
Caddy®
Instrukcją obsługi
0440 001 101 PL 20210423
Valid for: from serial no. 115-xxx-xxxx
Mig C200i


SPIS TREŚCI
0440 001 101 © ESAB AB 2021
1
BEZPIECZEŃSTWO
....................................................................................
4
1.1 Znaczenie symboli
.................................................................................
4
1.2 Zalecenia dotyczące bezpieczeństwa
..................................................
4
2
WPROWADZENIE
.......................................................................................
8
2.1 Wyposażenie
...........................................................................................
8
3
DANE TECHNICZNE
...................................................................................
9
4
INSTALACJA
...............................................................................................
11
4.1 Instrukcja podnoszenia
..........................................................................
11
4.2 Lokalizacja
..............................................................................................
11
4.3 Zasilanie sieciowe
..................................................................................
11
5
EKSPLOATACJA
.........................................................................................
13
5.1 Przyłącza i sterowanie
...........................................................................
14
5.2 Operacja
..................................................................................................
14
5.2.1 Tryb ręczny........................................................................................... 15
5.2.2 Tryb QSet ............................................................................................. 15
5.2.3 Jednostka miary ................................................................................... 16
5.3 Kody błędów
...........................................................................................
16
5.4 Ustawienia indukcyjności (Fe/SS)
........................................................
17
5.5 Zmiana biegunowości
............................................................................
17
5.6 Dociskanie podawanego drutu
.............................................................
18
5.7 Wymiana i wprowadzanie drutu
............................................................
18
5.7.1 Zmiana rowka rolki prowadzącej .......................................................... 19
5.8 Gaz osłonowy
.........................................................................................
19
5.9 Zabezpieczenie przed przegrzaniem
....................................................
19
6
KONSERWACJA
.........................................................................................
20
6.1 Kontrola i czyszczenie
...........................................................................
20
6.2 Wymiana prowadnika drutu
...................................................................
20
7
ROZWIĄZYWANIE PROBLEMÓW
.............................................................
21
8
ZAMAWIANIE CZĘŚCI ZAMIENNYCH
.......................................................
22
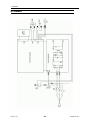
SCHEMAT
............................................................................................................
23
NUMERY ZAMÓWIENIOWE
...............................................................................
24
CZĘŚCI EKSPLOATACYJNE
..............................................................................
25
ACCESSORIES
...................................................................................................
26
Dane techniczne mogą ulec zmianie bez uprzedzenia.

1 BEZPIECZEŃSTWO
0440 001 101
- 4 -
© ESAB AB 2021
1 BEZPIECZEŃSTWO
1.1 Znaczenie symboli
Użyte w dalszej części niniejszej instrukcji oznaczają: Uwaga! Należy mieć się na
baczności!
NIEBEZPIECZEŃSTWO!
Oznacza bezpośrednie zagrożenia, które, jeśli nie uda się ich uniknąć, będą
skutkować odniesieniem bezpośrednich, poważnych obrażeń ciała lub
śmiercią.
OSTRZEŻENIE!
Oznacza potencjalne zagrożenia, które mogą skutkować odniesieniem
obrażeń ciała lub śmiercią.
PRZESTROGA!
Oznacza zagrożenia, które mogą skutkować odniesieniem niewielkich
obrażeń ciała.
OSTRZEŻENIE!
Przed użyciem należy przeczytać ze zrozumieniem
instrukcję obsługi, wszystkie oznaczenia, przepisy BHP
oraz karty charakterystyki (SDS).
1.2 Zalecenia dotyczące bezpieczeństwa
Użytkownicy urządzeń firmy ESAB ponoszą odpowiedzialność za stosowanie odpowiednich
środków ostrożności przez osoby używające lub znajdujące się w pobliżu tych urządzeń.
Środki ostrożności muszą spełniać wymagania stawiane tego rodzaju urządzeniom
spawalniczym. Poza standardowymi przepisami dotyczącymi miejsca pracy należy
przestrzegać następujących zaleceń.
Wszelkie prace powinny być wykonywane przez przeszkolony personel, dobrze znający
zasady działania urządzenia. Nieprawidłowa obsługa urządzenia może prowadzić do sytuacji
niebezpiecznych, a w rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa urządzenia, powinien znać:
○ zasady jego obsługi
○ lokalizację wyłączników awaryjnych
○ jego działanie
○ odpowiednie środki ostrożności
○ zasady spawania i cięcia lub innego typu eksploatacji urządzenia
2. Operator powinien dopilnować, aby:
○ w momencie uruchamiania urządzenia w jego pobliżu nie było żadnych osób
nieupoważnionych
○ w chwili zajarzania łuku lub rozpoczęcia prac przy użyciu urządzenia wszystkie
osoby były odpowiednio zabezpieczone
3. Miejsce pracy powinno być:
○ odpowiednie do określonego celu
○ wolne od przeciągów

1 BEZPIECZEŃSTWO
0440 001 101
- 5 -
© ESAB AB 2021
4. Sprzęt ochrony osobistej:
○ Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary
ochronne, odzież ognioodporna, rękawice ochronne
○ Nie należy nosić żadnych luźnych elementów odzieży, takich jak szaliki,
bransolety, pierścionki itp., które mogłyby o coś zahaczyć lub spowodować
poparzenie
5. Ogólne środki ostrożności:
○ Upewnić się, że przewód masowy jest podłączony prawidłowo
○ Prace na urządzeniach wysokiego napięcia mogą być wykonywane wyłącznie
przez wykwalifikowanego elektryka
○ Odpowiedni sprzęt gaśniczy musi być wyraźnie oznaczony i znajdować się w
pobliżu.
○ W trakcie pracy urządzenia nie wolno przeprowadzać jego smarowania ani
konserwacji
OSTRZEŻENIE!
Spawanie i cięcie łukowe może stwarzać zagrożenie dla operatora i innych osób.
Podczas spawania lub cięcia należy stosować odpowiednie środki ostrożności.
PORAŻENIE PRĄDEM ELEKTRYCZNYM — może skutkować śmiercią
• Przeprowadzić montaż i uziemienie urządzenia spawalniczego zgodnie z
instrukcją obsługi.
• Nie dotykać elementów pod napięciem ani elektrod odsłoniętą skórą, w
mokrych rękawicach lub w mokrej odzieży.
• Odizolować się od obrabianego przedmiotu i ziemi.
• Upewnić się, że stanowisko pracy jest bezpieczne
POLA ELEKTRYCZNE I MAGNETYCZNE — mogą być szkodliwe dla
zdrowia
• Spawacze z wszczepionymi rozrusznikami serca powinni przed
rozpoczęciem spawania zasięgnąć opinii lekarza. Pole
elektromagnetyczne może zakłócać pracę niektórych rozruszników.
• Narażenie na działanie pola elektromagnetycznego może też mieć inne
skutki zdrowotne, które są nieznane.
• Spawacze powinni stosować się do następujących procedur, aby
ograniczyć skutki narażenia na działanie pola elektromagnetycznego:
○ Poprowadzić elektrodę i przewody robocze po tej samej stronie ciała.
Jeśli to możliwe, zabezpieczyć je taśmą klejącą. Nie stawać miedzy
uchwytem przewodem spawalniczym a roboczym. W żadnym
wypadku nie owijać przewodu spawalniczego ani roboczego wokół
ciała. Ustawić źródło zasilania i przewody jak najdalej od ciała.
○ Przewód roboczy podłączać do przedmiotu obrabianego możliwie
najbliżej obszaru spawania.
GAZY I OPARY — mogą być szkodliwe dla zdrowia
• Trzymaj głowę z dala od oparów.
• Stosować wentylację, odprowadzanie przy łuku lub obydwa
zabezpieczenia, usuwając opary i gazy ze strefy oddychania i miejsca
pracy.

1 BEZPIECZEŃSTWO
0440 001 101
- 6 -
© ESAB AB 2021
PROMIENIOWANIE ŁUKU – Może powodować obrażenia oczu i poparzenia
skóry
• Chronić oczy i ciało. Stosować odpowiednią maskę spawalniczą i szkła
filtrujące oraz nosić odzież ochronną.
• Chroń osoby znajdujące się w pobliżu, stosując odpowiednie ekrany lub
zasłony.
HAŁAS — nadmierny hałas może uszkodzić słuch
Chronić uszy. Stosować słuchawki wyciszające lub inne zabezpieczenie.
CZĘŚCI RUCHOME — mogą powodować obrażenia ciała
• Wszystkie drzwi, panele i pokrywy powinny być zamknięte i bezpiecznie
zamocowane. Tylko wykwalifikowani pracownicy powinni zdejmować
osłony w przypadku konieczności wykonania konserwacji i usunięcia
usterek. Po zakończeniu serwisowania i przed uruchomieniem silnika
należy zamontować panele lub pokrywy i zamknąć drzwi.
• Zatrzymać silnik przed montażem lub podłączeniem urządzenia.
• Nigdy nie zbliżać rąk, włosów, luźnej odzieży ani narzędzi do ruchomych
części.
ZAGROŻENIE POŻAREM
• Iskry (rozpryski) mogą spowodować pożar. Upewnić się, że w pobliżu nie
ma materiałów łatwopalnych.
• Nie używać na zamkniętych pojemnikach.
WADLIWE DZIAŁANIE — w razie nieprawidłowego działania poprosić o pomoc
fachowca.
CHROŃ SIEBIE I INNYCH!
PRZESTROGA!
Niniejszy produkt jest przeznaczony wyłącznie do spawania łukowego.
OSTRZEŻENIE!
Nie używaj źródła prądu do rozmrażania zamarzniętych rur.
PRZESTROGA!
Urządzenia klasy A nie są przeznaczone do użytku w
budynkach, gdzie zasilanie elektryczne pochodzi z
publicznego niskonapięciowego układu zasilania. Ze
względu na przewodzone i emitowane zakłócenia, w
takich lokalizacjach mogą występować potencjalne
trudności w zapewnieniu kompatybilności
elektromagnetycznej urządzeń klasy A.

1 BEZPIECZEŃSTWO
0440 001 101
- 7 -
© ESAB AB 2021
UWAGA!
Zużyty sprzęt elektroniczny należy przekazać do
zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2012/19/WE w sprawie
zużytego sprzętu elektrycznego i elektronicznego
(WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne
i/lub elektroniczne należy przekazywać do zakładu
utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, operator ma
obowiązek uzyskać informacje o odpowiednich
punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy
ESAB.
ESAB oferuje asortyment akcesoriów spawalniczych i sprzęt ochrony osobistej. Aby
uzyskać informacje na temat składania zamówień, należy skontaktować się z lokalnym
dealerem ESAB lub odwiedzić naszą stronę internetową.

2 WPROWADZENIE
0440 001 101
- 8 -
© ESAB AB 2021
2 WPROWADZENIE
Mig C200i to przenośne źródło prądu spawania o kompaktowej konstrukcji, przeznaczone do
spawania MIG/MAG.
Możliwe jest przełączanie między spawaniem drutem litym/ z gazem osłonowym oraz
spawaniem drutem rdzeniowym samoosłonowym bez gazu.
Źródło prądu obsługuje druty o średnicy od Ø0,6 do Ø1,0 mm. Jako gazy osłonowe można
stosować czysty argon, gaz mieszany lub czysty CO
2
.
2.1 Wyposażenie
Wraz ze źródłem prądu są dostarczane:
• Instrukcją obsługi
•
Uchwyt spawalniczy MXL
TM
180 (3 m, stały)
• Kabel powrotny z zaciskiem (3 m, stały)
• Kabel sieciowy (3 m, stały, z wtyczką)
• Pas naramienny (patrz część „Instrukcje podnoszenia” w rozdziale „INSTALACJA”).
• Przewód gazowy z szybkozłączem (4,5 m)
Akcesoria firmy ESAB do tego produktu zostały opisane w rozdziale „AKCESORIA”
niniejszej instrukcji.

3 DANE TECHNICZNE
0440 001 101
- 9 -
© ESAB AB 2021
3 DANE TECHNICZNE
Mig C200i
Napięcie sieciowe 230 V, 1 ~ 50/60 Hz
Obciążenie dopuszczalne przy:
25% cyklu pracy 180 A
60% cyklu pracy 120 A
100% cyklu pracy 100 A
Zakres ustawień 30–200 A
Napięcie jałowe 60 V
Moc stanu jałowego 15 W
Sprawność przy prądzie maksymalnym 82%
Współczynnik mocy przy prądzie
maksymalnym
0,99
Szybkość podawania drutu 2,0-12,0 m/min
Średnica drutu:
Fe Ø 0,6–1,0
Drut rdzeniowy Ø 0,8–1,0
Ss Ø 0,8–1,0
Al Ø 1,0
Maks. średnica szpuli drutu Ø200 mm
Stałe ciśnienie akustyczne bez obciążenia < 70 db
Wymiary d × s × w 449 × 198 × 347 mm
Waga 12 kg
Temperatura pracy Od -10 do +40°C
Temperatura transportu Od -20 do +55°C
Stopień ochrony IP 23C
Klasa zastosowania
Uchwyt spawalniczy MXL 180
Chłodzenie Powietrze/ gaz osłonowy
Dopuszczalne obciążenie przy cyklu pracy 20%:
Dwutlenek węgla CO
2
200 A
Gaz mieszany Ar/CO
2
180 A
Drut samoosłonowy 120 A
Dopuszczalne obciążenie przy cyklu pracy 35%:
Dwutlenek węgla CO
2
180 A
Gaz mieszany Ar/CO
2
150 A
Drut samoosłonowy 100 A
Zalecany przepływ gazu 8–15 l/min
Średnica drutu 0,6-1,0 mm
Waga 1,32 kg

3 DANE TECHNICZNE
0440 001 101
- 10 -
© ESAB AB 2021
Uchwyt spawalniczy MXL 180
Długość zespołu kabla 3,0 m
Standardowy kabel sterowania 2-biegunowy
Cykl pracy
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można
spawać lub ciąć przy określonym obciążeniu, nie powodując przeciążenia. Cykl pracy
obowiązuje dla temperatury 40°C/104°F lub niższej.
Stopień ochrony
Kod IP określa stopień ochrony zapewnianej przez obudowę przed wnikaniem ciał stałych
lub szkodliwymi skutkami wnikania wody.
Urządzenie oznaczone kodem IP23C jest przeznaczone do użytku w pomieszczeniach i na
zewnątrz.
Klasa zastosowania
Symbol informuje, że źródło prądu jest przeznaczone do użytku w miejscach o
zwiększonym zagrożeniu elektrycznym.

4 INSTALACJA
0440 001 101
- 11 -
© ESAB AB 2021
4 INSTALACJA
Montaż powinien zostać wykonany przez fachowca.
UWAGA!
Wymagania dotyczące zasilania sieciowego
Z powodu poboru prądu pierwotnego z zasilania sieciowego, urządzenia o dużej
mocy wpływają na jakość zasilania sieci energetycznej. Dlatego niektóre typy
urządzeń (patrz rozdział „DANE TECHNICZNE”) mogą podlegać ograniczeniom lub
warunkom przyłącza w zakresie dopuszczalnej impedancji sieci zasilającej lub
wymaganej minimalnej wydajności zasilania w punkcie podłączenia do sieci
publicznej. W takich przypadkach, monter lub użytkownik urządzenia powinien
sprawdzić, czy można je podłączyć, kontaktując się w razie potrzeby z operatorem
sieci rozdzielczej.
4.1 Instrukcja podnoszenia
Źródło prądu należy podnosić za uchwyt lub za dostarczony z nim pasek na ramię. Pasek
mocuje się w sposób pokazany na poniższym rysunku.
4.2 Lokalizacja
Źródło prądu spawania należy tak ustawić, aby wloty i wyloty powietrza chłodzącego nie były
zablokowane.
4.3 Zasilanie sieciowe
Sprawdzić, czy urządzenie zostało podłączone do zasilania sieciowego o odpowiednim
napięciu oraz czy jest zabezpieczone przez bezpiecznik odpowiedniej mocy. Należy
podłączyć przewód uziemienia ochronnego zgodnie z przepisami.

4 INSTALACJA
0440 001 101
- 12 -
© ESAB AB 2021
Tabliczka znamionowa z danymi dotyczącymi podłączania
zasilania
Zalecane bezpieczniki i minimalny przekrój przewodów
Mig C200i
Napięcie sieciowe
Przekrój przewodu
zasilającego, mm
2
Prąd fazowy, I
eff
Bezpiecznik zwłoczny
230 V ±15%, 1~, 50/60 Hz
3G 1,5 mm
2
10 A
16 A
UWAGA!
Przekrój przewodów sieciowych i wielkości bezpieczników podane powyżej są zgodne
z przepisami szwedzkimi. Dla innych regionów kable zasilające muszą być
odpowiednie do zastosowania i zgodne z przepisami lokalnymi i krajowymi.
Przedłużacz
W razie potrzeby zalecane jest użycie przedłużacza 3G 2,5 mm
2
o długości maksymalnej 50
m.
Zasilanie z agregatów prądotwórczych
Źródło prądu może być zasilane przez różnego typu agregaty. Jednak niektóre z nich mogą
nie zapewniać dostatecznej mocy dla spawania. Jako zasilanie źródła prądu w zakresie jego
pełnej mocy zalecane są agregaty z automatyczną regulacją napięcia (AVR), jej
odpowiednikiem lub lepszą formą regulacji o mocy znamionowej 5,5–6,5 kW.
Można również stosować agregaty o niższej mocy znamionowej, począwszy od 3,0 kW, choć
w takim przypadku należy odpowiednio ograniczyć ustawienia. Źródło prądu posiada
zabezpieczenie podnapięciowe. Jeśli moc dostarczana przez agregat będzie
niewystarczająca, spawanie zostanie przerwane. Zwłaszcza rozpoczęcie spawania mogłoby
zostać zakłócone. W razie zakłócenia procesu spawania należy zmienić jego parametry lub
użyć mocniejszego agregatu.

5 EKSPLOATACJA
0440 001 101
- 13 -
© ESAB AB 2021
5 EKSPLOATACJA
Ogólne wskazówki bezpieczeństwa dotyczące obsługi urządzenia znajdują się w
rozdziale „BEZPIECZEŃSTWO” w niniejszej instrukcji. Należy je przeczytać przed
rozpoczęciem korzystania z urządzenia!
UWAGA!
Przesuwając urządzenie, należy korzystać z odpowiedniego uchwytu. Nie wolno
ciągnąć za uchwyt spawalniczy.
OSTRZEŻENIE!
Wirujące części mogą spowodować obrażenia – należy
zachować maksymalną ostrożność.
OSTRZEŻENIE!
Podczas pracy panele boczne powinny być zamknięte.
OSTRZEŻENIE!
Ryzyko zmiażdżenia podczas wymiany szpuli z drutem! Nie używać rękawic
ochronnych podczas wkładania drutu spawalniczego między rolki podające.
OSTRZEŻENIE!
Zablokować szpulę, aby zapobiec
zsuwaniu się jej z piasty.

5 EKSPLOATACJA
0440 001 101
- 14 -
© ESAB AB 2021
5.1 Przyłącza i sterowanie
1. Przełącznik zasilania sieciowego 4. Przewód masowy
2. Wyświetlacz 5. Przewód sieciowy
3. Uchwyt spawalniczy 6. Podłączenie gazu
5.2 Operacja
Źródło prądu nie jest zasilane natychmiast po włączeniu przełącznika zasilania sieciowego
(1). Po około 2 s na wyświetlaczu(2) pojawi się informacja, że źródło prądu jest gotowe do
pracy.
Jeśli spust uchwytu spawalniczego będzie wciśnięty w czasie włączania źródła prądu,
działanie zostanie zablokowane do czasu zwolnienia spustu.
Kabel powrotny (4) musi być solidnie podłączony do przedmiotu obrabianego lub do stołu
spawalniczego.
Panel boczny przykrywający podajnik drutu musi zostać zamknięty przed rozpoczęciem
spawania.
Źródło prądu zostaje natychmiast wyłączone za pomocą przełącznika zasilania sieciowego
(1).

5 EKSPLOATACJA
0440 001 101
- 15 -
© ESAB AB 2021
5.2.1 Tryb ręczny
A Ustawienie napięcia
B Ustawienie prędkość
podawania drutu
C Ustawienie indukcyjności
D Tryb ręczny/QSet
E Szybkość podawania drutu
F Prąd spawania
G Ustawiania napięcia
spawania
Operator powinien ustawić odpowiednie wartości prędkości podawania drutu i napięcia
spawania.
5.2.2 Tryb QSet
A Ustawienie wartości QSet
B Ustawienie dla grubości
materiału
C Wybór materiału /
ustawienie indukcyjności
D Tryb ręczny/QSet
E Szybkość podawania drutu
F Prąd spawania
G Ustawiania napięcia
spawania
H Wartość QSet
I Grubość materiału
W trybie QSet źródło prądu automatycznie ustawia odpowiednie napięcie spawania. Funkcja
QSet monitoruje łuk spawalniczy i nieustannie reguluje napięcie, aby utrzymać optymalną
wartość.
Kalibracja
Po pierwszym uruchomieniu trybu QSet oraz przy zmianie drutu spawalniczego, materiału
lub gazu osłonowego, należy pozwolić funkcji QSet na kalibrację. W tym celu wykonuje się

5 EKSPLOATACJA
0440 001 101
- 16 -
© ESAB AB 2021
spoinę próbną (min. 6 s). Należy po prostu rozpocząć spawanie i pozwolić funkcji QSet
znaleźć prawidłowe ustawienia parametrów.
Wybór materiału
Ponieważ różne materiały w różnym stopniu rozpraszają ciepło, należy wybrać odpowiednią
grupę materiałową (C), aby można było obliczyć prawidłową wartość dla danej grubości
materiału. Ustawienia dla drutu rdzeniowego wprowadza się tylko w trybie ręcznym.
Ustawienie dla grubości materiału
Do wyboru grubości materiału spawanego przedmiotu służy pokrętło regulacji grubości
materiału (B). To pokrętło ustawia prędkość podawania drutu (E). Odpowiednia wartość
napięcia jest automatycznie obliczana przez funkcję QSet. Jednocześnie zostaje
wyświetlona zalecana grubość materiału dla ustawionej prędkości podawania drutu (I).
Zalecana grubość płyty jest obliczana dla spoiny pachwinowej przy użyciu następujących
wymiarów drutu: Fe/Ss i CuSi — Ø0,8 mm, Al — Ø1,0 mm. Używając drutu o mniejszej
średnicy, należy ustawić nieco wyższą wartość dla grubości materiału, niż spawany materiał.
Natomiast w przypadku drutu o większej średnicy należy ustawić nieco niższą wartość.
Regulacja ciepła doprowadzonego
Pokrętło QSet (A) umożliwia regulację ciepła doprowadzonego w stopniach od -9 do +9,
zwiększając lub obniżając temperaturę spoiny. Wyższa wartość zapewni cieplejszą, bardziej
wklęsłą spoinę (dłuższy łuk), zwiększając penetrację. Niższa wartość będzie oznaczać
zimniejszą, bardziej wypukłą spoinę (krótszy łuk), zapobiegając przepaleniu przez przedmiot
obrabiany. Zazwyczaj wartość QSet powinna zostać ustawiona na 0, co zapewnia
odpowiednie w większości przypadków średnie ciepło doprowadzone. Ustawienie ciepła
doprowadzonego jest przedstawione za pomocą termometru, który wskazuje cieplejsze lub
zimniejsze ustawienia.
5.2.3 Jednostka miary
Ustawienie jednostki miary jest funkcją ukrytą. Wartością domyślną dla źródła prądu są mm.
Można ją zmienić na cale, wciskając przyciski (D) i (C) przez 5 s. Żądaną jednostkę miary
wybiera się za pomocą pokrętła (B).
5.3 Kody błędów
W razie wystąpienia błędu zostanie wyświetlony tylko
jego kod.
Nr błędu Opis Działanie
1 Błąd programowy
Wyłączyć urządzenie, odczekać 30 s, a następnie
włączyć urządzenie. Skontaktuj się z serwisem, jeśli
błąd dalej występuje.
2 Błąd sprzętowy
3 Błąd sprzętowy
5 Błąd programowy
4 Zabezpieczenie
termiczne
Nie wyłączaj źródła prądu, zaczekaj aż ostygnie.

5 EKSPLOATACJA
0440 001 101
- 17 -
© ESAB AB 2021
5.4 Ustawienia indukcyjności (Fe/SS)
Czasami, zwłaszcza w przypadku spawania miękkiej stali w różnych gazach, można
poprawić jakość spawania, zmieniając ustawienia indukcyjnościźródła prądu.
Funkcja indukcyjności jest standardowo ukryta, choć można ją wywołać, wciskając przycisk
(C) przez minimum 5 s. Kiedy to ustawienie jest dostępne, znikną wszystkie elementy
graficzne w prawej części wyświetlacza, a wyświetlana jest tylko wartość od 00 do 10. Ta
wartość odpowiada wartości indukcyjności. Wartość 00 oznacza, że indukcyjność jest niska,
a łuk spawalniczy jest „ostry”, natomiast 10 oznacza, że indukcyjność jest wysoka, a łuk
spawalniczy „łagodny”.
Wartość indukcyjności można ustawić pokrętłem (B). Ustawienie domyślne to 05.
Zalecenia:
• Kiedy używany jest CO
2
, zaleca się ustawienie indukcyjności niższej niż 05, na
przykład od 03 do 00
• Kiedy używana jest mieszanina Ar/CO
2
, operator powinien ustawić wyższą
indukcyjność w zakresie od 05 do 10.
Wyświetlacz powróci do standardowego stanu po 10 s od ostatniego użycia pokrętła (B) lub
naciśnięcia przycisku (C). Powrót do zwykłego trybu można przyspieszyć, ponownie
wciskając przycisk (C)przez 5 s.
5.5 Zmiana biegunowości
Zaciski +/-
Drut spawalniczy źródła prądu jest fabrycznie podłączony do bieguna dodatniego. W
przypadku niektórych drutów, np. drutów rdzeniowych samoosłonowych, zalecane jest
spawanie z biegunowością ujemną. Biegunowość ujemna oznacza, że drut jest podłączony
do bieguna ujemnego, a kabel masowy do bieguna dodatniego. Należy sprawdzić zalecaną
biegunowość dla używanego drutu spawalniczego.
Biegunowość można zmienić w następujący sposób:
1. Wyłącz źródło prądu i odłącz kabel sieciowy.
2. Otwórz panel boczny.
3. Odegnij gumowe osłony, aby uzyskać dostęp do zacisków +/-.
4. Odkręć nakrętki i usuń je wraz z podkładkami. Zapamiętaj prawidłową kolejność
zakładania podkładek.
5. Zamień kable miejscami, aby uzyskać żądaną biegunowość (patrz oznaczenie).

5 EKSPLOATACJA
0440 001 101
- 18 -
© ESAB AB 2021
6. Załóż podkładki w prawidłowej kolejności i dokręć nakrętki kluczem maszynowym.
7. Dopilnuj, aby gumowe osłony zasłaniały zaciski +/-.
5.6 Dociskanie podawanego drutu
Na początek należy sprawdzić, czy drut przesuwa się gładko przez prowadnicę. Następnie
ustawić nacisk rolek dociskowych podajnika drutu. To ważne, aby nacisk nie był zbyt duży.
Rysunek A Rysunek B
Aby sprawdzić, czy nacisk podajnika został ustawiony prawidłowo, można podać drut do
izolowanego przedmiotu, np. kawałka drewna.
Po przybliżeniu uchwytu spawalniczego na odległość ok. 5 mm do kawałka drewna (rysunek
A), rolki podajnika powinny się przesunąć.
Jeśli uchwyt spawalniczy zostanie przybliżony na odległość ok. 50 mm do kawałka drewna,
drut powinien wysunąć się i zgiąć (rysunek B).
5.7 Wymiana i wprowadzanie drutu
1. Otwórz panel boczny.
2. Załóż szpulę na piastę i zamocują ją za pomocą blokady.
3. Odłącz ramię dociskowe, odginając je na bok – rolka dociskowa odsunie się.
4. Wyprostuj 10-20 cm nowego drutu. Spiłuj zadziory i ostre krawędzie końcówki drutu
przed umieszczeniem go w podajniku.
5. Sprawdź, czy drut prawidłowo przechodzi przez rowek rolki prowadzącej do dyszy
wylotowej i prowadnika drutu.
6. Zamocuj ramię dociskowe.
7. Zamknij panel boczny.
Podawaj drut przez uchwyt spawalniczy, aż wysunie się z dyszy. Tę czynność należy
wykonywać ostrożnie, ponieważ drut jest gotowy do spawania i może dojść do
przypadkowego zajarzenia łuku. Nie zbliżaj uchwytu do części przewodzących podczas
wkładania drutu, a kiedy wysunie się z dyszy, natychmiast przerwij podawanie.
Odpowiednie wymiary drutu dla poszczególnych typów zostały podane w rozdziale „DANE
TECHNICZNE”.
Używaj tylko szpul Ø200 mm.
UWAGA!
Szpule Ø100 mm/1 kg spools nie są kompatybilne.
OSTRZEŻENIE!
Nie zbliżać palnika do uszu ani twarzy podczas podawania drutu, ponieważ
może to spowodować obrażenia ciała.

5 EKSPLOATACJA
0440 001 101
- 19 -
© ESAB AB 2021
UWAGA!
Pamiętaj, aby użyć odpowiedniej końcówki kontaktowej w uchwycie spawalniczym
dla używanej średnicy drutu. Uchwyt spawalniczy jest wyposażony w końcówkę
kontaktową do drutu Ø0,8 mm. Używając innej średnicy należy wymienić końcówkę
kontaktową. Prowadnik drutu założony w uchwycie jest zalecany do spawania
drutami Fe i Ss. Prowadnik należy wymienić na typ PTFE w przypadku spawania Al
lub twardego lutowania (CuSi). Sposób wymiany prowadnika drutu został opisany w
sekcji „Wymiana prowadnika drutu” w rozdziale KONSERWACJA.
5.7.1 Zmiana rowka rolki prowadzącej
Rolka prowadząca źródła prądu jest ustawiona fabrycznie dla drutu spawalniczego Ø0,8/1,0
mm. Aby używać drutu Ø0,6 mm, należy zmienić rowek w rolce podającej.
1. Odchyl ramię dociskowe, aby zwolnić rolkę dociskową.
2. Włącz źródło prądu i naciśnij spust uchwytu spawalniczego, tak ustawiając rolkę
podającą, aby odsłonić śrubę ustalającą.
3. Wyłączyć źródło prądu.
4. Używając klucza imbusowego 2 mm, odkręć śrubę ustalającą o około pół obrotu.
5. Zdejmij rolkę podającą z wałka i odwróć ją. Sprawdź informację o odpowiednich
średnicach drutu z boku rolki podającej.
6. Załóż rolkę z powrotem na wałek i dociśnij ją do oporu. Może być konieczne
odwrócenie rolki w celu umieszczenia śruby ustalającej nad płaską powierzchnią
wałka.
7. Dokręć śrubę ustalającą.
5.8 Gaz osłonowy
Wybór odpowiedniego gazu osłonowego zależy od materiału. Zazwyczaj miękką stal spawa
się przy użyciu gazu mieszanego (Ar + CO
2
) lub dwutlenku węgla. Stal nierdzewną można
spawać przy użyciu gazu mieszanego (Ar + CO
2
lub Ar + O
2
), a aluminium czystym
argonem. Lutowanie twarde MIG/MAG (CuSi) wykorzystuje czysty argon lub gaz mieszany
(Ar + O
2
). Należy sprawdzić zalecany gaz dla używanego drutu spawalniczego. W trybie
QSet™ (patrz rozdział Tryb QSet) optymalny łuk spawalniczy i używany gaz zostaną
ustawione automatycznie.
5.9 Zabezpieczenie przed przegrzaniem
Przegrzanie jest sygnalizowane na wyświetlaczu (2) kodem błędu E4. Bezpiecznik termiczny
chroni urządzenie przed przegrzaniem, przerywając spawanie w razie nadmiernego wzrostu
temperatury. Bezpiecznik kasuje się automatycznie, kiedy urządzenie ostygnie.

6 KONSERWACJA
0440 001 101
- 20 -
© ESAB AB 2021
6 KONSERWACJA
UWAGA!
Regularna konserwacja jest bardzo ważna dla bezpiecznego i niezawodnego
działania.
PRZESTROGA!
Wszelkie zobowiązania gwarancyjne dostawcy przestają obowiązywać, jeśli klient
podejmie jakiekolwiek działania w okresie gwarancyjnym w celu naprawy usterek w
produkcie.
6.1 Kontrola i czyszczenie
Źródło prądu
• Należy regularnie sprawdzać, czy źródło prądu nie uległo zabrudzeniu.
• Częstotliwość i metoda czyszczenia zależą od: procesu spawania, czasu trwania łuku,
lokalizacji oraz otoczenia. Zazwyczaj wystarcza przedmuchać źródło prądu suchym
sprężonym powietrzem (o zmniejszonym ciśnieniu) raz w roku.
• W przeciwnym razie zapchane lub zablokowane wloty i wyloty powietrza spowodują
przegrzanie.
Uchwyt spawalniczy
• Aby zapewnić bezproblemowe spawanie należy regularnie czyścić i wymieniać części
eksploatacyjne uchwytu spawalniczego. Należy regularnie przedmuchiwać prowadnicę
drutu i czyścić końcówkę kontaktową.
6.2 Wymiana prowadnika drutu
A. Odkręć śrubę mocującą i zdejmij rolkę z osi.
B. Odkręć nakrętkę, wyprostuj kabel uchwytu i wyjmij prowadnik.
C. Włóż nowy prowadnik w wyprostowany kabel, aż dotknie końcówki kontaktowej.
D. Przykręć prowadnik za pomocą nakrętki. Odetnij nadmiar prowadnika, aby wystawał 7
mm z końcówki.
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























Powiązane artykuły
-
ESAB U82 Aristo Instrukcja obsługi
-
ESAB Robust Feed Pulse Instrukcja obsługi
-
ESAB U82 Instrukcja obsługi
-
-
-
-
-
-
ESAB U6 Aristo Instrukcja obsługi
-
ESAB Control panel MA6 Instrukcja obsługi