ESAB Mig 4000i Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi

PL
Valid for serial no. 620--xxx--xxxx0458 814 101 PL 060830
Mig 4000i
Aristot
Instrukcja obs³ugi

TOCo
-- 2 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1WSKAZÓWKI 3......................................................
2 ZASADY BEZPIECZEÑSTWA 3........................................
3WPROWADZENIE 5..................................................
3.1 Wyposa¿enie 5..............................................................
4DANETECHNICZNE 5................................................
5INSTALACJA 7.......................................................
5.1 Instrukcja podnoszenia 7......................................................
5.2 Monta¿ 7...................................................................
5.3 Instalacja elektryczna (z autotransformatorem) 8...................................
5.4 Zasilanie sieciowe 9..........................................................
5.5 Rezystor bezpieczeñstwa 9....................................................
5.6 Podå±czanie wielu podajników drutu 9............................................
6 DZIA£ANIE 11.........................................................
6.1 Po³±czenia i sterowanie 11......................................................
6.2 W³±czanie ¼ród³a zasilania 11....................................................
6.3 Sterowanie wentylatorem 12....................................................
6.4 Zabezpieczenie przed przegrzaniem 12............................................
6.5 Ch³odnica 12.................................................................
6.6 Urz±dzenie zdalnego sterowania 12...............................................
7KONSERWACJA 13...................................................
7.1 Czyszczenie filtra powietrza 13..................................................
7.2 Uzupe³nianie ch³odziwa 13......................................................
8 WYSZUKIWANIE USZKODZEÑ 14......................................
9 ZAMAWIANIE CZʦCI ZAMIENNYCH 14................................
SCHEMAT 16............................................................
NUMER ZAMÓWIENIOWY 19.............................................
SPIS CZʦCI ZAPASOWYCH 20...........................................
WYPOSA¯ENIE 21.......................................................

ba34d0oa -- 3 --
1WSKAZÓWKI
ZAPEWNIENIE ZGODNO¦CI Z NORM¡
ESAB AB, Welding Equipment, SE--695 81 Laxå, Szwecja, zapewnia z pe³n± odpowiedzialno¶ci±, ¿e
¼ród³o pr±du Mig 4000i pocz±wszy od numeru seryjnego 620 zgodne jest z norm± IEC/EN 60974--1
wed³ug warunków ustalonych w dyrektywie (73/23/EEG) z dodatkiem uzupe³ni±cym (93/68/EEC) oraz z
norm IEC/EN 60974--10 wed³ug warunków ustalonych w dyrektywie (89/336/EEG) zdodatkiem
uzupe³niaj±cym (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2006--05--22
2 ZASADY BEZPIECZEÑSTWA
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Nale¿y upewniæ siê czy przewód powrotny zosta³ prawid³owo pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i kon serwacji sprzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

ba34d1oa -- 4 --
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯U. DLATEGO PODCZAS SPAWANIA NALE¯Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ¶mierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e spowodowaæ uszkodzenie ocz u i poparzenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiednich os³on lub
ekranów.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materia³ów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha ³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij odpowiednio
przeszkolony personel
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
ESAB mo¿e dostarczaæ wszelkich niezbêdnych zabezpieczeñ i akcesoriów.
UWAGA!
Przed instalacj± i rozruchem urz±dzenia nale¿y zapoznaæ siê z
niniejsz± instrukcj±.
Nie wolno u¿ywaæ ¼ród³a pr±du do rozmra¿ania zamarzniêtych rur.
OSTRZE¯ENIE!
Produkt przeznaczony jest wy³±cznie do spawania ³ukiem spawalniczym.
PL

ba34d1oa -- 5 --
Nie wyrzucaæ urz±dzeñ elektrycznych razem ze zwyklymi odpadami!
Zgodnie z Dyrektywa Europejsk± 2002/96/EC dotyczaca odpadów elektrycznych i
elektronicznych oraz jej zastosowaniem w ¶wietle prawa krajowego, wyeksploatowane
urz±dzenia elektryczne nale¿y gromadzic oddzielnie i oddawaæ do zak³adu zajmuj±cego siê
ich utylizacja, zgodnie z zasadami ochrony ¶rodowiska. W³a¶ciciel sprzêtu powinien
uzyskaæ informacje na temat sprawdzonych systemów gromadzenia takich odpadów u
naszego lokalnego przedstawiciela.
Przestrzeganie tej Dyrektywy Europejskiej poprawi ¶rodowisko i ludzkie zdrowie!
3WPROWADZENIE
Mig 4000i to ¼ród³o zasilania dla spawania MIG/MAG, które mo¿na tak¿e stosowaæ w
przypadku spawania MMA
Istniej± cztery warianty ¼ród³a zasilania:
S Mig 4000i bez ch³odnicy lub autotransformatora
S Mig 4000i z ch³odnic±
S Mig 4000i z autotransformatorem
S Mig 4000i z ch³odnic± i autotransformatorem
NB: Niniejsza instrukcja opisuje Mig 4000i z ch³odnic± i autotransformatorem.
Zród³o zasilania jest przeznaczone do u¿ytku z podajnikami drutu Feed 3004 lub Feed
4804.
Akcesoria firmy ESAB do tego produktu mo¿na znale¼æ na stronie 21.
3.1 Wyposa¿enie
Zród³o zasilania AristoMig 4000i dostarczane jest w komplecie z rezystorem
bezpieczeñstwa, 5m kabla powrotnego i instrukcj± obs³ugi.
4DANETECHNICZNE
Mig 4000i
bez mo¿liwo¶ci
ponownego po³±czenia
Mig 4000i
z mo¿liwo¶ci± p onownego
po³±czenia
Napiêcie sieciowe 400 V, ±10%, 3∼ 50 Hz 208/230/400/460/475/500/575V,
±10%, 3∼ 50/60 Hz
Pr±d pierwotny
I
maks
(MIG/MAG)
I
maks
(MMA)
36 A
38 A
61/54/36/28/28/25/19 A
65/57/38/30/30/26/20 A
Zapotrzebowanie na pr±d ja³owy w
trybie oszczêdzania energii, 6,5 min. po
spawaniu
60 W 235 W
Napiêcie/zakres pr±dowy
MIG/MAG
MIG/MAG, M2
MMA
8-- 60 V / 16--400 A
8-- 42 A
16-- 400 A
8-- 60 V / 16--400 A
8-- 42 A
16-- 400 A
Obci±¿enie dopuszczalne przy
MIG/MAG
35% cyklu pracy
60 % cyklu pracy
100% cyklu pracy
400 A / 34 V
320 A / 30 V
250 A / 27 V
400 A / 34 V
320 A / 30 V
250 A / 27 V
PL

ba34d1oa -- 6 --
Mig 4000i
z mo¿liwo¶ci± p onownego
po³±czenia
Mig 4000i
bez mo¿liwo¶ci
ponownego po³±czenia
Obci±¿enie dopuszczalne przy MMA
35% cyklu pracy
60 % cyklu pracy
100% cyklu pracy
400 A / 36 V
320 A / 33 V
250 A / 30 V
400 A / 36 V
320 A / 33 V
250 A / 30 V
Wspó³czynnik mocy przy pr±dzie
maksymalnym
0.65 0.65
Wydajno¶æ przy pr±dzie maksymalnym 85 % 85 %
Napiêcie obwodu otwartego
MIG/MAG
MMA
55 -- 70 V
78 -- 90 V
55 -- 70 V
78 -- 90 V
Temperatura pracy -- 1 0 do +40˚C -- 1 0 do +40˚C
Wymiary, D³. x Szer. x Wys.
z ch³odnic±
625 x 394 x 496 mm
625 x 394 x 776 mm
625 x 394 x 776 mm
625 x 394 x 1 056 mm
Ci±g³e ci¶nienie akustyczne, wa¿one
A
<70 db <70 db
Masa
z ch³odnic±
57 kg
77 kg
114 kg
134 kg
Klasa izolacji H H
Klasa obudowy IP 23 IP 23
Klasa zastosowania
Ch³odnica
Zdolno¶æ ch³odzenia 2500 W przy 40˚C ró¿nicy temperatur i przep³ywie
1,5 l/min
Ch³odziwo 50 % woda / 50% glikol etylenwy
Ilo¶æ ch³odziwa 5,5 l
Maksymalny przep³yw wody 2,0 l/min
Maksymalna liczba mo¿liwych do podå±czenia
chåodzonych wod± uchwytów
spawalniczych/uchwytów elektrod
dwa uchwyty spawalnicze MIG lub
jeden uchwyt elektrody TIG i jeden uchwyt
spawalniczy MIG
Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 30% oznacza, ze po 3 minutach pracy urz±dzenia
jest wymagana 7-minutowa przerwa. Cykl pracy 100% oznacza, ¿e urz±dzenie mo¿e pracowaæ w sposób
ci±g³y, bez przerw.
Cykl pracy
Cykl pracy obowi±zuje dla 40˚C.
IP okre¶la w jakim stopniu urz±dzenie jest odporne na przedostawanie sie do wewn±trz zanieczyszczeñ
stalych i wodnych. IP23 oznacza, ¿e urz±dzenie jest przystosowane do pracy w pomieszczeniach
zamkniêtych i na zewn±trz.
Stopieñ ochrony
Klasa zastosowania
Klasa zastosowania oznacza, ¿e urz±dzenie jest przystosowane do u¿ycia w miejscach, gdzie
wystêpuje zwiêkszone niebezpieczeñstwo pora¿enia pr±dem elektrycznym.
PL

ba34d1oa -- 7 --
5INSTALACJA
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
UWAGA!
Produkt przeznaczony jest do u¿ytku przemys³owego. W warunkach domowych mo¿e spowodowaæ
zak³ócenia odbioru radiowego. Za przedsiêwziêcie nale¿ytych ¶rodków zapobiegawczych odpowiedzialny
jest u¿ytkownik.
Uwaga!
Podå±czyæ ¼ródåo pr±du do sieci elektrycznej o impedancji 0.200 omów lub ni¿szej. Je¶li impedancja
sieci bêdzie wy¿sza, mo¿e dochodziæ do przygasania o¶wietlenia.
5.1 Instrukcja podnoszenia
Ze ¼ród³em zasilania Z wózkiem i ¼ród³em zasilania Z wózkiem 2 i ¼ród³em zasilania
5.2 Monta¿
Zród³o zasilania dla spawarek nale¿y umie¶ciæ w taki sposób, ¿eby wloty i wyloty
ch³odz±cego powietrza nie by³y zablokowane.
PL

ba34d1oa -- 8 --
5.3 Instalacja elektryczna (z autotransformatorem)
PL

ba34d1oa -- 9 --
5.4 Zasilanie sieciowe
Sprawdziæ, czy urz±dzenie zosta³o pod³±czone do zasilania
sieciowego o odpowiednim napiêciu oraz czy jest zabezpieczone
przez bezpiecznik odpowiedniej wielko¶ci. Zgodnie z przepisami
nale¿y wykonaæ ochronne po³±czenie uziemiaj±ce.
Tabliczka znamionowa z danymi dotycz±cymi pod³±czenia zasilania
Zalecane wielko¶ci bezpieczników i minimalne obszary okablowania
Mig 4000i 60 Hz 50/60
Hz
50 Hz 60 Hz 60 Hz 50 Hz 60 Hz
Napiêcie sieciowe 208 V 230 V 400 V 460 V 475 V 500 V 575 V
Obszar okablowania
sieciowego, mm
2
4G6 4G6 4G4 4G4 4G4 4G4 4G4
Pr±d fazowy, I RMS 38 A 33 A 22 A 18 A 18 A 16 A 11 A
Bezpiecznik
Przeciwudarowy
Typ C miniaturowy
bezpiecznik automatyczny
(MCB)
50 A
50 A
50 A
50 A
25 A
32 A
20 A
--
20 A
--
16 A
--
16 A
--
NB:
Obszary okablowania sieciowego i wielko¶ci bezpieczników wymienione powy¿ej s± zgodne z
przepisami szwedzkimi. Mo¿liwe, ¿e nie bêd± one odpowiednie w innych krajach: nale¿y upewniæ siê,
¿e obszar okablowania i wielko¶ci bezpieczników s± zgodne z odpowiednimi przepisami lokalnymi.
5.5 Rezystor bezpieczeñstwa
W celu unikniêcia zak³óceñ komunikacyjnych, koñce szyny
CAN musz± byæ wyposa¿one w rezystory bezpieczeñstwa.
Jeden koniec szyny CAN znajduje siê przy panelu sterowania,
który posiada integralny rezystor bezpieczeñstwa. Drugi
koniec znajduje siê przy ¼ródle zasilania i musi byæ
wyposa¿ony w rezystor bezpieczeñstwa, zgodnie z
rysunkiem po prawej.
5.6 Podå±czanie wielu podajników drutu
Za pomoc± sterowania U8 i podajników drutu bez panelu sterowania (M0) mo¿na
zarz±dzaæ maks. 4 podajnikami drutu z jednego ¼ródåa pr±du.
Dostêpne s± nastêpuj±ce przyå±cza:
S 1 uchwyt spawalniczy TIG i 1 uchwyt spawalniczy MIG (wymagane uniwersalne ¼ródåo
pr±du)
S 2 uchwyty spawalnicze MIG
PL

ba34d1oa -- 1 0 --
S 1 uchwyt spawalniczy TIG i 3 uchwyty spawalnicze MIG (wymagane uniwersalne
¼ródåo pr±du)
S 4 uchwyty spawalnicze MIG
Spawaj±c za pomoc± chåodzonych wod± uchwytów spawalniczych MIG z dowolnym
podajnikiem drutu, zaleca siê podå±czenie rezerwowej chåodnicy dla 2 dodatkowych
uchwytów.
Zalecamy równolegåe podå±czanie uchwytów.
Dwa podajniki drutu
Podå±czaj±c dwa podajniki drutu, nale¿y zastosowaæ zestaw poå±czeniowy, patrz akcesoria
na stronie 21.
Cztery podajniki drutu
Podå±czaj±c cztery podajniki drutu, nale¿y zastosowaæ dwa zestawy poå±czeniowe i
dodatkow± chåodnicê, patrz akcesoria na stronie 21.
PL

ba34d1oa -- 1 1 --
6 DZIA£ANIE
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 3. Nale¿y zapoznaæ siê z n imi przed
przyst±pieniem do jego u¿ytkowania.
6.1 Po³±czenia i sterowanie
1 Po³±czenie wody ch³odz±cej. Nie wystêpuje
w tym modelu.
8 Bia³a lampka sygnalizacyjna - zasilanie
w³±czone (ON)
2 Po³±czenie wody ch³odz±cej. Nie wystêpuje
w tym modelu.
9 Pomarañczowa lampka sygnalizacyjna -
przegrzanie.
3 Wlew wody ch³odz±cej 10 Bezpiecznik 4 AT
4 Po³±czenie kabla pr±du spawania (+)
(spawanie MMA)
11 Po³±czenie kabla sterowania do urz±dzenia
podaj±cego drut lub rezystora
bezpieczeñstwa
5 Po³±czenie dla zdalnego sterowania 12 Po³±czenie pr±du spawania do urz±dzenia
podaj±cego drut
6 Po³±czenie kabla powrotnego (-) 13 Po³±czenie wody ch³odz±cej dourz±dzenia
podaj±cego drut - NIEBIESKI
7 Prze³±cznik zasilania sieciowego, 0 / 1 /
START
14 Po³±czenie wody ch³odz±cej od urz±dzenia
podaj±cego drut - CZERWONY
6.2 W³±czanie ¼ród³a zasilania
W³±czyæ zasilanie sieciowe, ustawiaj±c prze³±cznik (7) w pozycji “START”. Po zwolnieniu
prze³±cznika powróci on do pozycji “1”.
Je¶li podczas spawania nast±pi przerwa w dostawie zasilania sieciowego, po czym zostanie
ono przywrócone, ¼ród³o zasilania pozostanie wy³±czone spod napiêcia a¿ do ponownego
uruchomienia poprzez rêczne ustawienie prze³±cznika w pozycji “START”.
Wy³±czyæ urz±dzenie, ustawiaj±c prze³±cznik w pozyji “0”.
Czy to w wyniku przerwy w dostawie zasilania czy te¿ z powodu normalnego wy³±czenia
zasilania, dane dotycz±ce spawania zostan± przechowane tak, ¿e bêd± dostêpne przy
nastêpnym uruchomieniu urz±dzenia.
PL

ba34d1oa -- 1 2 --
6.3 Sterowanie wentylatorem
Wentylatory ¼ród³a zasilania pracuj± dodatkowe 6 ,5 minuty po zatrzymaniu spawania, a
urz±dzenie prze³±cza siê w tryb oszczêdzania energii. Zostaj± one uruchomione przy
ponownym rozpoczêciu spawania.
Wentylatory pracuj± z prêdko¶ci± ograniczon± w przypadku pr±dów spawania o natê¿eniu
nie przekraczaj±cym 144 A oraz z pe³n± prêdko¶ci± w przypadku pr±dów o natê¿eniu
wy¿szym.
6.4 Zabezpieczenie przed przegrzaniem
Zród³o zasilania wyposa¿one jest w dwa termiczne, samoczynne wy³±czniki
przeci±¿eniowe, które zadzia³aj±, je¶li temperatura wewnêtrzna bêdzie zbyt wysoka,
przerywaj±c pr±d spawania i zapalaj±c pomarañczow± lampkê sygnalizacyjn± z przodu
urz±dzenia. Kiedy temperatura opadnie, nast±pi automatyczny reset wy³±czników.
6.5 Ch³odnica
Dzia³anie podczas spawania
W celu rozpoczêcia spawania spawacz powinien nacisn±æ spust uchwytu. Nast±pi
uruchomienie ¼ród³a zasilania, podajnika drutu i pompy wody ch³odz±cej.
W celu zatrzymania spawania, spawacz powinien zwolniæ spust uchwytu. Spawanie
zostanie zatrzymane, lecz pompa wody ch³odz±cej bêdzie nadal pracowaæ przez 6,5
minuty, po czym urz±dzenie prze³±czy siê w tryb oszczêdzania energii.
Zabezpieczenie przep³ywu wody
Zabezpieczenie przep³ywu wody przerywa pr±d spawania w przypadku braku ch³odziwa i
wy¶wietla informacjê o b³êdzie na panelu sterowania. Zabezpieczenie przep³ywu wody jest
wyposa¿eniem dodatkowym.
6.6 Urz±dzenie zdalnego sterowania
W U8 powinien byæ program w wersji 1.20 lub nowszej. Urz±dzenia ze zintegrowanymi
panelami sterowania powinny posiadaæ program w wersji 1.21 lub nowszej, aby urz±dzenie
zdalnego sterowania mogåo dziaåaæ prawidåowo.
Kiedy urz±dzenie zdalnego sterowania jest podå±czone, ¼ródåo pr±du i podajnik drutu
przechodz± w tryb zdalnego sterowania; przyciski i pokrêtåa zostaj± zablokowane.
Wszystkie funkcje mo¿na regulowaæ wyå±cznie za pomoc± zdalnego sterowania.
Je¶li zdalne sterowanie nie bêdzie u¿ywane, urz±dzenie nale¿y odå±czyæ od ¼ródåa pr±du /
podajnika drutu, poniewa¿ w przeciwnym razie pozostanie ono w trybie zdalnego
sterowania.
Dodatkowe informacje dotycz±ce dzia³ania urz±dzenia zdalnego sterowania znajduj± siê w
instrukcji obs³ugi panelu sterowania.
PL

ba34d1oa -- 1 3 --
7KONSERWACJA
Regularna konserwacja jest wa¿na celem zapewnienia bezpieczeñstwa i
niezawodno¶ci.
Blaszane p³yty zabezpieczaj±ce mo¿e zdejmowaæ jedynie osoba posiadaj±ca
odpowiednie przygotowanie w zakresie elektryki (osoba upowa¿niona) w celu:
pod³±czenia, dokonania przegl±du, konserwacji i naprawy urz±dzeñ spawalniczych.
Uwaga!
Jakiekolwiek czynno¶ci naprawcze podejmowane przez u¿ytkownika w okresie
gwarancyjnym powoduj± ca³kowit± utratê gwarancji.
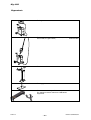
7.1 Czyszczenie filtra powietrza
S Zwolniæ pokrywê z filtrem
przeciwpy³owym (1).
S Odchyliæ pokrywê (2).
S Wyj±æ filtr przeciwpy³owy (3).
S Przedmuchac go do czysta sprê¿onym
powietrzem przy zmniejszonym
ci¶nieniu.
S Umie¶ciæ ponownie filtr z drobn± siatk± od
strony pokrywy (2).
S Za³o¿yæ pokrywê z filtrem.
7.2 Uzupe³nianie ch³odziwa
Zaleca siê mieszaninê wody i glikolu etylenowego w proporcji
50/50 %.
Uzupe³niæ ch³odziwem do poziomu wlewu.
ZACHOWAÆ MAKSYMALN¥ OSTRONOÆ!
Chåodziwo nale¿y traktowaæ jak odpady chemiczne.
PL

ba34d1oa -- 1 4 --
8 WYSZUKIWANIE USZKODZEÑ
Przed odes³aniem urz±dzenia do technika autoryzowanego serwisu nale¿y
przeprowadziæ nastêpuj±ce sprawdzenia i kontrole.
Typ uszkodzenia Dzia³anie
Brak ³uku. S Sprawdziæ, czy zasilanie sieciowe zosta³o w³±czone.
S Sprawdziæ, czy pr±d spawania i kable powrotne zosta³y
odpowiednio pod³±czone.
S Sprawdziæ, czy zosta³a ustawiona odpowiednia warto¶æ pr±du.
S Sprawdziæ, czy zadzia³a³ turowy bezpiecznik.
Czêsto zdarza siê, ¿e w³±czaj± siê
termiczne, samoczynne
wy³±czniki przeci±¿eniowe.
S Sprawdziæ, czy zadzia³a³y termiczne, samoczynne wy³±czniki
przeci±¿eniowe (co jest sygnalizowane pomarañczow± lampk±
na przednim panelu).
S Sprawdziæ bezpieczniki zasilania sieciowego.
Czêsto zdarza siê, ¿e w³±czaj± siê
termiczne, samoczynne
wy³±czniki przeci±¿eniowe.
S Sprawdziæ, czy filtry powietrza nie s± zatkane.
S Upewniæ siê, ¿e nie zosta³y przekroczone dane znamionowe
¼ród³a zasilania (tj. ¿e urz±dzenie nie jest przeci±¿ane).
S³aba wydajno¶æ spawania. S Sprawdziæ, czy pr±d spawania i kable powrotne zosta³y
odpowiednio pod³±czone.
S Sprawdziæ, czy zosta³a ustawiona odpowiednia warto¶æ pr±du.
S Sprawdziæ, czy u¿ywane s± odpowiednie elektrody.
S Sprawdziæ bezpieczniki zasilania sieciowego.
9 ZAMAWIANIE CZʦCI ZAMIENNYCH
Naprawyipracezwi±zanezzobwodomielektrycznymipowinnybyæprzeprowadzane
przez upowa¿nionego serwisanta ESAB.
Nale¿y stosowaæ tylko oryginalne czê¶ci zamienne i zu¿ywaj±ce siê ESAB.
Mig 4000i zosta³ zaprojektowany i przetestowany zgodnie z miêdzynar odowymi,
europejskimi standardami IEC/EN 60974--1 iEN60974--10.
Do obowi±zków serwisu, który przeprowadza³ konserwacjê lub naprawê, nale¿y
upewniæ siê, ¿e produkt nadal jest zgodny z wymienionymi standardami.
Czê¶ci zamienne mo¿na zamawiaæ u najbli¿szego przedstawiciela handlowego firmy ESAB
(patrz ostatnia strona tej publikacji).
PL

p -- 1 5 --

Schemat
ba34e11a -- 1 6 --
Mig 4000i

ba34e11a -- 1 7 --
Mig 4000i

ba34e11a -- 1 8 --
Cooling unit

Mig 4000i
Edition 060830
Numer zamówieniowy
ba34o11a -- 1 9 --
1.
Ordering no. Denomination Type Notes
0458 625 880 Welding power source Mig 4000i
0458 625 881 Welding power source Mig 4000i with cooling unit
0458 625 882 Welding power source Mig 4000i with auto transformer
0458 625 883 Welding power source Mig 4000i with cooling unit and auto transformer
0458 814 990 Spare part list Mig 4000i
The spare parts list is available on the Internet at www .esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.

Mig 4000i
Edition 060830
Spis czê¶ci zapasowych SPiS CZʦCI ZAPASOWYCH
-- 2 0 --
ba37s
Item Ordering no. Denomination
1 0458 398 001 Filter
2 0458 383 001 Front grill
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Mig 4000i Instrukcja obsługi
- Kategoria
- System spawalniczy
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
ESAB Mig 4000i Instrukcja obsługi
-
ESAB Arc 4000i Instrukcja obsługi
-
-
ESAB Aristo®Mig 400 Instrukcja obsługi
-
-
ESAB Tig 4000i Instrukcja obsługi
-
-
ESAB AristoMig 500 Instrukcja obsługi
-
ESAB AristoMig U400 Instrukcja obsługi
-
ESAB Mig 5000i Instrukcja obsługi