
768245_B / 2019-10-07
GD 320
GD 460
GD 460 A
Originalbetriebsanleitung 5
Original operating manual 9
Notice d’utilisation d’origine 13
Manual de instrucciones original 17
Istruzioni per l’uso originali 21
Originele gebruiksaanwijzing 25
Originalbruksanvisning 29
Alkuperäiset käyttöohjeet 33
Original brugsanvisning 37
Originalbruksanvisning 41
Manual de instruções original 45
Оригинал Руководства по эксплуатации 49
Originální návod k použití 53
Oryginalna instrukcja eksploatacji 57
Festool GmbH
Wertstraße 20
D-73240 Wendlingen
Tel.: +49 (0)7024/804-0
Telefax: +49 (0)7024/804-20608
www.festool.com

2
GD 320
GD 460

3
GD 460 A

4

5
Originalbetriebsableitung
1 Technische Daten
Zimmerei - Bohrständer GD 320 GD 460 GD 460 A
Bohrerlänge max. 320 mm 460 mm 460 mm
Bohrtiefe max. 240 mm 380 mm 310 mm
Führungsteller für Bohrer Ø 8, 10, 12 ... 26 mm
Bohr - Ø ohne Führungsteller max. 45 mm
Schwenkbar für Winkelbohrungen - - bis 45° stufenlos
Aufnahme für Bohrmaschinen mit Spannhals 57/43 mm
Gewicht 2,8 kg 3,2 kg 3,7 kg
Gesamthöhe 532 mm 672 mm 672 mm
Grundplatte 185 x 172 mm 185 x 172 mm 207 x 172 mm
Parallelanschlag einstellbar 8 - 190 mm
- senkrecht - - 25-185 mm
Zubehör, nicht im Lieferumfang Bestell-Nr.
Führungsteller für Bohrer 6,7,9,11 ... 27 mm 621947
Spannelemente (4 Stk) zum Festspannen des Bohrständers 621949
an Werkstücken bis 105 mm (bis 127 bei GD 460 A)
Konsolen (2 Stk) zur Aufnahme von Spannelementen 622471
am Bohrständer für breite Werkstücke bis 300 mm
2 Symbole
Warnung vor allgemeiner Gefahr
Anleitung/Hinweise lesen!
Nicht in Hausmüll werfen!
Hinweis, Tipp
3 Bestimmungsgemäße Verwendung
Die Bohrständer GD 320 und GD 460 sind zur
Herstellung von präzisen Bohrungen im exakten
Winkel von 90° bestimmt. Mit dem Führungsteller
können Schlangenbohrer von Ø 8 bis 26 mm bzw.
von Ø 6 bis 27 mm präzise und sicher geführt
werden. Ohne Führungsteller sind Bohrungen bis
max. Ø 45mm möglich. Zwei Parallelanschläge
dienen zur einfachen Positionierung bzw. Füh-
rung auf dem Werkstück. Spannelemente zum
Festspannen des Bohrständers sind als Zubehör
erhältlich. Der Bohrständer kann mit sämtlichen
elektrischen Handbohrmaschinen genutzt wer-
den, deren Spannhals Ø 57 oder 43mm beträgt
und deren Höchstdrehmoment 75 Nm nicht über-
steigt.
Der Bohrständer GD 460 A kann für Bohrungen
in jedem beliebigen Winkel von 90° bis 45° ein-
gesetzt werden.
4 Sicherheitshinweise
WARNUNG! Lesen Sie sämtliche Sicher-
heitshinweise und Anweisungen. Fehler
bei der Einhaltung der Warnhinweise und Anwei-
sungen können elektrischen Schlag, Brand und/
oder schwere Verletzungen verursachen.
Bewahren Sie alle Sicherheitshinweise und An-
weisungen für die Zukunft auf.
- Durch die Verbindung einer Handbohrmaschi-
ne mit dem Bohrständer entsteht eine Vorrich-
tung, für die auch die Sicherbeitshinweise und
Anweisungen der Bohrmaschine gelten. Lesen
und befolgen Sie deshalb auch die Sicherheits-
hinweise und die Betriebsanleitung der Bohr-
maschine.
- Die Vorrichtung ist bei der Arbeit immer mit
beiden Händen an den dazu bestimmten Grif-
fen zu halten.
- Vor Arbeitsbeginn ist sicherzustellen, dass es
während des Bohrvorgangs zu keiner Kollisi-
on zwischen rotierenden Bohrmaschinenteilen
und festen Bohrständer - oder Werkstückteilen
kommt.
- Vor Arbeitsbeginn ist zu prüfen und sicherzu-
stellen, dass alle Elemente zur Sicherung der
Position und Einspannung ordnungsgemäß
festgezogen und justiert sind.
- Lose Splitter, Späne und ähnliche Teile dürfen
in der Nähe des Arbeitswerkzeugs nicht mit
der Hand beseitigt werden.

6
- Bei Bohrmaschinen mit einem Höchstdrehmo-
ment von mehr als 55 Nm ist stets die Verlän-
gerung für den Zusatzhandgriff zu verwenden;
diese wird im Vorderteil des Führungsschlit-
tens eingebaut.
- Das Werkstück ist stets auf einer festen Un-
terlage aufzulegen und gegen Verdrehen oder
Wegrutschen zu sichern.
- Schwenkbare Bohrständer (GD 460 A) sind bei
der Herstellung von Winkelbohrungen gegen
Wegrutschen zu sichern. Hierzu empfehlen wir
die Spannelemente (Zubehör) zu verwenden.
Achten Sie bei der Arbeit auf einen sicheren
und festen Stand.
- Bei allen Arbeiten, die zur Vorbereitung, zum
Einbau, Umbau, Einstellen, Bohrerwechsel
usw. sowie zur Wartung und Pfl ege dienen
stets den Netzstecker der Bohrmaschine aus
der Steckdose ziehen.
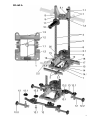
5 Geräteelemente
1 Grundplatte
2 Parallelanschläge
3 Führungsteller für Schlangenbohrer
4 Führungsstangen
5 Federn
6 Anschlaghülse
7 Tiefenanschläge
8 Führungsschlitten zur Bohrmaschine
9 Reduzierring D 57/43 mm
10 Zusatzhandgriff
11 Verlängerung für den Zusatzhandgriff
12 Spannelemente
13 Konsolen
14 Schraube für Einstellung der senkrechten
Lage (nur GD 460 A)
15 Füße
16 Spannmuttern
17 Skala
18 Zeiger
19 Justierschraube
20 Bügel
Das abgebildete oder beschriebene Zubehör ge-
hört teilweise nicht zum Lieferumfang.
Die angegebenen Abbildungen befi nden sich am
Anfang der Betriebsanleitung.
6 Inbetriebnahme und Verwendung
6.1 Führungsteller einstellen
Entsprechend dem gewünschten Bohrer -Ø wird
die Bohrung im Führungsteller ausgewählt und
zur Bohrlochachse (1.1) positioniert:
Drehknopf (3.1) um ca. 5 Umdrehungen nach
links drehen, Führungsteller aus dem Arretier-
stift anheben, in die gewünschte Position drehen
und wieder absenken. Darauf achten, dass der
Führungsteller im Arretierstift einrastet.
Drehknopf (3.1) wieder festziehen.
6.2 Bohrer einspannen
Schlangenbohrer im Bohrfutter der Bohrma-
schine einspannen und Bohrfutter festziehen.
Es dürfen nur Schlangenbohrer mit einer Län-
ge verwendet werden, die innerhalb der ange-
gebenen maximalen Bohrerlänge liegen.
6.3 Bohrmaschine einspannen
Bei Bohrmaschinen mit Spannhals -Ø
43 mm den Reduzierring verwenden.
Reduzierring so positionieren, dass der Schlitz
zur Spannstelle (8.1) zeigt.
Bohrmaschine in die Aufnahme einsetzen und
mit der Spannschraube (8.1) festziehen.
6.4 Bohrtiefe einstellen
Die obere Anschlagposition wird mit dem An-
schlagring (7.1) gewählt und mit der Klemm-
schraube festgezogen.
Die obere Anschlagposition ist so zu wählen,
dass der Bohrer im Führungsteller geführt ist
und die Bohrerspitze etwa 5-10 mm Abstand
von der Aufl agefl äche der Grundplatte hat.
So werden Beschädigungen am Bohrer und Werk-
stück vermieden. Der untere Anschlagring (7.2)
dient zur Begrenzung der Bohrtiefe.
Bohrtiefe durch Messen oder Probebohrung
ermitteln und Anschlagring (7.2) unter dem
Führungsschlitten (8) festziehen.
Der Anschlagring (7.2) ist dann besonders vorteil-
haft, wenn mehrere Löcher gleicher Tiefe gebohrt
werden.
6.5 Zusatzhandgriff
Der Zusatzhandgriff (10) kann wahlweise in drei
Positionen (siehe Skizze) eingeschraubt werden.
Bei Bohrmaschinen, deren Höchstdrehmoment
55 Nm übersteigt ist die Verlängerung (11) zu
verwenden.
Mit Verlängerung ist der Zusatzhandgriff immer
an der Frontseite (siehe Abbildung) des Füh-
rungsschlittens (8) zu verwenden.
6.6 Bohren mit Parallelanschlag
Die beiden Parallelanschläge (2) erhöhen die
Sicherheit beim Arbeiten. Gleichzeitig wird die
Genauigkeit erhöht und Zeit gespart, wenn meh-
rere Löcher im gleichen Abstand zur Kante des
Werkstücks gebohrt werden sollen. Es kann
wahlweise ein Parallelanschlag von einer Seite
oder zwei Parallelanschlägen von beiden Seiten
genutzt werden. Der Parallelanschlag wird ent-

7
weder nach einer Anrisslinie auf dem Werkstück
(Sichtkontrolle nach den Markierungen (1.1) an
der Grundplatte) oder nach der Skala am Paral-
lelanschlag eingestellt.
Den Parallelanschlag in der gewünschten Po-
sition mit der Klemmschraube (2.1) festziehen.
Bei schwenkbarer Ausführung (GD 460A) kann
der Parallelanschlag auch seitlich eingestellt
werden (2.2).
6.7 Bohrungswinkel einstellen (GD 460 A)
Die schwenkbaren Bohrständer (GD 460 A) er-
möglichen Winkelsbohrungen im Winkel von 90°
bis 45°. Für senkrechte Bohrungen zeigt der Zei-
ger (18) an der Skala (17) auf Null.
Zur Einstellung des Neigungswinkels werden
die beiden Spannmuttern (16) gelöst.
Die Führungsstangen können jetzt auf den ge-
wünschten Winkel geschwenkt werden.
Der Winkel kann an der Skala (17) mit der ex-
akten Gradeinteilung ermittelt werden.
Zeiger (18) auf den gewünschten Skalenwert
stellen und die beiden Spannmuttern (16) wie-
der festziehen.
BEACHTEN: Bei geschwenktem Bohr-
ständer aus Sicherheitsgründen die
Grundplatte am Werkstück gegen Weg-
rutschen sichern. Idealerweise können
dazu die Spannelemente (Zubehör) ver-
wendet werden.
6.8 Anschlagposition korrigieren (GD 460 A)
Die senkrechte Stellung ist bei den schwenkbaren
Bohrständern durch eine Anschlagschraube (14)
vom Werk eingestellt.
Soll die eingestellte Anschlagposition nachjus-
tiert werden, ist wie folgt vorzugehen:
Sicherungsmutter (14.1.) und Spannmuttern
(16) lösen.
Fuß (15) an den Schraubenkopf (14) anschla-
gen.
Durch Verdrehen der Anschlagschraube in die
gewünschte Richtung, verändern Sie den Win-
kel in die erforderliche Lage.
Sicherungsmutter (14.1) und Spannmuttern
(16) wieder festziehen.
Der Zeiger (18) kann durch Lösen der Justier-
schraube (19) ebenfalls nachjustiert und in der
gewünschten Position wieder festgeschraubt
werden.
6.9 Bohrständer festspannen
- Zum Festspannen des Bohrständers auf dem
Werkstück dienen die Spannelemente (12) die-
se können an der Grundplatte (1) befestigt wer-
den.
Spannelement von unten in die Bohrung (1.4)
einstecken und Spannmutter (12.1) von oben
einschrauben und festziehen.
Mit der Spindel (12.2) in der gewünschten Po-
sition festziehen.
Die Spannelemente (nicht im Lieferumfang, Zube-
hör) sind immer paarweise von beiden Seiten zu
benutzen. Es empfi ehlt sich vier Spannelemente
einzusetzen.
Für breite Werkstücke bis max. 300 mm können
die Spannelemente an einer Konsole (13) befestigt
werden.
Schraube (13.1) von unten in die Bohrung (1.4)
einsetzen,
Konsole (13) von oben aufsetzen und mit der
Mutter (13.2) festspannen.
Die Konsolen (nicht im Lieferumfang, Zubehör)
werden paarweise (2 Stück) angeboten. Es ist da-
rauf zu achten, dass die Spannelemente innerhalb
eines Konsole gegeneinander (siehe Abbildung)
eingesetzt werden (Kraftverlauf in Längsrichtung
zur Konsole).
Spannelemente nicht zwischen 2 Konsolen ge-
geneinander einsetzen.
7 Bohren
- Vergewissern Sie sich vor Beginn der Bohrar-
beit, dass der Schlangenbohrer und die Bohr-
maschine fest eingespannt sind.
- Anschläge und Führungsteller auf festen Sitz
überprüfen und ggf. die Spannelemente fest-
ziehen.
- Arbeiten Sie nicht mit beschädigten oder
stumpfen Bohrern.
- Arbeiten Sie beim Bohren stets so, dass Sie
die komplette Vorrichtung mit beiden Händen
festhalten: Eine Hand am Zusatzgriff des Bohr-
ständers, die andere Hand am Handgriff und
Schalter der Bohrmaschine.
- Zum Bohren auf Sicht nach Anrisslinie dienen
die Markierungen an der Grundplatte (1.2 und
1.3).
7.1 Führungsteller auswechseln
Für Schlangenbohrer mit geradem Durchmesser
wird der im Lieferumfang mitgelieferte Führung-
steller verwendet.
Für Schlangenbohrer mit ungeradem Durchmes-
ser wird der Führungsteller (im Zubehör) einge-
setzt.
Zum Auswechseln des Führungstellers wird
der Drehknopf (3.1) abgeschraubt.
Dann kann der eingebaute Führungsteller nach
oben abgenommen werden und der andere

8
Führungsteller aufgesetzt werden.
7.2 Bohrarbeiten ohne Führungsteller
Für Arbeiten mit Bohrern der Durchmesser grö-
ßer als 27 mm bis max. 45 mm kann der Füh-
rungsteller wie bereits beschrieben ausgebaut
werden.
Je nach Bedarf können auch die Federn (5), die
Anschlaghülse (6) und die Tiefenanschläge (7.1
und 7.2) ausgebaut werden. In diesem Fall ist be-
sonders vorsichtig vorzugehen. Es empfi ehlt sich
auf jeden Fall den unteren Anschlagring (7.2) als
Sicherheit gegen unbeabsichtigte Berührung dre-
hender Teile mit dem Werkstück zu verwenden.
Es ist insbesondere darauf zu achten, dass dre-
hende Teile der Bohrmaschine oder eingesetzte
Bohrwerkzeuge nicht mit Teilen des Bohrständers
in Berührung kommen.
8 Wartung und Pfl ege
Kundendienst und Reparatur nur durch
Hersteller oder durch Servicewerkstät-
ten: Nächstgelegene Adresse unter:
www.festool.com/Service
EKAT
1
2
3
5
4
Nur original Festool Ersatzteile verwen-
den! Bestell-Nr. unter:
www.festool.com/Service
- Halten Sie die Spannelemente und Spannstel-
len frei von Staub, Schmutz und Spänen.
- Reinigen Sie die Führungsstangen von Schmutz
mit einem Lappen, sorgen Sie durch auftragen
von Schmierfett oder Maschinenöl auf die Füh-
rungsstangen für gute Gleiteigenschaften.
- Halten Sie die Aufl agefl äche der Grundplatte
sauber, damit bleibt die Präzision und Winkel-
genauigkeit der Bohrungen gewährleistet.
Beachten Sie:
- Die ausgewählten Federn am Bohrständer ha-
ben ganz bewusst einen grösseren Abstand zu
den Führungsstangen. Dies ist kein Qualitäts-
mangel, hierdurch wird eine bessere Kennlinie
der Feder erreicht. Dies führt zu geringerem
Kraftaufwand. Sie bohren mit weniger Kraft bei
zunehmender Bohrtiefe.
9 Umwelt
Gerät nicht in den Hausmüll werfen! Geräte, Zu-
behör und Verpackungen einer umweltgerechten
Wiederverwertung zuführen. Geltende nationale
Vorschriften beachten.
Informationen zur REACh:
www.festool.com/reach

9
2 Symbols
Warning of general danger
Read the operating instructions/notes!
Do not throw in the household waste!
Advice or tip
3 Intended use
The drilling stands GD 320 and GD 460 are in-
tended for precise drilling at the precise angle of
90°. By means of the guiding disk, it is possible to
guide the spiral drills from dia. 8 to 26 mm, even-
tually, from dia. 6 to 27 mm, precisely and safely.
Without a guiding disk, the maximum drilling
depth is 45 mm. Two parallel stops server for a
simple placement, or eventually, guiding on the
material. The clamping elements for clamping
the stand can be ordered as accessories. The
stand can be employed with all electric drilling
machines with the clamping neck of the dia. 57 or
43 mm that do not exceed the maximum torque
of 75 Nm.
The drilling stand GD 460 A can be employed for
drilling at an arbitrary angle in the range from
90° to 45°.
Original instruction manual
1 Technical Data
Carpenter Stand GD 320 GD 460 GD 460 A
Maximum drill length 320 mm 460 mm 460 mm
Maximum drilling depth 240 mm 380 mm 310 mm
Guiding disk for drills dia. 8, 10, 12 ... 26 mm
Maximum drilling dia. without guiding disk 45 mm
Tilting at an angle - - up to 45° steplessly
Clamping for drilling machines with clamping neck of the dia. 57/43 mm
Weight 2,8 kg 3,2 kg 3,7 kg
Overall height 532 mm 672 mm 672 mm
Base board 185 x 172 mm 185 x 172 mm 207 x 172 mm
Parallel stop - adjustable 8 - 190 mm
- in vertical direction - - 25-185 mm
Accessories, not included in the scope of the delivery Order No
Guiding disk for spiral drills of the dia. 6,7,9,11 ... 27 mm 621947
Clamps (4 pcs) for clamping the stand for material up 621949
to 105 mm (up to 127 mm for GD 460 A)
Brackets (2 pcs) for fastening the clamping elements 622471
stand up to the material width of 300 mm
4 Safety Instructions
WARNING! Read all safety warnings and
all instructions. Failure to follow the warn-
ings and instructions may result in electric shock,
fi re and/or serious injury.
Save all warnings and instructions for future
reference.
- The combination of the hand drilling machine
with the stand creates a piece of equipment for
which the safety and operating instructions for
the drilling machine apply. Therefore, read also
the safety and operating instructions for the
drilling machine.
- During work, it is necessary to hold the equip-
ment with both hands, gripping the respective
handles.
- Before starting work, it is necessary to check
and make sure that the rotating parts of the
machine may not collide with the stable parts
of the drilling stand or with the material during
the drilling operation.
- Before starting work, it is necessary to check
and make sure that all the elements intended
for securing the position, the clamping etc., are
well tightened and secured.
- During the operation, the loose chips, splinters
and similar pieces must not be removed from
the vicinity of the tool by hand.

10
- With drilling machines with a torque of more
than 55 Nm, it is necessary to use always the
extension piece for the additional handle.
- The material must always rest on a stable pad,
and be secured against turning over and slip-
ping.
- The tilting drilling stands (GD 460 A) must be
always secured against shifting when drilling
orifi ces at an angle. For this purpose, we rec-
ommend that you employ clamps (accessories).
- During work, stand always in a safe and stable
position.
- During all the tasks that serve for the prepara-
tion, assembly, re-setting, adjustment, replace-
ment of the drills or maintenance and care, it is
always necessary to pull the plug of the drilling
machine out of the mains.
5 Machine features
1 Base board
2 Parallel guide
3 Guiding disk for drills
4 Guide bars
5 Springs
6 Stop tube
7 Depth stops
8 Guiding sleeve
9 Adapter D 57/43 mm
10 Additional handle
11 Extension piece for the additional handle
12 Clamps
13 Brackets
14 Screw for adjusting the vertical position
15 Feet
16 Clamping nut
17 Scale
18 Indicator
19 Clamping screw of the indicator
20 Yoke
All the accessories shown and described here are
not included in the scope of the delivery.
The specifi ed illustrations appear at the beginning
of the Operating Instructions.
6 Bringing the Stand into Operation
6.1 Adjustment of the guiding disk
Choose the corresponding orifi ce in the guiding
disk in compliance with the required drill diam-
eter, and insert it into the axis of the drill (1.1):
turn the rotary button (3.1) to the left through
5 revolutions approximately,
lift the guide disk above the arresting pin,
turn it to the required position and lower it back
upon the base board.
Take care that the disk may engage with the
locking pin.
Retighten the rotary button (3.1).
6.2 Clamping of the drill
Clamp the spiral drill into the chuck of the drill-
ing machine, and tighten the chuck.
It is allowed to employ only spiral drills of a
length that does not exceed the indicated maxi-
mum drill length.
6.3 Clamping of the drilling machine
For the drilling machines with a clamping
neck of the dia. of 43 mm, use a reducing
ring.
Situate the reducing ring in such a way that its
notch may be directed to the clamping point
(8.1).
Fit the drilling machine into the sleeve and
tighten the clamping screw (8.1).
6.4 Adjustment of the drilling depth
The upper limit of the stop is set up by means
of the stop ring (7.1) and tightened with the
clamping screw.
The position of the upper stop can be chosen in
such a way that the drill may be directed by the
guide ring, and the drill tip may be at a distance
of 5 -10 mm from the surface of the base board.
In this way, you avoid a risk of damage to the drill
or the material. The bottom stop ring (7.2) serves
for limiting the drilling depth.
Find out the required drilling depth by meas-
uring or by a drilling test, and tighten the stop
ring (7.2) under the sleeve.
The stop ring is of importance in particular if you
are to drill several orifi ces of the same depth.
6.5 Additional handle
The additional handle (10) can be mounted in three
positions according to choice (see the sketch). For
the drills the torque of which exceeds 55 Nm, the
extension piece (11) is employed. Always use the
additional handle with the extension piece on the
front side of the sleeve (see the picture).
6.6 Drilling with a parallel guide
Both the parallel guides (2) contribute to the
safety of work. At the same time, they increase
the precision and save time if it is necessary to
drill more orifi ces at the same distance from the
edge of the material. You can choose to use either
one parallel guide at one side, or both the paral-
lel guides at both the sides. The parallel guide is
adjusted either to comply with the mark on the
material (visual control according to the marking

11
(1.1) on the base board or with the scale on the
parallel guide.
The parallel guide is then tightened in the re-
quired position by means of the clamping screw
(2.1).
With the tilting version, the ruler can be ad-
justed in the vertical direction (2.2) as well.
6.7 Adjustment of the angle of inclination
(GD 460 A)
The tilting drilling stands (GD 460 A) allow for
oblique drilling at the angles ranging from 90° to
45°. In perpendicular drilling, the indicator (18)
on the scale (17) reads zero.
Before the eventual adjustment of the angle of
inclination, both the clamping nuts (16) are to
be loosened.
Now it is possible to tilt the guide bars to the
required angle.
This angle can be ascertained on the scale (17)
with an accurate division.
The indicator (18) is set to the required value
of the scale, and then both the clamping nuts
(16) are tightened again.
CAUTION: With the tilted drilling stand,
the base board must be secured against
sliding along the workpiece, because of
safety reasons. The employment of the
clamping elements (accessory) is an ide-
al way of fastening it.
6.8 Correction of the stop position (GD 460
A)
With the tilting drilling stands, the perpendicular
position has been adjusted in the manufacturing
plant by means of the stop screw (14).
If an additional adjustment of the set stop position
is required, proceed in the following way:
Loosen the securing nut (14.1) and the clamp-
ing nut (16).
Bring the foot (15) to rest upon the head of the
screw (14).
Turning the stop screw in the required direc-
tion, you will change the angle to the required
position.
Tighten the securing nut (14.1) and the clamp-
ing nuts (16) again.
The indicator (18) can also be reset after haying
loosened the screw (19), and screwing it tightly
again in the required position.
6.9 Clamping of the drilling stand
For the clamping of the stand upon the material,
there serve the clamping elements (12). These
can be fastened upon the base board (1).
Insert the clamping element into the orifi ce
(1.4) from below, screw the clamping nut (12.1)
upon it from above, and tighten it.
By means of the screw (12.2), tighten it in the
required position.
The clamping elements (not included in the scope
of the delivery but accessories) are used always
in pairs, from both the sides. We recommend em-
ploying four clamping elements.
For materials up to the maximum dimension of
300 mm, the clamping elements can be fastened
on the bracket (13).
Fit the screws (13.1) from below into the ori-
fi ces in the base (1.4).
Set the brackets upon the screws (13.1) from
above, and tighten them with nuts (13.2).
The brackets (which are not included in the scope
of the delivery, accessories) are offered in pairs
(2pcs). It is necessary to pay attention to the stand
to be clamped on the beam between two clamps
(12), situated on one bracket (the distribution of
forces in the longitudinal sense of the bracket),
not by means of two brackets (see the fi gure). The
brackets have been designed in such a way that
it might be possible to clamp them upon both the
basic types of the stands (the vertical ones and
the tilting ones) both in the longitudinal and the
vertical directions.
7 Drilling
- Before you proceed to drilling, make sure that
both the spiral drill and the drilling machine
are well clamped.
- Check the stops and the guide disk, to see,
whether they are set tightly, and if necessary,
tighten the clamping elements.
- Do not work with blunt of damaged drills.
- During the drilling operation, hold the equip-
ment always with both hands: one hand on the
additional handle of the drilling stand, and the
other hand on the handle and the switch of the
drilling machine.
- The marking on the base board (1.2 and 1.3)
serves for drilling with visual control according
to the mark.
7.1 Guiding disk
For the spiral drills with even diameters, there
is employed a guide disk which is included in the
scope of the delivery. For the spiral drills with odd
diameters, there is employed a guide disk with
odd diameters, supplied as an accessory.
For the replacement of the guide disk, unscrew
the rotary button (3.1).
Next, it is possible to remove the installed guide

12
disk and to install another one.
7.2 Drilling jobs without a guiding disk
For working with drills of a larger diameter than
27 mm (up to 45 mm as the maximum), the guide
disk can be dismounted in compliance with the
above procedure. According to necessity, it is pos-
sible to dismount also the springs (5), the stop
tube (6) and the depth stops (7.1 and 7.2). In such
a case, proceed with utmost care. In any case, we
recommend employing the bottom stop ring (7.2)
for protection against undesirable contact of the
rotating parts with the material.
In particular, take care that the rotating parts of
the drilling machine or the employed drills may
not come into contact with the parts of the drill-
ing stand.
8 Maintenance and care
Customer service and repair only through
manufacturer or service workshops:
Please fi nd the nearest address at:
www.festool.com/Service
EKAT
1
2
3
5
4
Use only original Festool spare parts!
Order No. at: www.festool.com/Service
- Maintain the clamping elements and the clamp-
ing points free of dust, dirt and fi lings.
- Using a rag, remove the dirt from the guide
bars, and applying lubricating grease or ma-
chine oil upon them, make sure they can slide
easily.
- Maintain the seating surfaces of the base board
clean; in this way, you will guarantee the accu-
racy and precision of the angles of the orifi ces.
Respect the following rule:
- The chosen springs of the drilling stand are at
a larger distance from the guide bars intention-
ally. This is no shortcoming; on the contrary, in
this way, a better functioning of the springs is
achieved. These springs allow for a lower re-
sistance during the drilling
9 Environment
Do not throw the power tool in your household
waste! Dispose of the machine, accessories and
packaging at an environmentally-responsible re-
cycling centre! Observe the valid national regula-
tions.
Information on REACh:
www.festool.com/reach

13
Notice d’utilisation d’origine
1 Caractéristiques techniques
Châssis perpendiculaire pour perceuses GD 320 GD 460 GD 460 A
longueur maxi du foret 320 mm 460 mm 460 mm
profondeur maxi de perçage 240 mm 380 mm 310 mm
plateau de guidage pour forets Ø 8, 10, 12 ... 26 mm
Diamètre maxi pour perçage sans plateau de guidage 45 mm
Inclinaision sous l‘angle - - à 45° en continue
Diamètre du manchon de serrage de la perceuse 57/43 mm
Poids 2,8 kg 3,2 kg 3,7 kg
Hauteur de l‘ensemble 532 mm 672 mm 672 mm
Dimensions de la base 185 x 172 mm 185 x 172 mm 207 x 172 mm
Taquet parallèle - ajustable 8 - 190 mm
- dans le sens perpendiculaire - - 25-185 mm
Accessoires spéciaux, en option No. réf.
Plateau de guidage pour les forets spiroïdaux au diamètre 6,7,9,11 ... 27 mm 621947
Dispositifs de serrage pour la fi xation du châssis (4 pièces) 621949
pour les pièces à usiner jusqu‘au diamètre 105 mm (ou bien 127 mm pour le châssis inclinable)
Rallonges (2 pièces) pour les pièces de serrage 622471
pour le diamètre de la pièce à usiner jusqu‘à 300 mm
2 Symbole
Avertissement de danger
Lire l’instruction/les renseignements !
Ne pas mettre aux déchets communaux!
Information, astuce
3 Utilisation en conformité avec les
instructions
Les châssis de guidage GD 320, GD 460 sont des-
tinés pour le guidage de précision au cours du
perçage perpendiculaire (sous l’angle de 90°).
Grâce au plateau de guidage, il est possible de
guider les forets spiroïdaux entre 8 et 26 mm
de diamètre, soit entre 6 et 27 mm de diamètre,
tout en garantissant la précision et la sécurité
de perçage. Le diamètre maxi des trous pour le
perçage sans plateau de guidage: 45 mm. Deux
règles parallèles peuvent être ajustées en posi-
tion d’arrêt, ou bien peuvent guider la pièce à usi-
ner. Les dispositifs de serrage pour la fi xation du
châssis sur la poutre peuvent être commandés
comme accessoire spécial du présent châssis.
Le châssis de perçage peut être utilisé avec tous
les types des perceuses électriques au diamètre
de manchon de 57 ou de 43 mm, avec le couple
maxi de torsion de 75 Nm.
Les châssis pour perceuses GD 460 A peuvent
être exploités au cours de perçage sous l’angle
choisi entre 90°et 45°.
4 Consignes de sécurité
Avertissement ! Veuillez lire toutes les
consignes de sécurité et instructions. Des
erreurs résultant du non-respect des consignes
d’avertissement et des instructions peuvent occa-
sionner un choc électrique, des brûlures et/ou
des blessures graves.
Conservez toutes les consignes de sécurité et
instructions pour une référence future.
- Pour assurer la sécurité de votre travail avec le
châssis pour perceuses, lire et respecter toutes
les instructions de mise en service et d’utilisa-
tion de l’appareil.
- Par l’assemblage du châssis et de la perceuse
on obtient l’appareil, auquel s’appliquent non
seulement les instructions de sécurité et d’uti-
lisation du châssis, mais aussi celles de la per-
ceuse. Nous vous recommandons alors de lire
également les précautions d’utilisation et les
instructions de service de la perceuse.
- Au cours de perçage, l’appareil doit être tenu
fermement à l’aide de deux mains par les poi-
gnées appropriées. Avant la mise en service
de l’appareil il est nécessaire de contrôler, si
la course du mandrin rotatif ne sera pas gênée
par l’une des parties fi xes du châssis ou de la
pièce à usiner.

14
- Avant de commencer les travaux il est néces-
saire de contrôler et s’assurer, que tous les élé-
ments destinés au serrage et à la limitation de
la course, soient bien serrés à fond.
- Les copeaux et autres éléments de ce genre ne
doivent pas être évacués manuellement de la
zone de travail au cours du perçage.
- La rallonge avec la poignée supplémentaire
doit être utilisée avec des perceuses possédant
un couple supérieur à 55 Nm.
- La pièce à usiner doit être toujours placée sur
une surface rigide et elle doit être fermement
serrée pour éviter son glissement ou sa rota-
tion.
- Les châssis pour perceuses inclinables (GD 460
A) doivent être fi xés, pour éviter leur mouve-
ment au cours du perçage des trous inclinés.
Nous recommandons d’utiliser les dispositifs
de serrage (accessoires). Nous recommandons
d’adopter une posture ferme et sûre au cours
de votre travail sur l’appareil.
- Au cours des travaux préparatifs de montage,
installation, changement des forets, entretien
et soins de l’appareil, il faut retirer la targette
du câble d’alimentation de la perceuse de la
prise de courant.
5 Eléments de l’appareil
1 Plateau de base
2 Règle parallèle
3 Plateau de guidage pour forets
4 Tige de guidage
5 Ressorts
6 Tube de butée
7 Butées de profondeur
8 Manchon de guidage
9 Réduction D 57/43 mm
10 Poignée supplémentaire
11 Rallonge de la poignée supplémentaire
12 Dispositifs de serrage
13 Rallonge
14 Vis d’ajustage de la perpendicularité
15 Pattes
16 Écrou de serrage
17 Échelle
18 Aiguille indicatrice
19 Vis de serrage de l’aiguille indicatrice
20 Bride
Tous les accessoires sur le dessin ne sont pas
inclus dans la livraison, certains éléments sont
optionnels.
Les illustrations indiquées se trouvent au début de
la notice d’utilisation.
6 Mise en service et utilisation
6.1 Ajustage du plateau de guidage
Choisir le diamètre de l’orifi ce du plateau de gui-
dage, qui correspond au diamètre du foret. L’ajus-
ter dans l’axe de perçage. (1.1):
dévisser la molette (3.1) de 5 tours environ,
soulever le plateau de guidage au-dessus de
la cheville de fi xation,
faire pivoter en position appropriée et le laisser
à nouveau descendre sur le plateau de base.
Veiller à ce que le plateau rentre correctement
sur la cheville de fi xation.
Resserrer la molette (3.1).
6.2 Serrage du foret
Insérer le foret spiroïdal dans le mandrin de la
perceuse et serrer à fond.
La longueur du foret spiroïdal ne doit pas dé-
passer la longueur maxi déterminée du foret.
6.3 Fixation de la perceuse
Pour les perceuses au diamètre de ser-
rage de 43 mm, utiliser la réduction.
Emmancher l’anneau de réduction de manière,
que l’incision soit dirigée vers l’emplacement
de serrage k (8.1).
Mettre en place la perceuse dans Te manchon
de guidage et serrer la vis de serrage (8.1).
6.4 Limitation de la profondeur de perçage
Délimiter la course de travail en ajustant l’an-
neau de butée supérieur (7.1) et en serrant à
fond la vis de serrage.
La butée devrait maintenir la pointe du foret
(qui passe par le plateau de guidage), dans la
distance de 5 -10 mm de la surface du plateau
de base.
Ainsi, on évite l’endommagement du foret et
de la pièce à usiner. L’anneau de butée infé-
rieur (7.2) sert à la limitation la profondeur du
perçage.
La profondeur de forage peut être soit mesu-
rée, soit acquise par un perçage expérimental.
Serrer l’anneau de butée (7.2) sous le man-
chon.
L’anneau de butée est utile surtout lorsqu’on
perce plusieurs trous à la même profondeur.
6.5 Poignée supplémentaire
La poignée supplémentaire (10) peut être fi xée sur
trois emplacements selon votre choix (voir des-
sin). En cas d’utilisation des perceuses au couple
supérieur à 55 Nm, il faut se servir de la rallonge
(11). Si la rallonge de la poignée supplémentaire
est utilisée, la fi xer toujours sur la partie avant
du manchon (voir dessin).

15
6.6 Perçage avec les règles parallèles
Les deux règles parallèles (2) contribuent à la
sécurité du travail. Elles augmentent également
la précision et économisent du temps lorsqu’on
perce plusieurs trous dans la même distance de
l’arrête de la pièce usinée. On peut se servir soit
d’une règle parallèle sur un côté seulement, soit
de deux règles, sur les deux côtés. La règle paral-
lèle est ajustée soit à l’aide d’un repère sur la
pièce à usiner (contrôle visuel du marquage (1.1)
sur le plateau de base), soit à l’aide de l’échelle
de la règle parallèle. La règle parallèle doit être
serrée dans la position choisie à l’aide de la vis de
serrage (2.1). Pour la version inclinable, la règle
peut être ajustée même en direction perpendi-
culaire (2.2).
6.7 Ajustage de l’angle d’inclinaison
(GD460A)
Les châssis pour perceuses inclinables (GD 460
A) permettent d’effectuer le perçage incliné sous
l’angle de 90° à 45°. Au cours de perçage vertical,
l’aiguille indicatrice (18) doit être sur le zéro de
l’échelle (17).
Pour déterminer l’angle d’inclinaison, desser-
rer les deux écrous de serrage (16).
Ensuite, les tiges de guidage peuvent être incli-
nées sous l’angle désiré.
Cet angle est indiqué sur l’échelle (17) à gra-
duation précise.
Ajuster l’aiguille indicatrice (18) à la valeur
désirée de l’échelle. Enfi n, serrer à nouveau
les deux écrous de serrage (16).
ATTENTION: Lorsque le châssis de per-
çage est incliné, il est nécessaire, pour
les raisons de sécurité, de fi xer le plateau
de base sur la pièce à usiner, pour éviter
son glissement. Nous vous recomman-
dons de vous servir de dispositifs de ser-
rage (Accessoires).
6.8 Correction de position de la butée d’ar-
rêt (GD460 A)
Sur les châssis inclinables, la position de la butée
de l’axe verticale est ajustée par le fabricant au
moyen d’une vis de fi xation. (14).
Pour ajuster la position de cette butée, respecter
le procédé suivant;
desserrer le contre-écrou (14.1) et l’écrou de
fi xation (16).
La patte (15) doit reposer sur la tête de la vis
(14).
Changer l’angle à la valeur désirée en tournant
la vis dans le sens approprié.
Serrer à nouveau le contre-écrou (14.1) ainsi
que l’écrou de fi xation (16).
L’aiguille indicatrice (18) peut être également
ajustée: desserrer la vis (19), orienter l’aiguille
et la serrer à nouveau lorsque l’aiguille se
trouve dans la position désirée.
6.9 Fixation du châssis pour perceuses
Les dispositifs de serrage (12) servent à fi xer
le châssis sur la pièce à usiner. Ces dispositifs
peuvent être fi xés sur le plateau de base (1).
Introduire le dispositif de serrage de dessous
dans l’orifi ce (1.4) et visser de dessus l’écrou
de serrage (12.1) et le serrer à fond.
Serrer dans la position désirée à l’aide de la
vis (12.2).
Les dispositifs de serrage (qui ne font pas partie
de la livraison, accessoire) sont utilisés toujours
en paires, de chaque côté.
Nous recommandons l’utilisation de quatre dis-
positifs de serrage. Pour les pièces à usiner à
la dimension maxi de 300 mm, les dispositifs de
serrage peuvent être fi xés sur la rallonge (13).
Introduire les vis (13.1) dans les trous de des-
sous de plateau de base (1.4).
Monter les rallonges de serrage sur les vis
(13.1) et les serrer par les écrous (13.2).
Les rallonges de serrage (ne sont pas inclus dans
la livraison, accessoire) sont vendus en paire (2
pièces). La fi xation du châssis sur la poutre doit
être réalisée impérativement au moyen de deux
dispositifs de serrage (12) placés sur une rallonge
de serrage (pour obtenir la décomposition des
forces dans le sens longitudinal de la rallonge de
serrage). Ne jamais utiliser les deux rallonges,
voir l’image. Les rallonges de serrage sont
conçues pour le montage sur les deux types de
bases de châssis (perpendiculaire et inclinable)
dans le sens longitudinal et perpendiculaire.
7 Perçage
- Avant de commencer le perçage, se rassurer
que le foret spiroïdal et la perceuse sont ferme-
ment serrés.
- Contrôler également les butées et le plateau de
guidage, s’ils reposent bien dans leur position.
- Si nécessaire, serrer les éléments de serrage.
Ne jamais travailler avec les forets endomma-
gés ou émoussés.
- Au cours de perçage, maintenir l’appareil fer-
mement par les deux mains: une main serre la
poignée supplémentaire du châssis de guidage,
l’autre tient la poignée et l’interrupteur de la
perceuse.

16
- Les marques sur le plateau de base (1.2 et 1.3)
servent au perçage avec contrôle visuel des
repères.
7.1 Plateau de guidage
Le plateau de guidage, qui est livré avec l’appa-
reil, est destiné à l’utilisation avec les forets aux
diamètres pairs. Le plateau de guidage pour les
forets aux diamètres impairs ne fait pas partie de
la livraison, il peut être commandé à part comme
accessoire spécial.
Pour changer le plateau de guidage: desserrer
la molette (3.1),
enlever le plateau de guidage actuellement
installé, mettre en place le nouveau plateau
de guidage et serrer à nouveau la molette.
7.2 Perçage sans plateau de guidage
En cas de perçage avec le foret au diamètre su-
périeur à 27 mm, jusqu’au diamètre maxi de 45
mm, le plateau de guidage peut être enlevé selon
le procédé susmentionné. Si nécessaire démon-
ter également les ressorts (5), le tube de butée
(6) et les butées de profondeur (7.1 et 7.2). En ce
cas, il faut travailler très prudemment. Toutefois,
nous recommandons de se servir de l’anneau de
butée inférieur (7.2) pour éviter la collision entre
les parties tournantes et la pièce à usiner. Il faut
prêter une attention spéciale à la prévention de
la collision entre les parties tournantes de la per-
ceuse et les parties fi xes du châssis.
8 Entretien et soins
Seuls le fabricant et un atelier homologué
sont habilités à effectuer toute répara-
tion ou service. Les adresses à proxi-
mité sont disponibles sur:
www.festool.com/service
EKAT
1
2
3
5
4
Utilisez uniquement des pièces de re-
change Festool d‘origine. Référence sur:
www.festool.scom/service
- Les dispositifs de serrage et les points de fi xa-
tion sur le plateau doivent être nettoyés de toute
impureté et copeaux.
- Maintenir les tiges de guidage propres (net-
toyage à l’aide d’un chiffon), et glissantes:
graisser les tiges par la graisse ou par l’huile
de machines. Maintenir propres les surfaces
d’assise du pjateau de base pour assurer la
précision des angles et des trous.
Note importante:
- Les ressorts du châssis pour perceuses sont
assez distants des tiges de guidage. Ceci n’est
pas un défaut de qualité. Au contraire, ce dia-
mètre des ressorts offre les meilleures pro-
priétés d’usage des ressorts. Ces ressorts
présentent moins de résistance au cours de
perçage.
9 Environnement
Ne jetez pas l’appareil avec les ordures ména-
gères ! Éliminez l’appareil, les accessoires et les
emballages de façon compatible avec l’environ-
nement. Respectez les prescriptions nationales
en vigueur.
Informations à propos de REACh :
www.festool.com/reach

17
Manual de instrucciones original
1 Datos técnicos
Soporte de carpintería GD 320 GD 460 GD 460 A
Longitud de broca max. 320 mm 460 mm 460 mm
Profundidad de taladrado max. 240 mm 380 mm 310 mm
Disco guía para brocas Ø 8, 10, 12 ... 26 mm
Diámetro max. de taladradora sin disco guía 45 mm
Inclinación bajo ángulo - - hasta 45° continua
Sujeción para taladradoras con diámetro de sujeción 57/43 mm
Peso 2,8 kg 3,2 kg 3,7 kg
Altura total 532 mm 672 mm 672 mm
Dimensiones de la base 185 x 172 mm 185 x 172 mm 207 x 172 mm
Tope paralelo - ajustable 8 - 190 mm
- en sentido vertical - - 25-185 mm
Accesorios que no forman parte de la entrega N°.pedido
Disco guía para brocas de espiral con diámetro 6,7,9,11 ... 27 mm 621947
Piezas fi jadoras (4 unidades) para fi jar el soporte 621949
en el material hasta 105 mm (en versión incunable hasta 127 mm)
Soportes (2 unidades) para agarrar las piezas fi jadoras 622471
al soporte hasta el ancho del material de 300 mm
2 Símbolos
Aviso ante un peligro general
Leer las instrucciones/indicaciones!
No pertenece a los residuos comunales.
Indicación, consejo
3 Uso conforme a lo previsto
Los soportes de taladrar GD 320, GD 460 están
destinados para el taladrado preciso con el ángulo
exacto de 90°. Mediante el disco guía es posi-
ble conducir con precisión las brocas de espiral
desde Ø 8 hasta 26 mm, event. desde Ø 6 hasta
27 mm. Sin el disco guía es posible taladrar has-
ta 45 mm max. Dos topes paralelos sirven para
simple colocación, event. conducción de material.
Los elementos de fi jación para sujetar al soporte
se pueden pedir como accesorios. El soporte se
puede usar con todas las taladradoras eléctricas
con el diámetro del dispositivo de sujeción de 57
o 43 mm, que no sobrepasen el momento torsor
máximo de 75 Nm.
Los soportes de taladrar GD 460 A se pueden usar
para el taladrado bajo cualquier ángulo entre 90°
y 45°.
4 Indicaciones de seguridad
¡Advertencia! Lea y observe todas las in-
dicaciones de seguridad. Si no se cumplen
debidamente las indicaciones de advertencia y
las instrucciones puede producirse una descar-
ga eléctrica, fuego y/o lesiones graves.
Guarde todas las indicaciones de seguridad e
instrucciones para que sirvan de futura refe-
rencia.
- Durante el trabajo es necesario sujetar el equi-
po con ambas manos por las agarraderas co-
rrespondientes. Antes de empezar a trabajar
es necesario verifi car si durante el taladrado
no entran en colisión las partes giratorias de
la taladradora con las partes fi jas del soporte o
del material.
- Antes de empezar a trabajar es necesario veri-
fi car y asegurar, que todos los elementos, des-
tinados para la fi jación de la posición, sujeción,
... estén bien sujetos y asegurados.
- Astillas sueltas, virutas y cosas similares no se
pueden quitar con la mano en las inmediacio-
nes del instrumento, cuando está trabajando.
- En caso de taladradoras con el momento de
torsión superior a 55 Nm se tiene que usar
siempre el adaptador para la agarradera adi-
cional.
- El material se tiene que poner siempre sobre
una base resistente y asegurarse para que no
se vuelva ni se deslice.

18
- Los soportes de taladrar incunables (GD 460 A)
se tienen que asegurar contra desplazamiento
cuando se realizan perforaciones bajo ángulo.
Para este fi n aconsejamos usar las piezas fi ja-
doras (accesorios).
- Durante el trabajo mantengan una posición se-
gura y fi rme.
- Durante todos los trabajos que sirven de prepa-
ración, montaje, reconstrucción, ajuste, cambio
de brocas o mantenimiento y cuidado, es nece-
sario desconectar la taladradora de la red.
5 Componente
1 Base
2 Guía paralela
3 Disco guía para brocas
4 Varillas de guía
5 Muelles
6 Tubo tope
7 Topes de profundidad
8 Abrazadera guía
9 Reducción D 57/43 mm
10 Agarradera adicional
11 Adaptador de agarradera adicional
12 Piezas fi jadoras
13 Zapatas
14 Tornillo para ajustar la verticalidad
15 Soportes
16 Tuerca de sujeción
17 Escala
18 Indicador
19 Tornillo de ajuste del indicador
20 Brida
Todos los accesorios representados y descritos
no forman parte de la entrega.
Las fi guras indicadas se encuentran al principio
del manual de instrucciones.
6 Puesta en marcha y empleo
6.1 Ajuste del disco guía
De acuerdo con el diámetro de la broca requerido
se selecciona el orifi cio en el disco guía y se sitúa
en el eje de la broca (1.1):
girar el botón (3.1) unas 5 vueltas hacia izquier-
da, levantar el disco guía sobre la clavija de
retención,
girar hacia la posición deseada y volver a bajar
a la base.
Hay que procurar que el disco se ajuste sobre
la clavija de retención.
Volver a apretar el botón giratorio (3.1).
6.2 Sujeción de la broca
Sujetar la broca espiral en el cabezal de por-
tabrocas de la taladradora y apretarlo.
Se pueden usar solamente las brocas de espi-
ral de las medidas que no sobrepasen la lon-
gitud máxima indicada.
6.3 Sujeción de la taladradora
En caso de taladradoras con el dispositi-
vo de sujeción de 43 mm usar el anillo de
reducción.
El anillo de reducción situar de tal forma que
la ranura indique el lugar de sujeción (8.1).
Colocar la taladradora en la abrazadera y apre-
tar el tornillo de fi jación (8.1).
6.4 Ajuste de profundidad de taladrado
El límite superior del tope se ajusta mediante
el anillo tope (7.1) y se aprieta con el tornillo
de fi jación.
La posición del tope superior se puede elegir
de tal forma, que la broca pase por el disco
guía y la punta de la broca esté separada unos
5 - 10mm de la superfi cie de la base.
De esta forma se impide que se dañe la broca y el
material. El anillo tope inferior (7.2) sirve para la
limitación de profundidad del taladrado.
Versifi quen la profundidad de taladrado pedida
con medición o con perforación de prueba y
aprieten el anillo tope (7.2) debajo de la abra-
zadera.
El anillo tope es importante sobre todo cuando
están taladrando varios orifi cios de igual profun-
didad.
6.5 Agarradera adicional
La agarradera adicional (10) puede ser monta-
da en tres posiciones (vea el esbozo) según la
elección. En caso de taladradoras, cuyo momen-
to torsor máximo sobrepasa 55 Nm, se usará el
adaptador (11). La agarradera adicional con el
adaptador se utiliza siempre en la parte delantera
de la abrazadera (vea el dibujo).
6.6 Taladrado con guía paralela
Las dos guías paralelas (2) aumentan la seguridad
de trabajo. A su vez aumenta la precisión y se
ahorra el tiempo, si se necesitan taladrar varios
orifi cios a la misma distancia del borde del ma-
terial. Según la elección se puede utilizar o una
guía paralela en un lado o las dos guías parale-
las en ambos lados. La guía paralela se ajusta, o
en conformidad con la marca en el material (1.1)
(control visual en la base), o de acuerdo con la
escala en la guía paralela.
La guía paralela se fi ja en la posición requerida

19
mediante el tornillo de fi jación. (2.1).
En caso de la versión incunable es posible ajus-
tar la regla también en el sentido vertical. (2.2).
6.7 Ajuste del ángulo de inclinación (GD 460
A)
Los soportes de taladrar incunables (GD 460 A)
permiten perforaciones sesgadas bajo ángulo
desde 90° hasta 45°. En caso de perforaciones
verticales el indicador (18) indica en la escala (17)
el cero.
Antes de eventual ajuste del ángulo de inclina-
ción se afl ojan las dos tuercas de sujeción (16).
Ahora es posible inclinar las varillas en el án-
gulo deseado.
Este ángulo se puede averiguar en la escala
(17) con precisa división gradual.
El indicador (18) se ajusta en la escala en el
valor pedido y se vuelven a apretar las dos tuer-
cas de sujeción (16).
ATENCIÓN: Cuando el soporte de taladrar
está inclinado, por razones de seguridad
es necesario, que se asegure la base de
la pieza labrada contra el resbalamiento.
El modo idóneo para su aseguramiento
es la utilización de las piezas fi jadoras
(accesorio).
6.8 Corrección de la posición del tope (GD
460 A)
Los soportes de taladrar incunables tienen la po-
sición vertical ajustada en la fábrica productora
con el tornillo de tope (14).
En caso de tener que ajustar posteriormente la
posición del tope fi jada, se procede de esta forma:
Afl ojar la tuerca de seguridad (14.1) y la tuerca
de sujeción (16).
Arrimar completamente la zapata (15) a la ca-
beza del tomillo (14).
Girando con el tornillo tope en el sentido re-
querido cambiar el ángulo a la posición nece-
saria.
Volver a apretar las tuercas de seguridad (14.1)
y de sujeción (16).
El indicador (18) se puede ajustar también des-
pués de haber afl ojado el tornillo (19) y en la
posición requerida se tiene que volver a apre-
tar.
6.9 Fijación del soporte de taladrar
Para sujetar al soporte sobre el material sirven
las piezas fi jadoras (12). Estas piezas se pueden
sujetar a la base (1).
La pieza fi jadora se introduce desde abajo al
orifi cio (1.4) y por arriba se enrosca la tuerca
de sujeción (12.1) y se aprieta.
Con el tornillo (12.2) apretar en la posición re-
querida.
Las piezas fi jadoras (no forman parte de la en-
trega, accesorios) se utilizan siempre en pares
por ambos lados. Recomendamos utilizar cuatro
piezas fi jadoras.
Para materiales con dimensiones hasta 300 mm
max., las piezas fi jadoras pueden estar sujetas
en el soporte (13).
Los tornillos (13.1) introducir desde abajo en
los orifi cios en la base (1.4).
Los sujetadores colocar desde arriba sobre los
tornillos (13.1) y apretar con las tuercas (13.2).
Los sujetadores (no forman parte de la entre-
ga, accesorios) se ofrecen en pares (2 piezas).
Es necesario procurar que la fi jación del spporte
a la viga se haga entre dos piezas fi jadoras (12)
situadas en un solo sujetador (correlación de las
fuerzas en el sentido horizontal del sujetador)
y no entre dos sujetadores (vea el dibujo). Los
sujetadores están diseñados de tal forma que
es posible sujetarlos en los dos tipos básicos de
soportes (vertical e incunable) en el sentido ho-
rizontal y vertical.
7 Taladrado
- Antes de empezar a taladrar verifi quen, si la
broca espiral y la taladradora están bien fi ja-
das.
- Verifi quen si los topes y el disco guía están bien
ajustados y eventualmente aprieten las piezas
fi jadoras.
- No trabajen con brocas desafi ladas o dañadas.
- Al trabajar con la taladradora, sujeten siempre
el equipo con ambas manos: con una mano la
agarradera adicional del soporte de taladrar y
con la otra mano la agarradera y el interruptor
de taladradora. Para taladrar con el control vi-
sual de la marca sirve la indicación en la base
(1.2 y 1.3).
7.1 Disco guía
Para las brocas de espiral con diámetros pares se
usa el disco guía que forma parte de la entrega.
Para las brocas de espiral con diámetros impares
se usa el disco guía con diámetros impares que
se vende como accesorio.
Para cambiar el disco guía se desenrosca el
botón giratorio (3.1).
Después es posible separar el disco guía mon-
tado y colocar el otro.
7.2 Trabajos de taladrado sin disco guía
Para trabajos con brocas de un diámetro mayor
que 27 cmm hasta 45 mm max., el disco guía pue-

20
de estar desmontado según el procedimeinto an-
teriormente descrito.
En caso de necesidad se pueden también des-
montar los muelles (5), el tubo tope (6) y los topes
de profundidad (7.1 y 7.2). En ese caso procedan
con mucho cuidado. En todo caso se recomienda
usar el anillo tope inferior (7.2) como dispositi-
vo de seguridad para impedir el contacto de las
partes rotantes con el material. Sobre todo es
necesario impedir que las partes rotatorias de la
taladradora o las brocas usadas entren en con-
tacto con las partes del soporte de taladrar.
8 Mantenimiento y cuidado
El Servicio de atención al cliente y repa-
raciones solo está disponible por parte
del fabricante o de los talleres de repa-
ración: encuentre la dirección más próxi-
ma a usted en: www.festool.com/service
EKAT
1
2
3
5
4
Utilice únicamente piezas de recambio
Festool originales. Referencia en:
www.festool.com/service
- Limpien las piezas fi jadoras y las zonas de su-
jeción del polvo, impurezas y virutas.
- Limpien con paño las varillas de guía de las im-
purezas. Con aplicación de grasa lubricante o
de aceite para máquinas sobre varillas de guía
aseguren buenas propiedades de deslizamien-
to.
- Mantengan limpias las superfi cies de apoyo de
la base, porque con eso asegurarán la preci-
sión y exactitud de los ángulos.
Respeten lo siguiente:
- Los muelles seleccionados del soporte de ta-
ladrar tienen con plena conciencia una mayor
separación de las varillas de guía. Esto no es
una imperfección de calidad, al contrario, con
eso se alcanza una mejor característica de los
muelles. Estos muelles aseguran menor re-
sistencia durante el taladrado.
9 Medio ambiente
No desechar con la basura doméstica! Recicle
las herramientas, accesorios y embalajes de for-
ma respetuosa con el medio ambiente. Respete
las disposiciones nacionales vigentes.
Información sobre REACh:
www.festool.com/reach
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































Festool GD 460 Instrukcja obsługi
- Typ
- Instrukcja obsługi
w innych językach
- español: Festool GD 460 Manual de usuario
- italiano: Festool GD 460 Manuale utente
- svenska: Festool GD 460 Användarmanual
- português: Festool GD 460 Manual do usuário
- français: Festool GD 460 Manuel utilisateur
- dansk: Festool GD 460 Brugermanual
- Nederlands: Festool GD 460 Handleiding
Inne dokumenty
-
Sparky Group SP 60 Instrukcja obsługi
-
Metabo Electromagnet. Drill Stand M100 Instrukcja obsługi
-
Parkside PTB-16 Operation and Safety Notes
-
Scheppach DP55 Instrukcja obsługi
-
Rothenberger Drill stand RODIACUT Instrukcja obsługi
-
Scheppach DP60 Instrukcja obsługi
-
Hilti DD 150-U Instrukcja obsługi
-
-
EINHELL SB 701-1 Instrukcja obsługi
-