Victaulic Advanced Groove System Installation Handbook
- Typ
- Installation Handbook

I-W100-POL
PODRĘCZNIK INSTALACJI
NA MIEJSCU –
Produkty z serii Advanced
Grooved System
W przypadku wszelkich pytań dotyczących bezpiecznej i właściwej instalacji produktów
przedstawionych w niniejszym podręczniku należy skontaktować się zrmąVictaulic.
Najbardziej aktualne informacje na temat produktów rmy Victaulic znajdują
sięnastronie internetowej victaulic.com.
OSTRZEŻENIE
• Przed przystąpieniem do instalacji jakichkolwiek produktów firmy Victaulic należy przeczytać
izrozumieć wszystkie instrukcje.
• Tuż przed przystąpieniem do montażu, demontażu, regulacji lub konserwacji jakichkolwiek
produktów firmy Victaulic zawsze należy sprawdzić, czy instalacja rurowa została całkowicie
rozhermetyzowana i opróżniona.
• Bezpośrednio przed dokonaniem instalacji, demontażu, regulacji lub konserwacji jakichkolwiek
produktów Victaulic należy upewnić się, że zidentyfikowane zostały wszelkie urządzenia,
linie odejścia bądź odcinki rurociągów, które mogły zostać odizolowane wcelu/podczas
przeprowadzania prób lub z powodu zamknięcia/pozycjonowania zaworów, atakże że zostały
one pozbawione ciśnienia iopróżnione.
• Zawsze nosić kask, okulary ochronne, obuwie ochronne i ochronniki słuchu.
Niezastosowanie się do tych instrukcji może skutkować śmiercią, doznaniem poważnych obrażeń
ciała bądź skodami na mieniu.
Wersja D 09/2022


IW100POL_i
SPIS TREŚCI
I WPROWADZENIE REV_D
Spis treści
WPROWADZENIE ................................................................................................................... IV
Klienci z Kalifornii – zgodność z Proposition 65: ......................................................................................v
Klienci z Kanady – zgodność z przepisami CSA B51: ............................................................................ v
Oznaczenia zagrożeń .................................................................................................................................................... vi
PRZYGOTOWANIE RUR I SPECYFIKACJE ROWKOWANIA ............................................... 1
SPRAWDZANIE I PRZYGOTOWANIE KOŃCA RURY –
AGS Zastosowania bezpośrednio rowkowane .................................................................................2
Sprawdzanie i przygotowanie końca rury – zastosowania z AGS Vic-Ring .....................
4
Wartości znamionowe narzędzi ..........................................................................................................................5
Wymagane długości rur do wykonania rowków ...................................................................................5
Wyjaśnienie krytycznych specyfikacji rówków walcowanych AGS ......................................... 6
Specyfikacje rowków walcowanych AGS dla rur ze stali węglowej i stali
nierdzewnej (zgodnie z normami EN 10217, ASTM A53,
ASTM A312 LUB API 5L .............................................................................................................................................8
WAŻNEINFORMACJE O USZCZELKACH I ŚRODKACH SMARNYCH ..........................13
Dobór uszczelek ..............................................................................................................................................................14
Przechowywanie uszczelek ................................................................................................................................... 14
wymagania dotyczące smarów ......................................................................................................................... 14
Przewodnik używania smarów Victaulic .....................................................................................................15
WYMAGANIA DOTYCZĄCE ODSTĘPÓW DLA
SYSTEMÓW ORUROWANIA Z ROWKAMI ...........................................................................17
Zalecane minimalne odstępy dla rur .............................................................................................................18
SYSTEMY SZTYWNE ..................................................................................................................19
Podpory rurociągu dla systemów sztywnych........................................................................................20
Systemy sztywne – Odstępy podpór rurociągu dla rur ze stali
węglowej o masie standardowej ..............................................................................................................21
Systemy sztywne – Odstępy podpór rurociągu dla rur cienkościennych
ze stali nierdzewnej ............................................................................................................................................... 22
Systemy sztywne – Odstępy podpór rurociągu dla rur cienkościennych
ze stali nierdzewnej ............................................................................................................................................... 22
Nominalne oddzielenia końców rur dla łączników sztywnych AGS
na rurach rowkowanych bezpośrednio lub rurach z rowkowaniem
bezpośrednim bądź rurach przygotowanych z wykorzystaniem
systemu AGS VIC-RING .......................................................................................................................................22
SYSTEMY ELASTYCZNE ............................................................................................................23
Podpory rurociągu dla systemów elastycznych...................................................................................24
Systemy elastyczne – Odstępy podpór rur ..............................................................................................25
Nominalne odstępy końców rur i ugicęcia względem osi dla łączników
elastycznych AGS na rurach rowkowanych bezpośrednio ..................................................26
Nominalny odstęp pomiędzy końcami rur oraz ugięcie instalacji rurowej
dla łączników elastycznych AGS na rurze przygotowanej przy użyciu
pierścieni AGS Vic-Rings ....................................................................................................................................28
Montaż zapewniajacy maksymalną możliwość ruchu liniowego
w instalacjach elastycznych ...........................................................................................................................30

IW100POL_ii
SPIS TREŚCI
I WPROWADZENIE REV_D
INFORMACJE OGÓLNE NA TEMAT INSTALACJI ...............................................................31
WSKAZÓWKI DOTYCZĄCE KORZYSTANIA
Z KLUCZA UDAROWEGO ................................................................................................................................. 32
Wybór klucza udarowego ......................................................................................................................................33
Wybór KLUCZA DYNAMOMETRYCZNEGO ...............................................................................................33
WYMOGI MONTAŻOWE ...........................................................................................................................................34
SPRAWDZANIE INSTALACJI ....................................................................................................................................35
TESTOWANIE SYSTEMU ............................................................................................................................................. 37
Dyrektywa europejska ATEX ................................................................................................................................. 37
NARZĘDZIA I MATERIAŁYWYMAGANE DO INSTALACJI...................................................................38
ŁĄCZNIKI Z ZAAWANSOWANYM SYSTEMEM ROWKÓW AGS
DO RUR AGS ROWKOWANYCH BEZPOŚREDNIO LUB DO ZASTOSOWAŃ
WYKORZYSTUJĄCYCH ADAPTER
VICRING
AGS ............................................................. 39
Typ W07 - AGS Łącznik sztywny (24 cale/DN600 i mniejsze) ............................................................ 40
Typ LW07 - AGS Łącznik sztywny (rozmiary 14 – 16 cali/
DN350 – DN400) .................................................................................................................................................................... 40
Typ W77 - AGS Łącznik elastyczny (24 cale/DN600 i mniejsze) ....................................................... 40
Typu W89 - AGS Łącznik sztywny do bezpośrednio rowkowanych rur
ze stali nierdzewnej lub rur ze stali węglowej przygotowanych
z adapterami Vic-Ring AGS (rozmiar 24 cale/DN600 i mniejsze) ..................................................... 40
Typ W07 - AGS Łącznik sztywny (rozmiary 26 – 50cali/DN650 – DN1250) ............................. 44
Typ W77 - AGS Łącznik elastyczny (26 – 50cali/DN650 – DN1250) ............................................. 44
Typ W77B - AGS Łącznik elastyczny (54 cale/DN1350 i większe) .....................................................49
ADAPTER KOŁNIERZOWY
VICFLANGE
ZZAAWANSOWANYM SYSTEMEM
ROWKÓW AGS DO KOŃCÓW RUR Z ROWKAMI AGS ...................................................69
Uwagi dotyczące adapterów kołnierzowych victaulic ags
Vic-Flange o rozmiarach 14 – 24 cali/DN350 – DN600 typu W741 .................................70
Uwagi dotyczące podkładek kołnierza Victaulic i pierścieni przejściowych
o rozmiarach 14 – 24 cali/DN350 – DN600 do adapterów ags
Vic-Flange typu w741...........................................................................................................................................71
Typu W741 - AGS Vic-Flange Adapter kołnierzowy (klasa ANSI 125/150)..........................72
ZAŚLEPKI AGS NR W60 I LW60 ...............................................................................................77
Instrukcje bezpieczeństwa dotyczące instalacji zaślepek
AGS firmy Victaulic .................................................................................................................................................78
Instrukcje bezpieczeństwa dla zaślepek AGS instalowanych na czas
prób ciśnieniowych systemu ........................................................................................................................ 79
Instrukcje bezpieczeństwa podczas demontażu zaślepek Victaulic...................................80
INSTRUKCJA MONTAŻU ZAWORÓW AGS ..........................................................................81
Zawór motylkowy AGS ..............................................................................................................................................82
Regulacja ograniczników skoku dlazaworów motylkowych W761
AGS Vic-300
™
MasterSeal
™
z przekładniami uruchamiającymi ............................................83
Zawór zwrotny AGS .....................................................................................................................................................86
Zawory zasuwowe AGS ............................................................................................................................................87

IW100POL_iii
SPIS TREŚCI
I WPROWADZENIE REV_D
ZASOBY ..........................................................................................................................................89
Tabela konwersji angielskich i metrycznych jednostek miary ........................................................... 89
Rozmiary rur komercyjnych według norm ANSI .......................................................................................... 90
Dziesiętne odpowiedniki ułamków zwykłych .................................................................................................92
Minuty przeliczone na dziesiętne części stopnia .........................................................................................93
Ciśnienie jako wysokość słupa wody w stopach ......................................................................................... 94
Wysokość słupa wody w stopach jako ciśnienie ..........................................................................................95
Ciśnienie jako wysokość słupa wody w metrach .........................................................................................96
Wysokość słupa wody w metrach jako ciśnienie .........................................................................................97
Gdzie szukać instrukcji instalacji produktów dodatkowych ...............................................................98
DANE TECHNICZNE PRODUKTÓW .................................................................................... 103
Kształtki rurowe z rowkami AGS .....................................................................................................................104
Łączniki sztywne AGS RIGID do rur przygotowanych zgodnie z AGS ............................ 127
Łączniki ELASTYCZNE AGS do rur przygotowanych zgodnie z AGS ................................129
Adapter kołnierzowy AGS
Vic-Flange
do rur AGS z rowkowanymi końcami ............131
Zawory AGS do rur AGS z rowkowanymi końcami .........................................................................132
Połączenia kompensacyjne AGS do rur AGS z rowkowanymi końcami ........................137
Akcesoria AGS do rur AGS z rowkowanymi końcami ...................................................................138

IW100POL_iv
SPIS TREŚCI
I WPROWADZENIE REV_D
WPROWADZENIE
Niniejszy podręcznik instalacji I-W100 zawiera ważne informacje dotyczące przygotowania rur i oraz
montażu mechanicznych produktów Victaulic
®
serii Advanced Groove System (AGS) w rozmiarach
14 cali/DN350 i większych.
Zawsze przestrzegać dobrych praktyk realizacji instalacji rurowych oraz lokalnych przepisów
budowlanych i wymagań. Nigdy nie przekraczać określonych ciśnień, temperatur, zewnętrznych
i wewnętrznych obciążeń, norm wydajności i tolerancji.
Wykwalifikowani inżynierowie powinni korzystać z dokumentacji Victaulic podanej w części 26 oraz
publikacji 05.01 w celu poszukiwania dodatkowych informacji na temat warunków specjalnych,
wymogów określonych w przepisami oraz stosowania współczynników bezpieczeństwa. Publikacje
te można pobrać ze strony victaulic.com.
Produkty opisane w niniejszym podręczniku są przeznaczone do użytku wyłącznie z rurami
podanymi przez projektanta/inżyniera lub wykonawcę systemu, a następnie przygotowanymi według
specyfikacji Victaulic.
Łączniki Victaulic do rur rowkowanych są przeznaczone do użytku z rurami rowkowanymi według
specyfikacji Victaulic. Ponadto łączniki Victaulic do rur rowkowanych są przeznaczone do użytku
wyłącznie z kształtkami, zaworami i powiązanymi elementami Victaulic z rowkowanymi końcami.
Łączniki Victaulic do rur rowkowanych nie są przeznaczone do użytku z rurami i/lub kształtkami o
gładkich końcach.
Uszczelki firmy Victaulic są zaprojektowane do szerokiego zakresu temperatur i warunków roboczych.
Podobnie jak we wszystkich innych instalacjach istnieje bezpośrednia zależność między temperaturą,
ciągłością działania i trwałością uszczelki. W celu określenia klas materiałów uszczelek, których można
używać dla poszczególnych zastosowań zawsze sięgać do publikacji Victaulic 05.01.
Oprócz niniejszego podręcznika I-W100 firma Victaulic proponuje podręczniki instalacji, karty instalacji
lub oznaczenia instalacyjne do mechanicznych produktów rurowych, które łączą różne materiały rur
lub inne technologie profili rowków. Instrukcje te są dostarczane z danymi produktami i można je
pobierać ze strony internetowej victaulic.com.
ABY UZYSKAĆ DOSTĘP DO DODATKOWYCH
PODRĘCZNIKÓW INSTALACJI, JAKIE SĄ OFEROWANE PRZEZ
FIRMĘ VICTAULIC, NALEŻY ZESKANOWAĆ KOD QR
DODATKOWE EGZEMPLARZE PODRĘCZNIKÓW INSTALACJI
MOŻNA OTRZYMAĆ OD LOKALNEGO PRZEDSTAWICIELA
HANDLOWEGO FIRMY VICTAULIC.

IW100POL_v
SPIS TREŚCI
I WPROWADZENIE REV_D
UWAGA
• Firma Victaulic prowadzi politykę ciągłego doskonalenia produktów. W związku
z tym firma Victaulic zastrzega sobie prawo do zmiany specyfikacji, konstrukcji
i standardowego wyposażenia produktu bez powiadomienia i bez żadnych
zobowiązań.
• FIRMA VICTAULIC NIE JEST ODPOWIEDZIALNA ZA PROJEKT INSTALACJI ANI
NIE BIERZE ŻADNEJ ODPOWIEDZIALNOŚCI ZA INSTALACJE NIEPRAWIDŁOWO
ZAPROJEKTOWANE.
• Celem niniejszego podręcznika nie jest zastąpienie prawidłowego, profesjonalnego
projektu i montażu inżynierskiego/instalacji rurowej, które stanowią wymaganie
wstępne dla zastosowania każdego produktu.
• Niniejszy podręcznik jest przeznaczony wyłącznie dla profesjonalnych
projektantów, inżynierów i instalatorów instalacji rurowych.
• Informacje przedstawione w tym podręczniku i innych publikacjach firmy Victaulic
zastępują wszystkie poprzednio opublikowane informacje.
• W celu zwiększenia czytelności rysunki i zdjęcia znajdujące się w niniejszej instrukcji
mogą mieć zmienione proporcje.
• W podręczniku instalacji zostało wymienionych wiele znaków towarowych,
produktów z opatentowanymi rozwiązaniami oraz informacji chronionych prawem
autorskim, które stanowią wyłączną własność firmy Victaulic.
• DOŁOŻONO WSZELKICH STARAŃ, ABY INFORMACJE ZAWARTE W NINIEJSZYM
PODRĘCZNIKU BYŁY DOKŁADNE, JEDNAK FIRMA VICTAULIC, JEJ SPÓŁKI ZALEŻNE
IPODMIOTY STOWARZYSZONE NIE UDZIELAJĄ ŻADNYCH GWARANCJI WYRAŹNYCH
BĄDŹ DOROZUMIANYCH W ODNIESIENIU DO INFORMACJI ZAWARTYCH LUB
WYMIENIONYCH W NINIEJSZYM PODRĘCZNIKU. KAŻDY, KTO WYKORZYSTUJE
INFORMACJE ZAWARTE W NINIEJSZYM PODRĘCZNIKU, ROBI TO NA WŁASNĄ
ODPOWIEDZIALNOŚĆ I RYZYKO ORAZ PONOSI PEŁNĄ ODPOWIEDZIALNOŚĆ ZA
REZULTATY WYKORZYSTANIA TYCH INFORMACJI.
Klienci z Kalifornii – zgodność z Proposition 65:
OSTRZEŻENIE: Zewnętrzne powierzchnie malowane tych produktów mogą
narazić użytkowników na działanie śladowych ilości substancji chemicznych,
w tym BBP, który został sklasyfikowany przez stan Kalifornia jako powodujący
uszkodzenia płodu lub upośledzenie płodności. Więcej informacji można znaleźć
na stronie internetowej www.p65warnings.ca.gov.
OSTRZEŻENIE: Produkty kategorii V i M2 mogą narazić użytkowników na
działanie śladowych ilości substancji chemicznych, w tym tiomocznika etylenu,
który został sklasyfikowany przez stan Kalifornia jako powodujący nowotwory,
uszkodzenia płodu lub upośledzenie płodności. Więcej informacji można znaleźć
na stronie internetowej www.p65warnings.ca.gov.
OSTRZEŻENIE: Elementy wykonane z mosiądzu, nawet te wyprodukowane
z mosiądzu o niskiej zawartości ołowiu lub w ogóle nie zawierające ołowiu, mogą
narazić użytkowników na działanie śladowych ilości substancji chemicznych,
takich jak ołów, który został sklasyfikowany przez stan Kalifornia jako powodujący
nowotwory, uszkodzenia płodu lub upośledzenie płodności. Więcej informacji
można znaleźć na stronie internetowej www.p65warnings.ca.gov.
Klienci z Kanady – zgodność z przepisami CSA B51:
W przypadku zastosowań podlegających przepisom CSA B51 „Naczynia ciśnieniowe kotłów i orurowanie
ciśnieniowe” należy skontaktować się z firmą Victaulic w celu otrzymania najbardziej aktualnych
kanadyjskich numerów rejestracyjnych, zatwierdzonych produktów i temperatur znamionowych.

IW100POL_vi
SPIS TREŚCI
I WPROWADZENIE REV_D
Oznaczenia zagrożeń
Poniżej przedstawione zostały definicje różnych rodzajów zagrożeń.
Ten symbol wskazuje ważne komunikaty dotyczące bezpieczeństwa. Jego
obecność w podręczniku ostrzega o możliwości odniesienia obrażeń ciała.
Należy uważnie i ze zrozumieniem przeczytać komunikat znajdujący się obok
tego symbolu.
NIEBEZPIECZEŃSTWO
• Słowo „NIEBEZPIECZEŃSTWO”
wskazuje na bezpośrednie
niebezpieczeństwo, które w
bardzo prawdopodobny sposób
może prowadzić do śmierci lub
doznania poważnych obrażeń ciała
w przypadku nieprzestrzegania
instrukcji i zaleceń.
OSTRZEŻENIE
• Słowo „OSTRZEŻENIE” wskazuje
na niebezpieczeństwo lub
niebezpieczne czynności, które
mogą prowadzić do doznania
poważnych obrażeń ciała lub śmierci
w przypadku nieprzestrzegania
instrukcji i zaleceń.
PRZESTROGA
• Słowo „PRZESTROGA” wskazuje na
możliwe niebezpieczeństwo lub
niebezpieczne czynności, które mogą
prowadzić do doznania obrażeń ciała
lub zniszczenia mienia w przypadku
nieprzestrzegania instrukcji i zaleceń.
UWAGA
• Słowo „UWAGA” wskazuje na
specjalne instrukcje, które
są ważne, lecz nie wiążą się
zniebezpieczeństwem.

IW100POL_1
Przygotowanie
rur i specyfikacje
rowkowania

IW100POL_2
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
SPRAWDZANIE I PRZYGOTOWANIE KOŃCA RURY
ZASTOSOWANIA BEZPOŚREDNIO ROWKOWANE
Końce rur należy przygotować i sprawdzić wzrokowo zgodnie z wymaganiami podanymi w tej części.
Maks. wymiar „S”
1. Maksymalna dopuszczalna tolerancja względem odciętych
prostopadle końców rury (pokazany wymiar „S”) wynosi:
⁄ cala/1,6 mm dla rozmiarów 14 – 20 cala /DN350 – DN500
⁄ cala/2,4 mm dla rozmarów 22 cale/DN550 i większych
Jest ona mierzona od rzeczywistej linii prostopadłej.
W przypadku rozmiarów 14 – 50 cali/DN350 – DN1250 można stosować rury z końcem ukośnym pod
warunkiem, że grubość ścianki wynosi 0,375 cala/9,5 mm lub mniej, a skos jest zgodny z normamiASTM
A53 i/lub API 5L (30° +5°/-0°). UWAGA: Wykonanie rowka walcowanego naskośnym końcu rury
może spowodować niedopuszczalne rozszerzenie końca.
Zdjęcie przedstawiające rurę ze
szwem szlifowanym 6 cali/152 mm
od końca rury
Kierunek
szlifowania
2. Przed rozpoczęciem wykonywania rowka
spoiny spawane wystające na zewnątrz
i do wewnątrz należy zeszlifować do lica
powierzchni rury na minimalnej odległości
6 cali/152 mm od końca rury. Aby zapewnić
całkowitą szczelność uszczelnienia, obszar
ten musi ogólnie być wolny od wgnieceń,
rozprysków, nieprawidłowości spoiny spawanej
i śladów rolki.
3. Rury z zewnętrznymi osiowymi spoinami spawanymi można podpierać na regulowanych stojakach
do rur Victaulic, a spoina spawana powinna być gładka i zaokrąglona oraz co najmniej trzy razy szersza
niż wyższa. Wysokość zewnętrznych spoin spawanych nie powinna przekraczać ⁄ cala/3,2 mm.
4. Wewnętrzna powierzchnia końca rury musi być oczyszczona w celu usunięcia największych odpadów
zgorzeliny, zabrudzeń i innych obcych materiałów, które mogą kolidować z walcami do rowkowania lub
je uszkodzić.
5. Krawędź czoła końca rury musi być równa,
bez wklęsłych/wypukłych powierzchni, które
spowodują nieprawidłowe prowadzenie walca
rowkującego i w następstwie tego trudności
podczas montażu łącznika. Niedopuszczalny
koniec rury przedstawiono na rysunku po lewej
stronie.
6. Jeżeli wymagane jest przycięcie rury, aby
zapewnić prawidłowe przygotowanie końca
rury, Victaulic zaleca zastosowanie mechanicznie
prowadzonego narzędzia do cięcia rur. Ręczne
odcinanie końców rur nie jest zalecane.
7. Zawsze korzystać z instrukcji obsługi i konserwacji narzędzia do przygotowania rury oraz instrukcji
instalacji produktu, dla którego rura jest przygotowywana. Wymagania dotyczące przygotowania
rur ze stali nierdzewnej podano w publikacji Victaulic 17.01, którą można pobrać ze strony
internetowej victaulic.com.

IW100POL_3
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
Rury i rowki nie zostały przedstawione w skali
PRAWIDŁOWO - prol rowka AGS
NIEPRAWIDŁOWO - prol rowka OGS
8. Rury należy rowkować zgodnie ze specyfikacjami rowkowania AGS wyszczególnionymi na kolejnych
stronach. Podczas bezpośredniego rowkowania rury do użycia z łącznikami AGS typu W07/
LW07, W77, W77B i W89 lub adapterami AGS Vic-Flange typu W741 wymagane są zestawy rolek
AGS firmy Victaulic. ZABRANIA SIĘ podejmowania prób montowania łączników AGS na rurach
rowkowanych bezpośrednio za pomocą zestawów rolek Original Groove System (OGS).
9
. Wyczyścić zewnętrzną powierzchnię rury od
rowka do końca rury, tak aby usunąć oleje, smary,
nieprzylegającą farbę i zanieczyszczenia.

IW100POL_4
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
SPRAWDZANIE I PRZYGOTOWANIE KOŃCA RURY
ZASTOSOWANIA Z
VICRING
W przypadku stosowania adapterów Vic-Ring do użycia z łącznikami AGS typu W07, W77, W77B i
W89 wymagane są adaptery Vic-Ring AGS typu „B” lub typu „D”. Końce rur i adaptery Vic-Ring należy
przygotować i sprawdzić wzrokowo zgodnie z wymaganiami podanymi w tej części.
OSTRZEŻENIE
• Za sprawdzenie, czy adaptery AGS Vic-Ring są prawidłowo przyspawane do rury,
zgodnie z normami spawania dla konkretnego projektu/konkretnej lokalizacji
i zgodnie z zaproponowanymi rysunkami spawania adaptera AGS Vic-Ring
przedstawionymi dla konkretnego projektu odpowiada spawacz.
• Spoina spawana musi wytrzymywać wszystkie obciążenia zgodnie z odpowiednimi
specyfikacjami opracowanymi przez Amerykańskie Stowarzyszenie Spawalnictwa
(American Welding Society – AWS) lub innymi przepisami i wymaganiami lokalnymi
lubkrajowymi. Wszystkie spoiny spawane muszą być szczelne.
• Podczas spawania należy przestrzegać obowiązujących procedur bezpieczeństwa.
Niezastosowanie się do tych zaleceń może być przyczyną nieprawidłowego montażu
produktu i spowodować poważne obrażenia ciała bądź zniszczenie mienia.
Zdjęcie przedstawiające rurę ze
szwem szlifowanym 6 cali/152 mm
od końca rury
Kierunek
szlifowania
1. Przed przyspawaniem adaptera Vic-Ring do
końca rury spoiny spawane należy zeszlifować
do lica powierzchni rury (średnica zewnętrzna).
Zeszlifować spoinę spawaną na minimalnej
odległości 6 cali/152 mm od końca rury. Obszar
ten musi ogólnie być wolny od wgnieceń,
rozprysków i śladów rolek.
2. Przyspawać adapter Vic-Ring do końca rury zgodnie z dokumentami przekazanymi podczas dostawy
i specyfikacjami podanymi w publikacji Victaulic 16.11 dla łączników sztywnych typu W07, 16.12 dla
łączników elastycznych typu W77/W77B lub 16.15 dla łączników sztywnych typu W89.
3. Wyczyścić powierzchnię zewnętrzną
adapterów Vic-Ring, tak aby usunąć z nich
zanieczyszczenia i inne substancje obce.

IW100POL_5
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
WARTOŚCI ZNAMIONOWE NARZĘDZI
OSTRZEŻENIE
• Przed skonfigurowaniem i przystąpieniem do użytkowania
jakichkolwiek narzędzi do przygotowania rur Victaulic należy
przeczytać i zrozumieć instrukcję obsługi i konserwacji
dołączoną do narzędzia.
• Zapoznać się z obsługą, zastosowaniem i potencjalnymi
zagrożeniami charakterystycznymi dla danego narzędzia.
Niezastosowanie się do tych zaleceń może być przyczyną
nieprawidłowego montażu produktu i spowodować poważne
obrażenia ciała bądź zniszczenie mienia.
UWAGA
•
Zestawy rolek AGS do użytku na rurach ze stali węglowej lekkich i o masie standardowej,
atakże na rurach ze stali nierdzewnej o masie standardowej, sąwyróżnione kolorem czarnym
z żółtym paskiem.
•
Zestawy rolek AGS do użytku na rurach ze stali nierdzewnej o masie niższej niż standardowa
są wyróżnione kolorem srebrnym z czarnym paskiem.
•
Zestawów rolek AGS NIE WOLNO mieszać z innymi zestawami rolek do innych profili rowków.
Firma Victaulic oferuje narzędzia do przygotowania rur, które są przeznaczone do użytku w terenie
lub hali fabrycznej. Szczegółowe informacje na temat wartości znamionowych i możliwości narzędzi
do przygotowania rur podano w publikacji Victaulic 24.01, którą można pobrać ze strony internetowej
victaulic.com. Informacje na temat konserwacji i obsługi narzędzi do przygotowania rur można znaleźć
w odpowiedniej instrukcji obsługi i konserwacji, która jest dostarczana razem z narzędziem i którą
można pobrać ze strony internetowej victaulic.com.
WYMAGANE DŁUGOŚCI RUR
DO WYKONANIA ROWKÓW
W poniższej tabeli podano minimalne długości rur, które można bezpiecznie rowkować za pomocą
narzędzi do rowków walcowanych Victaulic. Oprócz tego w tabeli tej pokazano maksymalne długości,
które można rowkować bez użycia stojaka do rur. Rura, której długość przekracza maksymalną wartość
podaną w tabeli wymaga użycia stojaka na rurę. Dodatkowe wymagania dotyczące konfiguracji
narzędzia i stojaka na rurę zawsze podawane są w instrukcji obsługi i konserwacji dołączonej do danego
narzędzia. Instrukcje obsługi i konserwacji narzędzi oraz listy części zamiennych można pobrać ze strony
victaulic.com.
Nominalny
rozmiar
cale
DN
Rzeczywista
średnica
zewnętrzna rury
cale/mm
Minimalna długość,
którą można
bezpiecznie rowkować
za pomocą narzędzia
Victaulic
cale/mm
Maksymalna
długość, którą można
rowkować bez użycia
stojaka na rurę
cale/mm
14 – 16
DN350 – DN400
14.000 – 16.000 12 16
355.6 – 406.4 305 410
14.843 – 16.772 12 16
377.0 – 426.0 305 410
18 i większe
DN450 i większe 18.000 i większe UWAGA: Podczas wykonywania rowków
walcowanych w rurach o tych rozmiarach
zawsze używać stojaka na rurę. NIE WOLNO
wykonywać rowków walcowanych w rurach o
tych rozmiarach krótszych niż 18 cali/457 mm.
457,2 i większe
18,898 i większe
480,0i większe
Jeśli wymagane jest wykonanie rowków na rurze, która jest krótsza niż minimalna długość określona w tabeli, należy
skrócić przedostatnią rurę, tak aby ostatnia rura była co najmniej tak długa (lub dłuższa), jak określona minimalna długość.
PRZYKŁAD: Do zakończenia sekcji wymagana jest rura ze stali węglowej o długości 20 stóp i 4 cali/6,2 m i średnicy
14 cali/DN350, a dostępne są jedynie długości 20 stóp/6,1 m. Zamiast wykonania rowka walcowanego w rurze ze stali
węglowej o długości 20 stóp/6,1 m i rurze ze stali węglowej o długości 4 cale/102 mm, wykonać następujące czynności:
1. Na podstawie powyższej tabeli stwierdzić, że dla rury ze stali węglowej o średnicy 14 cali/DN350, minimalna długość,
w której można wykonać rowek walcowany wynosi 12 cali/305 mm.
2. Wykonać rowek walcowany w rurze o długości 19 stóp i 4 cale/5,8 m oraz w rurze o długości 12 cali/305 mm.

IW100POL_6
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
WYJAŚNIENIE KRYTYCZNYCH SPECYFIKACJI
ROWKA WALCOWANEGO AGS
OSTRZEŻENIE
• W celu uzyskania prawidłowego połączenia wymiary rury i rowka muszą znajdować
sięw zakresach określonych w tabelach umieszczonych na następnych stronach.
W PRZYPADKU ŁĄCZNIKÓW ZAAWANSOWANEGO SYSTEMU ROWKÓW ADVANCED
GROOVE SYSTEM AGS O PARAMETRACH ZNAMIONOWYCH DLA RUR ZE STALI
NIERDZEWNEJ:
• W przypadku walcowania rowków na rurach Schedule 40S/o masie standardowej typu
304/316 pod łączniki AGS, NALEŻY używać rolek AGS RW firmy Victaulic.
• W przypadku walcowania rowków na rurach Schedule 5S, Schedule 10S i Schedule
10typu 304/316 pod łączniki AGS, NALEŻY używać rolek AGS RWX firmy Victaulic.
• Pełne wymagania dotyczące przygotowania rur ze stali nierdzewnej podano w
publikacji Victaulic 17.01, którą można pobrać ze strony internetowej victaulic.com.
Niezastosowanie się do tych specyfikacji może spowodować uszkodzenie połączenia,
awefekcie poważne obrażenia ciała lub śmierć i zniszczenie mienia.
UWAGA
•
W zależności od wytrzymałości i twardości materiału rury rowki AGS powodują
zwiększenie długości rury które zazwyczaj wynosi ⁄ cala (0.125 cala⁄3,2 mm) na
rowek AGS To typowe zwiększenie długości może się zmieniać i należy je oszacować
na podstawie konkretnych warunków materiałowych Jeśli chodzi o długość rury z
walcowanym rowkiem AGS na każdym końcu długość rury zwiększy się w przybliżeniu
o ¼cala (0.250 cala⁄6,4 mm). Dlatego długość cięcia należy dostosować tak aby
uwzględnić to wydłużenie PRZYKŁAD: Jeżeli potrzebna długość rury z walcowanym
rowkiem AGS na każdym końcu wynosi 24 cale⁄610 mm rurę należy uciąć na długość
około 2 ¾cala⁄603 mm aby uwzględnić to wydłużenie
A
FŚR. ZEW. C
B
Dla przejrzystości ilustracje przedstawiono w nadmiernym powiększeniu
– rury i rowki nie zostały pokazane w skali.
Właściwości fizyczne i mechaniczne rury powinny być zgodne z normami ASTM A53, API 5L,
AWWA C200, EN/BS10216-1, EN/BS10217-1, GB/T 3091, GB/T 8163 lub innymi uznanymi normami
międzynarodowymi. Rury ze stali węglowej odpowiednie do walcowanych rowków AGS powinny być
bez szwów, spawane elektrycznie (ERW), z zatopionym szwem podłużnym spawanym łukowo (SAW),
z podwójnym zatopionym szwem podłużnym spawanym łukowo (DSAW) lub zatopionym szwem
spiralnym spawanym łukowo (HSAW).
Średnica zewnętrzna rury – nominalna średnica rury NPS (ANSI B36,10) i podstawowa średnica
rury metrycznej (ISO 4200) – średnia zewnętrzna średnica rury nie może odbiegać od specyfikacji
określonej w tabeli na następnych stronach. Maksymalna dopuszczalna owalność rury nie powinna
się różnić więcej niż o 1%. Większe odchylenia między średnicą większą i mniejszą będą powodować
trudności w montażu łączników.
Wymiar „A” – wymiar „A” czyli odległość od końca rury do rowka określa obszar osadzenia uszczelki.
Aby zapewnić całkowitą szczelność uszczelnienia, ten obszar między rowkiem a końcem rury musi
ogólnie być wolny od wgnieceń, rozprysków, nieprawidłowości spoiny spawanej i śladów rolki. Należy
usunąć z niego wszystkie oleje, smary, nieprzylegającą farbę, rdzę, kamień kotłowy, zanieczyszczenia
i opiłki po cięciu.

IW100POL_7
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
WYJAŚNIENIE KRYTYCZNYCH SPECYFIKACJI
ROWKA WALCOWANEGO AGS CIĄG DALSZY
Wymiar „B” – wymiar „B”, czyli szerokość rowka kontroluje rozciąganie, ściskanie i ugięcie kątowe
łączników elastycznych poprzez odległość od rury i szerokość w odniesieniu do szerokości „klina”
obudowy połączenia. Dno rowka musi być wolne od nieprzylegającej farby, rdzy, kamienia kotłowego,
zanieczyszczeń i opiłków po cięciu, które mogą zakłócać prawidłowy montaż łącznika. Szerokość rowka
– wymiar „B” – uzyskuje się za pomocą prawidłowo utrzymanych narzędzi Victaulic wyposażonych w
zestawy rolek AGS firmy Victaulic.
Wymiar „C” – wymiar „C” to średnica mierzona na dnie rowka, W celu prawidłowego dopasowania
łącznika wymiar ten musi mieścić się w zakresie tolerancji i być współosiowy względem średnicy
zewnętrznej (OD). Rowek musi mieć stałą głębokość na całym obwodzie rury.
Wymiar „D” – wymiar „D” oznacza normalną głębokość rowka i stanowi odniesienie jedynie dla „rowka
próbnego”. Zmiany średnicy zewnętrznej rury będą wpływały na ten wymiar, w związku z czym, w
razie konieczności potrzebna będzie zmiana średnicy, aby utrzymać wymiar „C” w granicach tolerancji.
Wymiar rowka musi być zgodny z określonym powyżej wymiarem „C”,
wymiar „F” (tylko rowek walcowany) – maksymalna dopuszczalna średnica rozszerzenia końca
rury mierzona na samym końcu rury. UWAGA: Dotyczy to wartości średniej (taśma do mierzenia rur)
i odczytu punktów pojedynczych.
Nominalna grubość ścianki – jest to nominalna dopuszczalna grubość ścianki odpowiednia dla
rowków walcowanych. Rurę o grubości ścianki mniejszej niż nominalna można dostosować do
łączników Victaulic AGS za pomocą adapterów AGS Vic-Ring. Adaptery AGS Vic-Ring można stosować w
następujących sytuacjach (aby uzyskać szczegóły, skontaktować się z firmą Victaulic):
•
gdy rura ma nominalną grubość ścianki mniejszą niż nominalna dopuszczalna grubość
dla rowków walcowanych
•
gdy zewnętrzna średnica rury jest zbyt duża do walcowania rowków,
•
gdy rura jest wykorzystywana w celu umożliwiania przepływu czynników ściernych.
W przypadku wad rur, które nie zostały wymienione w tej sekcji, należy odnieść się do tolerancji API-5L
dla końców rur. W przypadku wartości określonych jako „po uzgodnieniu” należy zastosować wartości
podane dla kolejnej gamy mniejszych produktów lub w stosunku D/T.
UWAGA
Powłoki nakładane na wewnętrzne powierzchnie wymienionych w niniejszym
dokumencie łączników Victaulic AGS nie powinny przekraczać 0.010 cala/0,25 mm.
Powyższe dotyczy również powierzchni współpracujących obejm skręcanych.
Grubość powłoki nakładanej na powierzchnię styku uszczelki i wewnątrz rowka
AGS na zewnętrznej powierzchni rury lub adaptera AGS Vic-Ring nie powinna
przekraczać 0.010 cala/0,25 mm. Grubość powłoki rury wpływa na specyfikacje
rowka podane na kolejnych stronach. Należy przewidzieć następujące naddatki:
•
średnica zewnętrzna rury, gniazdo uszczelki „A”, średnica rowka „C”,
maksymalna dopuszczalna grubość ścianki „T” i maksymalna dopuszczalna
średnica rozszerzenia końca rury „F” ulegną ZWIĘKSZENIU o 0.020 cala/0,50 mm,
•
szerokość rowka „B” ulegnie ZMNIEJSZENIU o 0.020 cala/0,50 mm.

IW100POL_8
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
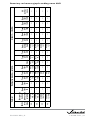
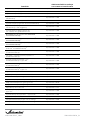
SPECYFIKACJE ROWKA WALCOWANEGO AGS
Specyfikacje rowków walcowanych AGS dla rur ze stali węglowej i stali nierdzewnej (zgodnie z normami EN 10217, ASTM A-53,
ASTM A-312 lub API 5L)
Nominalny
rozmiar
cale
DN
cale/milimetry
Średnica zewnętrzna rury Nominalna grubość ścianki dla
rowkowania Gniazdo uszczelki „A”
Szerokość
rowka „B”
Średnica rowka „C” Maks.
dop.
śred.
rozszerz.
na końcu
rury
„F”Rzeczywista Maks. Min. Stal
węglowa
Stal nierdzewna
(masa niższa niż
standardowa) Podst. Maks. Min. Maks. Min.
14
DN350
14.000 14.093 13.969 0.220 - 0.750 0.188 1.500 1.531 1.437 0.455 13.500 13.455 14.23
355,6 358,0 354,8 5,6 - 19,1 4,8 38,1 38,9 36,5 11,6 342,9 341,8 361,4
14.843 14.937 14.812 0.217 - 0.750 –1.500 1.531 1.437 0.455 14.343 14.298 15.07
377,0 379,4 376,2 5,5 - 19,1 –38,1 38,9 36,5 11,6 364,3 363,2 382,8
16
DN400
16.000 16.093 15.969 0.250 - 0.750 0.188 1.500 1.531 1.437 0.455 15.500 15.455 16.23
406,4 408,8 405,6 6,4 - 19,1 4,8 38,1 38,9 36,5 11,6 393,7 392,6 412,2
16.772 16.866 16.741 0.256 - 0.750 –1.500 1.531 1.437 0.455 16.272 16.227 17.00
426,0 428,4 425,2 6,5 - 19,1 –38,1 38,9 36,5 11,6 413,3 412,2 431,8
18
DN450
18.000 18.093 17.969 0.250 - 0.750 0.188 1.500 1.531 1.437 0.455 17.500 17.455 18.23
457,2 459,6 456,4 6,4 - 19,1 4,8 38,1 38,9 36,5 11,6 444,5 443,4 463,0
18.898 18.992 18.867 0.256 - 0.750 –1.500 1.531 1.437 0.455 18.398 18.353 19.13
480,0 482,4 479,2 6,5 - 19,1 –38,1 38,9 36,5 11,6 467,3 466,2 485,9
20
DN500
20.000 20.093 19.969 0.250 - 0.750 0.218 1.500 1.531 1.437 0.455 19.500 19.455 20.23
508,0 510,4 507,2 6,4 - 19,1 5,5 38,1 38,9 36,5 11,6 495,3 494,2 513,8
20.866 20.960 20.835 0.256 - 0.750 –1.500 1.531 1.437 0.455 20.366 20.321 21.09
530,0 532,4 529,2 6,5 - 19,1 –38,1 38,9 36,5 11,6 517,3 516,2 535,7
22
DN550
22.000 22.093 21.969 0.250 - 0.750 0.218 1.500 1.531 1.437 0.455 21.500 21.455 22.23
558,8 561,2 558,0 6,4 - 19,1 5,5 38,1 38,9 36,5 11,6 546,1 545,0 564,6
24
DN600
24.000 24.093 23.969 0.250 - 0.750 0.218 1.500 1.531 1.437 0.455 23.500 23.455 24.23
609,6 612,0 608,8 6,4 - 19,1 5,5 38,1 38,9 36,5 11,6 596,9 595,8 615,4

IW100POL_9
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
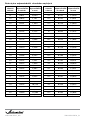
SPECYFIKACJE ROWKA WALCOWANEGO AGS
Specyfikacje rowków walcowanych AGS dla rur ze stali węglowej i stali nierdzewnej (zgodnie z normami EN 10217, ASTM A-53,
ASTM A-312 lub API 5L)
Nominalny
rozmiar
cale
DN
cale/milimetry
Średnica zewnętrzna rury Nominalna grubość ścianki
dla rowkowania Gniazdo uszczelki „A”
Szerokość
rowka „B”
Średnica rowka „C”
Maks.
dop.
śred.
rozszerz.
na końcu
rury
„F”Rzeczywista Maks. Min. Stal
węglowa
Stal nierdzewna
(masa niższa niż
standardowa) Podst. Maks. Min. Maks. Min.
24.803 24.897 24.772 0.256 - 0.750 – 1.500 1.531 1.437 0.455 24.303 24.258 25.03
630,0 632,4 629,2 6,5 - 19,1 – 38,1 38,9 36,5 11,6 617,3 616,2 635,8
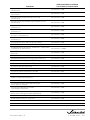
26
DN650
26.000 26.063 25.937 0.313 - 0.750 – 1.750 1.781 1.687 0.535 25.430 25.370 26.30
660,4 662,0 658,8 8,0 - 19,1 – 44,5 45,2 42,8 13,6 645,9 644,4 668,0
28
DN700
28.000 28.063 27.937 0.313 - 0.750 – 1.750 1.781 1.687 0.535 27.430 27.370 28.30
711,2 712,8 709,6 8,0 - 19,1 – 44,5 45,2 42,8 13,6 696,7 695,2 718,8
28.346 28.409 28.283 0.313 - 0.750 – 1.750 1.781 1.687 0.535 27.776 27.716 28.65
720,0 721,6 718,4 8,0 - 19,1 – 44,5 45,2 42,8 13,6 705,5 704,0 727,6
30
DN750
30.000 30.063 29.937 0.313 - 0.750 – 1.750 1.781 1.687 0.535 29.430 29.370 30.30
762,0 763,6 760,4 8,0 - 19,1 – 44,5 45,2 42,8 13,6 747,5 746,0 769,6
32
DN800
32.000 32.063 31.937 0.313 - 0.750 – 1.750 1.781 1.687 0.535 31.430 31.370 32.30
812,8 814,4 811,2 8,0 - 19,1 – 44,5 45,2 42,8 13,6 798,3 796,8 820,4
32.283 32.346 32.220 0.313 - 0.750 – 1.750 1.781 1.687 0.535 31.713 31.653 32.58
820,0 821,6 818,4 8,0 - 19,1 – 44,5 45,2 42,8 13,6 805,5 804,0 827,6
34
DN850
34.000 34.063 33.937 0.313 - 0.750 – 1.750 1.781 1.687 0.535 33.430 33.370 34.30
863,6 865,2 862,0 8,0 - 19,1 – 44,5 45,2 42,8 13,6 849,1 847,6 871,2
36
DN900
36.000 36.063 35.937 0.313 - 0.750 – 1.750 1.781 1.687 0.535 35.430 35.370 36.30
914,4 916,0 912,8 8,0 - 19,1 – 44,5 45,2 42,8 13,6 899,9 898,4 922,0
36.220 36.283 36.157 0.313 - 0.750 – 1.750 1.781 1.687 0.535 35.650 35.590 36.52
920,0 921,6 918,4 8,0 - 19,1 – 44,5 45,2 42,8 13,6 905,5 904,0 927,6

IW100POL_10
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
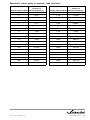
SPECYFIKACJE ROWKA WALCOWANEGO AGS
Specyfikacje rowków walcowanych AGS dla rur ze stali węglowej i stali nierdzewnej (zgodnie z normami EN 10217, ASTM A-53,
ASTM A-312 lub API 5L)
Nominalny
rozmiar
cale
DN
cale/milimetry
Średnica zewnętrzna rury Nominalna grubość ścianki dla
rowkowania Gniazdo uszczelki „A”
Szerokość
rowka „B”
Średnica rowka „C” Maks.
dop.
śred.
rozszerz.
na końcu
rury
„F”Rzeczywista Maks. Min. Stal
węglowa
Stal nierdzewna
(masa niższa niż
standardowa) Podst. Maks. Min. Maks. Min.
38
DN950
38.000 38.063 37.937 0.313 - 0.750 –1.750 1.781 1.687 0.535 37.430 37.370 38.30
965,2 966,8 963,6 8,0 - 19,1 –44,5 45,2 42,8 13,6 950,7 949,2 972,8
40
DN1000
40.000 40.063 39.937 0.313 - 0.750 –2.000 2.031 1.937 0.562 39.375 39.315 40.30
1016,0 1017,6 1014,4 8,0 - 19,1 –50,8 51,6 49,2 14,3 1000,1 998,6 1023,6
42
DN1050
42.000 42.063 41.937 0.313 - 0.750 –2.000 2.031 1.937 0.562 41.375 41.315 42.30
1066,8 1068,4 1065,2 8,0 - 19,1 –50,8 51,6 49,2 14,3 1050,9 1049,4 1074,4
44
DN1100
44.000 44.063 43.937 0.313 - 0.750 –2.000 2.031 1.937 0.562 43.375 43.315 44.30
1117,6 1119,2 1116,0 8,0 - 19,1 –50,8 51,6 49,2 14,3 1101,7 1100,2 1125,2
46
DN1150
46.000 46.063 45.937 0.313 - 0.750 –2.000 2.031 1.937 0.562 45.375 45.315 46.30
1168,4 1170,0 1166,8 8,0 - 19,1 –50,8 51,6 49,2 14,3 1152,5 1151,0 1176,0
48
DN1200
48.000 48.063 47.937 0.313 - 0.750 –2.000 2.031 1.937 0.562 47.375 47.315 48.30
1219,2 1220,8 1217,6 8,0 - 19,1 –50,8 51,6 49,2 14,3 1203,3 1201,8 1226,8
50
DN1250
50.000 50.063 49.937 0.313 - 0.750 –2.000 2.031 1.937 0.562 49.375 49.315 50.30
1270,0 1271,6 1268,4 8,0 - 19,1 –50,8 51,6 49,2 14,3 1254,1 1252,6 1277,6
52
DN1300
52.000 52.063 51.937 0.375 - 0.750 –2.500 2.531 2.437 0.562 51.430 51.370 52.30
1320,8 1322,4 1319,2 9,5 - 19,1 –63,5 64,3 61,9 14,3 1306,3 1304,8 1328,4
54
DN1350
54.000 54.063 53.937 0.375 - 0.750 –2.500 2.531 2.437 0.562 53.430 53.370 54.30
1371,6 1373,2 1370,0 9,5 - 19,1 –63,5 64,3 61,9 14,3 1357,1 1355,6 1379,2
56
DN1400
56.000 56.063 55.937 0.375 - 0.750 – 2.500 2.531 2.437 0.562 55.430 55.370 56.30
1422,4 1424,0 1420,8 9,5 - 19,1 – 63,5 64,3 61,9 14,3 1407,9 1406,4 1430,0

I W100 PO L _11
PRZYGOTOWANIE RUR I SPECYFIKACJE
ROWKOWANIA REV_D
SPECYFIKACJE ROWKA WALCOWANEGO AGS
Specyfikacje rowków walcowanych AGS dla rur ze stali węglowej i stali nierdzewnej (zgodnie z normami EN 10217, ASTM A-53,
ASTM A-312 lub API 5L)
Nominalny
rozmiar
cale
DN
cale/milimetry
Średnica zewnętrzna rury Nominalna grubość ścianki dla
rowkowania Gniazdo uszczelki „A”
Szerokość
rowka „B”
Średnica rowka „C” Maks.
dop.
śred.
rozszerz.
na końcu
rury
„F”Rzeczywista Maks. Min. Stal
węglowa
Stal nierdzewna
(masa niższa niż
standardowa) Podst. Maks. Min. Maks. Min.
58
DN1450
58.000 58.063 57.937 0.375 - 0.750 –2.500 2.531 2.437 0.562 57.430 57.370 58.30
1473,2 1474,8 1471,6 9,5 - 19,1 –63,5 64,3 61,9 14,3 1458,7 1457,2 1480,8
60
DN1500
60.000 60.063 59.937 0.375 - 0.750 –2.500 2.531 2.437 0.562 59.430 59.370 60.30
1524,0 1525,6 1522,4 9,5 - 19,1 –63,5 64,3 61,9 14,3 1509,5 1508,0 1531,6
62
DN1550
62.000 62.063 61.937 0.375 - 0.750 –2.500 2.531 2.437 0.562 61.430 61.370 62.30
1574,8 1576,4 1573,2 9,5 - 19,1 –63,5 64,3 61,9 14,3 1560,3 1558,8 1582,4
64
DN1600
64.000 64.063 63.937 0.500 - 0.750 –2.500 2.531 2.437 0.562 63.430 63.370 64.30
1625,6 1627,2 1624,0 12,7 - 19,1 –63,5 64,3 61,9 14,3 1611,1 1609,6 1633,2
66
DN1650
66.000 66.063 65.937 0.500 - 0.750 –2.500 2.531 2.437 0.562 65.430 65.370 66.30
1676,4 1678,0 1674,8 12,7 - 19,1 –63,5 64,3 61,9 14,3 1661,9 1660,4 1684,0
68
DN1700
68.000 68.063 67.937 0.500 - 0.750 –2.500 2.531 2.437 0.562 67.430 67.370 68.30
1727,2 1728,8 1725,6 12,7 - 19,1 –63,5 64,3 61,9 14,3 1712,7 1711,2 1734,8
70
DN1750
70.000 70.063 69.937 0.500 - 0.750 –2.500 2.531 2.437 0.562 69.430 69.370 70.30
1778,0 1779,6 1776,4 12,7 - 19,1 –63,5 64,3 61,9 14,3 1763,5 1762,0 1785,6
72
DN1800
72.000 72.063 71.937 0.500 - 0.750 –2.500 2.531 2.437 0.562 71.430 71.370 72.30
1828,8 1830,4 1827,2 12,7 - 19,1 –63,5 64,3 61,9 14,3 1814,3 1812,8 1836,4

IW100POL _12
Strona celowo pozostawiona pusta
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156




























































































































































Victaulic Advanced Groove System Installation Handbook
- Typ
- Installation Handbook
Powiązane artykuły
Inne dokumenty
-
Fibaro FGWPE-102 | FGWPF-102 Instrukcja obsługi
-
Fibaro FGBS-001 Instrukcja obsługi
-
Fibaro FGFS-101 Instrukcja obsługi
-
Fibaro FGSD-002 Instrukcja obsługi
-
Fibaro FGMS-001 Instrukcja obsługi
-
Fibaro FGRGBWM-441 Instrukcja obsługi
-
Fibaro FGB-002 Instrukcja instalacji
-
Fibaro FGKF-601 Short Manual
-
Fibaro FGD-212 Instrukcja obsługi
-
Fibaro FGBHFS-101 Short Manual