440 mm) 300 mm (*440 mm)
¦rednica drutu
Fe
Ss
Al
Drut rdzeniowy
0,8 - 1,6 mm
0,8 - 1,6 mm
1,0 i 1,6 mm
0,9 - 1,6 mm
0,8 - 2,4 mm
0,8 - 2,4 mm
1,0 i 2,4 mm
0,9 - 2,4 mm
Waga 15 kg 19 kg
Wymiary (då. x szer. x wys.) 690 x 275 x 420 mm 690 x 275 x 420 mm
Temperatura pracy -10 do +40˚C -10 do +40˚C
Gaz osåonowy
ci¶nienie maks.
Wszystkie typy przeznaczone
do spawania MIG/MAG
0,5 MPa (5 bar)
Wszystkie typy przeznaczone
do spawania MIG/MAG
0,5 MPa (5 bar)
Typ chåodzenia
ci¶nienie maks.
50% woda /
50% glikol monoetylenowy
0,5 MPa (5 bar)
50% woda /
50% glikol monoetylenowy
0,5 MPa (5 bar)
Maksymalne dopuszczalne
obci±¿enie przy
60% cyklu pracy
500 A 500 A
Klasa obudowy IP23 IP23
* Akcesoria, patrz strona 18.
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 30% oznacza, ze po 3 minutach pracy urz±dzenia
jest wymagana 7-minutowa przerwa. Cykl pracy 100% oznacza, ¿e urz±dzenie mo¿e pracowaæ w sposób
ci±g³y, bez przerw.
Cykl pracy
IP okre¶la w jakim stopniu urz±dzenie jest odporne na przedostawanie sie do wewn±trz zanieczyszczeñ
stalych i wodnych. IP23 oznacza, ¿e urz±dzenie jest przystosowane do pracy w pomieszczeniach
zamkniêtych i na zewn±trz.
Stopieñ ochrony
5MONTA
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
OSTRZEENIE!
Podczas spawania w ¶rodowisku o podwy¿szonym zagro¿eniu pora¿eniem
pr±dem nale¿y stosowaæ wy³±cznie ¼ród³a zasilania przeznaczone do
takiego ¶rodowiska. Te ¼ród³a zasilania zosta³y oznaczone symbolem .
PL

bm50d1oa -- 7 --
5.1 Instrukcja podnoszenia
Numer zamówieniowy uchwytu do podnoszenia znajduje siê na stronie 18.
UWAGA! W razie korzystania z innego urz±dzenia do monta¿u, nale¿y je elektrycznie
odizolowaæ od podajnika drutu.
6OBS£UGA
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 3. Nale¿y zapoznaæ siê z nimi przed
przyst±pieniem do jego u¿ytkowania.
Przesuwaj±c sprzêt nale¿y korzystaæ z odpowiedniego uchwytu. UWAGA! Nigdy nie
nale¿y ci±gn±æ za uchwyt spawalniczy.
OSTRZEENIE!
W trakcie pracy maszyny panele boczne powinny bya zamkniete.
OSTRZEENIE!
Aby unikn±æ opadania szpuli z drutem spawalniczym
nale¿y przekrêciæ czerwone pokrêt³o znajduj±ce siê w
korpusie hamulca zgodnie z rysunkiem umieszczonym
na podstawie
PL

bm50d1oa -- 8 --
OSTRZEENIE!
Elementy obrotowe - niebezpieczeñstwo wypadku! Zachowaj jak
najwiêksz± ostro¿no¶æ!
OSTRZEENIE!
Je¶li komora podajnika drutu zostanie wyposa¿ona w ramiê przeciwwagi, zachodzi
niebezpieczeñstwo wywrócenia. Urz±dzenie nale¿y umocowaæ szczególnie wtedy,
gdy pod³o¿e jest nierówne lub pochy³e.
6.1 Przyå±cza i elementy nastawcze
1 Panel sterowania,
(patrz oddzielna instrukcja obsåugi)
6 Zå±cze pr±du spawania ze ¼ródåa pr±du,
(OKC)
2 Zå±cze zdalnego sterowania 7 Zå±cze przewodu sterowniczego ze ¼ródåa
pr±du lub chåodnicy
3 Zå±cze NIEBIESKIE z ELP* do chåodziwa
uchwytu spawalniczego
8 Zå±cze CZERWONE do chåodziwa do
chåodnicy
4 Zå±cze CZERWONE do chåodziwa z uchwytu
spawalniczego
9 Zå±cze gazu osåonowego
5 Zå±cze uchwytu spawalniczego 10 Zå±cze NIEBIESKIE do chåodziwa z chåodnicy
UWAGA! Wy¶wietlacz (urz±dzenie cyfrowe) i zå±cza chåodziwa s± dostêpne jedynie w niektórych
modelach.
* ELP = ESAB Logic Pump, patrz punkt 6.2.
6.2 Przyå±cze wodne
Podajnik drutu ze zå±czem wodnym jest wyposa¿ony w system detekcji ELP (ESAB Logic
Pump), który sprawdza, czy podå±czono wê¿e doprowadzaj±ce wodê. Po podå±czeniu
uchwytu spawalniczego chåodzonego wod± uruchamia siê pompa wodna.
Detekcja dziaåa tylko wtedy, gdy ¼ródåa pr±du s± wyposa¿one w ELP.
PL

bm50d1oa -- 9 --
6.3 Dociskanie podawanego drutu
Nale¿y upewniæ siê, ¿e drut nie napotyka na opór podczas przesuwania siê we wk³adzie
uchwytu. Nastêpnie nale¿y ustawiæ docisk rolek dociskowych. Wa¿ne jest aby docisk nie
by³ zbyt du¿y.
Rysunek 1 Rysunek 2
W celu przytykaj±c czy nacisk podawania jest prawid³owo ustawiony, mo¿na wysuwaæ
drut przytykaj±c go do jakiego¶ izolowanego przedmiotu, np. do drewnianego klocka .
Trzymaj±c uchwyt w odleg³o¶ci ok. 5 mm od klocka drewnianego, (rysunek 1) rolki
podajnika powinny ¶lizgaæ siê.
Trzymaj±c uchwyt w odleg³o¶ci ok. 50 mm od drewnianego klocka, drut powinien
wysuwaæ siê i zaginaæ (rysunek 2).
6.4 Wymiana i zakåadanie drutu w podajniku Feed 3004
S Otwórz panel boczny.
S Odå±cz czujnik nacisku, odchylaj±c go w tyå. Unie¶ rolki dociskowe.
S W razie potrzeby odwiñ resztê drutu i zdejmij szpulê.
S Wyprostuj 10-20 cm nowego drutu. Spiåuj zadziory i ostre krawêdzie koñcówki drutu
przed umieszczeniem go w podajniku.
S Sprawd¼, czy drut prawidåowo przechodzi przez rolki prowadz±ce podajnika do dyszy
wylotowej lub prowadnicy drutu.
S Zabezpiecz czujnik nacisku.
S Zamknij panel boczny.
6.5 Wymiana i zakåadanie drutu w podajniku Feed 4804
S Otwórz panel boczny.
S Doci¶nij i po ci±gn ij urz±dzenie dociskaj±ce do siebie i do góry.
S Wyci±gnij wózek.
S W razie potrzeby odwiñ resztê drutu i zdejmij szpulê.
S Wyprostuj 10-20 cm nowego drutu. Spiåuj zadziory i ostre krawêdzie koñcówki drutu
przed umieszczeniem go w podajniku.
S Sprawd¼, czy drut prawidåowo przechodzi przez rolki prowadz±ce podajnika do dyszy
wylotowej lub prowadnicy drutu.
S Ponownie zainstaluj wózek.
S Zamknij panel boczny.
PL

bm50d1oa -- 1 0 --
6.6 Wymiana rolek podaj±cych w podajniku Feed 3004
S Otwórz panel boczny
S Odå±cz czujnik nacisku (1), odchylaj±c go w tyå.
S Odå±cz rolki dociskowe (2 ), obracaj± c o ¶ (3) o 1/4
obrotu w prawo i wyci±gaj±c j±. Odå±cz rolki
dociskowe.
S Odå±cz rolki podaj±ce (4 ), odkrêcaj±c nakrêtki (5) i
wyjmuj±c rolki.
W trakcie instalacji nale¿y powtórzyæ powy¿sze czynno¶ci
w odwrotnej kolejno¶ci.
Wybór ¶cie¿ki w rolkach podaj±cych
Obróæ rolkê podaj±c± znakiem wymiarowym wymaganej ¶cie¿ki do
siebie.
6.7 Wymiana rolek podaj±cych w podajniku Feed 4804
S Otwórz panel boczny.
S Doci¶nij i poci±gnij urz±dzenie dociskaj±ce (1) do siebie i
do góry.
S Wyci±gnij wózek (2).
S Odkrêæ ¶rubki z åbem gniazdowym (3) na uchwycie
dyszy po¶redniej i wyjmij go.
S Odkrêæ ¶rubkê dyszy wylotowej (4) i wepchnij
dyszêzpowrotem.
S Caåkowicie wykrêæ ¶rodkow± ¶rubkê z åbem
gniazdowym (5).
S Odkrêæ dwie zewnêtrzne ¶rubki z åbem gniazdowym (6) o
1/2 obrotu.
S Wyci±gnij rolki podaj±ce (7).
W trakcie instalacji nale¿y powtórzyæ powy¿sze czynno¶ci w odwrotnej
kolejno¶ci.
Wybór ¶cie¿ki w rolkach podaj±cych
Miêdzy podkåadkê zewnêtrzn± a rolkê
podaj±c± mo¿na wåo¿yæ maksymalnie dwie
podkåadki prowadz±ce. UWAGA!
Wymieniaj±c rolki dociskowe (8), nale¿y
wymieniæ caåy wózek.
PL

bm50d1oa -- 1 1 --
7KONSERWACJA
Regularna konserwacja jest wa¿na celem zapewnienia bezpieczeñstwa i
niezawodno¶ci.
Uwaga!
Jakiekolwiek czynno¶ci naprawcze podejmowane przez u¿ytkownika w okresie
gwarancyjnym powoduj± ca³kowit± utratê gwarancji.
7.1 Kontrola i czyszczenie
Podajnik drutu
Nale¿y regularnie sprawdzaæ, czy podajnik drutu nie jest zapchany brudem.
S Czyszczenie i wymianê zu¿ytych czê¶ci mechanizmu podajnika drutu nale¿y
przeprowadzaæ w regularnych odstêpach czasu, co zapewni bezproblemowe
podawanie drutu. Nale¿y pamiêtaæ, ¿e p rzy zbyt mocnym dociskaniu drutu mo¿e
doj¶æ do szybszego zu¿ycia rolek dociskowych, rolek podaj±cych i prowadnicy drutu.
Piasta hamulca
Piasta jest regulowana przy dostawie, je¶li wymagana
jest ponowna regulacja, wówczas nale¿y postêpowaæ
wed³ug nastêpuj±cych instrukcji. Wyregulowaæ piastê
hamulca tak, aby drut by³ lekko poluzowany, gdy
podajnik zostanie zatrzymany.
S Regulacja momentu obrotu:
S Obróciæ czerwony uchwyt w celu w³±czenia blokady.
S W³ozyæ ¶rubokrêt do sprê¿yny piasty.
Obracaæ sprê¿ynê w kierunku zgodnym z ruchem wskazówek zegara, ¿eby
zredukowaæ moment obrotu
Obracaæ sprê¿ynê w kierunku odwrotnym do ruchu wskazówek zegara, by zwiêkszyæ
moment obrotu. NB: Obróciæ obie ¶ruby o tak± sam± warto¶æ.
Uchmyt spawalniczy
S Aby zapewniæ bezproblemowe podawanie drutu nale¿y regularnie przeprowadzaæ
czyszczenie i wymianê zu¿ytych elementów uchwytu. Nale¿y regularnie
przedmuchiwaæ prowadnicê drutu i czy¶ciæ koñcówkê stykow±.
8 ZAMAWIANIE CZʦCI ZAMIENNYCH
Feed 3004, Feed 4804 s± skonstruowane i przetestowane zgodnie z
miêdzynarodow± i europejsk± norm± IEC/EN 60974--5 iEN60974--10.Obowi±zkiem
jednostki serwisowej dokonuj±cej serwisu lub naprawy, aby upewniæ siê, ¿e
produkt w dalszym ci±gu odpowiada wymienionym normom.
Czê¶ci zamienne mo¿na zamawiaæ u najbli¿szego przedstawiciela handlowego firmy ESAB
(patrz ostatnia strona tej publikacji).
PL

Edition 0801 10
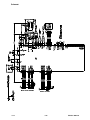
Schemat
bm50e -- 1 2 --

Feed 3004, F eed 4804
Edition 0801 10
Numer zamówieniowy
bm50o -- 1 3 --
Ordering no. Denomination Type
0460 526 887 Wire feed unit Origot Feed 3004, MA23
0460 526 889 Wire feed unit Origot Feed 3004, MA24
0460 526 897 Wire feed unit with water Origot Feed 3004, MA23
0460 526 899 Wire feed unit with water Origot Feed 3004, MA24
0460 526 987 Wire feed unit Origot Feed 4804, MA23
0460 526 989 Wire feed unit Origot Feed 4804, MA24
0460 526 997 Wire feed unit with water Origot Feed 4804, MA23
0460 526 999 Wire feed unit with water Origot Feed 4804, MA24
0459 839 017 Spare parts list Feed 3004, Feed 4804
0460 454 Instruction manual Origot MA23, Origot MA24
Instruction manuals and the spare parts list are available on the Internet at www.esab.com

Feed 3004
R0444 408/E080110/P24
Czê¶ci eksploatacyjne
bm29whj1 -- 1 4 --
Item Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6--1.6 mm
Ø 2.0 mm plastic for 0.8--1.6 mm
HI 3 0191 496 1 14 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V 0.6 S2 &0.8S2
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 1,0 mm V
0.8 S2 &1.0S2
0459 052 003 Feed/pressure rollers Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V 1.0 S2 &1.2S2
0459 052 013 Feed/pressure rollers Fe, Ss & cored Ø 1.4 & 1.6 mm V 1.4 S2 &1.6S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V--Knurled 1.0 R2 &1.2R2
0458 825 002 Feed/pressure rollers Cored Ø 1.2 & 1.4 mm V--Knurled 1.2 R2 &1.4R2
0458 825 003 Feed/pressure rollers Cored Ø1.6mm V--Knurled 1.6 R2 &2.0R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 &1.0A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 &1.2A2
0458 824 003 Feed/pressure rollers Al Ø 1.2 & 1.6 mm U 1.2 A2 &1.6A2
0458 874 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 &1.2A2
Use only pressure and feed rollers marked A2, R2 or S2.
Therollersaremarkedwithwiredimensioninmm,somearealsomarkedwithinch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
HI 15 F102 440 880 Quick connector For Marathon Pac
TM
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

Feed 3004
R0444 408/E080110/P24
bm29whj1
-- 1 5 --

Feed 4804
R0444 408/E080110/P24
bm29whk1 -- 1 6 --
Item Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6--1.6 mm
Ø 2.0 mm plastic for 1.0--1.6 mm
Ø 3.4 mm steel for 2.0--2.4 mm
Item Ordering no. Denomination Wire type Wire Ø
mm
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark-
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6--1.2 0.6--0.8 0.9--1.0 1.2 V 1
0366 966 881 Feed Roller Fe, Ss & cored 1.4--1.6 1.4--1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 900 Feed Roller Fe, Ss & cored 0.9--1.6 0.9--1.0 1.2 1.4--1.6 V 6
0366 966 882 Feed Roller Cored 1.2--2.0 1.2 1.4--1.6 2.0 V--Knurled 3
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V--Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0--1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø0.6--1.2mm V 1
0366 902 900 Bogey (HD) Fe, Ss & cored Ø0.9--1.6mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø1.4--2.4mm V
2
0366 902 894 Bogey (HD) Fe, Ss & cored Ø1.2mm V .045 / 7
0366 902 882 Bogey (HD) Cored Ø1.2--2.0mm V--Knurled 3
0366 902 883 Bogey (HD) Cored Ø2.4mm V--Knurled 4
0366 902 899 Bogey (HD) Al Ø1.0--1.6mm U U4
0366 902 886 Bogey (HD) Al Ø1.2mmx3 U --
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 Washer
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 4 mm plastic for 2.0--2.4 mm
Ø 2.4 mm copper for 1.2--2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing

Feed 4804
R0444 408/E080110/P24
bm29whk1
-- 1 7 --
Item Ordering no. Denomination Wire type Wire dimensions
HK14 0156 602 001
0156 602 002
0332 318 001
0332 318 002
Inlet nozzle
Inlet nozzle
Inlet nozzle (HD)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss, Al & Cored
Fe, Ss & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 4 mm plastic for 2.0--2.4 mm
Ø 2.4 mm steel for 1.2--2.0 mm
Ø 4 mm steel for 2.4 mm

R0444 408/E080110/P24
Feed 3004, F eed 4804
Wyposa¿enie WYPOSA ¯ENIE
bm50a -- 1 8 --
1 Bobbin cover, plastic 18 kg Ø 300mm ...... 0458 674 880
1 Bobbin cover, metal 18 kg Ø 300mm ....... 0459 431 880
1
2
Bobbin holder ...........................
Adapter for 5 kg bobbin ....................
0458 704 880
0455 410 001
1 Adapter for 440 mm bobbin ................ 0459 233 880
1
2
Lifting eye ...............................
Quick connector MarathonPact ...........
0458 706 880
F102 440 880
1 Strain relief forweldinggun ................ 0457 341 881

R0444 408/E080110/P24
Feed 3004, F eed 4804
bm50a -- 1 9 --
1 Wheel kit forfeed ......................... 0458 707 880
Strain relief bracket for connection set .... 0459 234 880
Counter balance device
(includes mast and counter balance)
for 300 mm bobbin ........................
for 440 mm bobbin ........................
0458 705 880
0458 705 882
RemotecontrolunitMTA1CAN ...........
MIG/MAG: wire feed speed and voltage MMA:
current and arc force
TIG: current, pulse and background current
0459 491 880
RemotecontrolunitM110ProgCAN.......
Choice of on of 10 programs
MIG/MAG: voltage deviation
TIG and MMA: current deviation
0459 491 882
Remote cable CAN 4 pole -- 10 pole
5m ......................................
5mHD ..................................
0459 960 880
0459 960 980
Remote adapter kit
ForMiggytrac/Railtrac ....................
For MXH 300wPP / MXH 400wPP / PSF RS3 .
0459 681 880
0459 681 881

R0444 408/E080110/P24
Feed 3004, F eed 4804
bm50a -- 2 0 --
Connection kit
For MXH 300wPP / MXH 400wPP ........... 0459 020 883
Connection set
1.7m ....................................
5m ......................................
10m.....................................
15m.....................................
25m.. .................................
35m.....................................
Connection set water
1.7m ....................................
5m ......................................
10m.....................................
15m.....................................
25m.....................................
35m.....................................
0459 528 780
0459 528 781
0459 528 782
0459 528 783
0459 528 784
0459 528 785
0459 528 790
0459 528 791
0459 528 792
0459 528 793
0459 528 794
0459 528 795
Welding gun MXH 300w PP
6.0m ....................................
10.0m ...................................
Welding gun MXH 400w PP
6.0m ....................................
10.0m ...................................
10.0 m 45˚ ...............................
0700 200 017
0700 200 018
0700 200 015
0700 200 016
0700 200 019
Miggytrac 1000, Miggytrac 2000
Equipment for mechanized welding ..........
More infor--
mation at the
nearest
ESAB agency
Railtrac 1000
Equipment for mechanized welding ..........
More infor--
mation at the
nearest
ESAB agency
Information on PSF welding guns can be found in separate brochures.
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Feed 4804 - Origo™ Feed 3004 Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
- Niniejsza instrukcja jest również odpowiednia dla
Powiązane artykuły
-
ESAB Feed 3004, Feed 4804 Instrukcja obsługi
-
ESAB Origo™Feed 30-4 Instrukcja obsługi
-
ESAB Feed 4804 - Origo™ Feed 3004 Instrukcja obsługi
-
-
-
ESAB Feed 304 M12 Instrukcja obsługi
-
ESAB Feed 3004, Feed 4804 - Aristo® Instrukcja obsługi
-
-
ESAB Aristo Mig C3000i Instrukcja obsługi
-
ESAB MXH 300 PP / MXH 400w PP - ESAB MXH 400w PP Instrukcja obsługi