Strona się ładuje...

NL
'
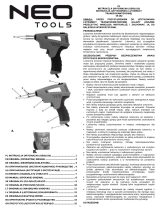
Ring (dwarsdoorsnee)
Anillo (Vista en sección)
Anello (Visto in sezione)
Soldeerpunten
Extremos, boquillas
Punte, ugelli
Katalysator
Catalizador
Catalizzatore
Soldeerpunt
Extremo
Punta
Hoofddeel van het ijzer
Cuerpo del soldador
Corpo del saldatoio
Opsluitbuis
Tubo de sujeción
Tubo impugnatura
BUTANE GAS
B
A
C
D
BUTAANGAS
Om veiligheidsredenen wordt het soldeerpistool 1075.G zonder gas
of gasnavullingen geleverd.
BUTANE GAS
Por razones de seguridad, el soldador 1075.G se suministra sin gas ni recarga
de gas.
GAS BUTANO
Per ragioni di sicurezza, il saldatoio 1075.G viene consegnato senza gas
e senza ricarica di gas.
Schakelaar
Interruptor
Interruttore
Ontstekingsknop
Botón de encendido
Pulsante accenzione
Gaspeil
Nivel de gas
Livello de gas
Instelknop gasdebiet
Botón regulador del caudal de gas
Pulsante regolazione portata del gas
E
Instelling van het gasdebiet
Reglaje del caudal de gas
Regolazioni della portata del gas
Matig
Medio
Media
Zwak
Débil
Bassa
12
34
1 1075.G1
2 1075.G2
3 1075.G3
4 1075.G4
PO
ES
IT
ATENCIÓN
Lea atentamente estas instrucciones antes de utilizar el soldador.
El soldador contiene gas infl amable a presión.
• No exponer el depósito a una llama o una temperatura que exceda 50° C.
• Mantenga el soldador alejado del cuerpo y del rostro al encenderlo.
• Mantener fuera del alcance de los niños.
• No utilizar a proximidad de materiales combustibles.
•
Después de cada utilización, cuidar por poner sistemáticamente el capuchón en el
soldador para bloquear el mando de abertura de gas y antes de dejarlo sin vigilancia.
GAS
Esta herramienta utiliza gas butano idéntico al destinado al mechero.
Sólo utilizar gas fi ltrado de calidad.
El nivel de gas debe ser visible en el recipiente para asegurar un llenado sufi ciente.
ENCENDIDO (Fig. A)
El soldador
1075.G se enciende gracias a un sistema piezoeléctrico.
El mando de abertura del gas es el botón marcado “GAS”.
El mando de encendido piezoeléctrico es el botón marcado con un relámpago.
SOLDADURA ( 1
1075.G1), AIRE CALIENTE ( 2 1075.G2)
Y EXTREMO CUCHILLA ( 4
1075.G4)
Fijar el extremo adecuado con el anillo de retención en el extremo del soldador.
Girar el regulador de caudal a la posición máxima
.
Abrir el caudal de gas empujando el interruptor (hacia la extremo).
Accionar el interruptor piezo hacia abajo hasta oír el clic y dejarlo volver libre-
mente a su posición inicial. El enrojecimiento, fácilmente visible a través del orifi cio
de escape de gas del extremo, confi rma el buen funcionamiento del catalizador.
EXTREMO DE SOPLETE ( 3
1075.G3)
Regular el caudal de gas a medio o débil (ver Fig. E). Encender según el procedi-
miento descrito anteriormente (Fig. A).
La llama puede apagarse por sí misma si el caudal de gas es demasiado grande.
Atención, la llama no siempre es visible en ciertas condiciones de iluminación.
REGLAJE DE TEMPERATURA (Fig. E)
La temperatura de calentamiento se regula girando el caudal de gas gracias a la
moleta fi jada a la base de la herramienta. (
= bajo caudal =
caudal máximo)
Un caudal de gas demasiado grande, llamas o la emisión de impulsos rojos por
parte del catalizador signifi ca que el regulador está mal regulado.
No es necesario utilizar la temperatura máxima para realizar buenas soldaduras.
ATENCIÓN: Las aberturas de escape emiten gas a más de 580°C
(1076°F). Cerciorarse que las aberturas están despejadas y el solda-
dor dirigido hacia arriba. No dejar el soldador sin vigilancia.
LLENADO DE GAS (Fig. B)
El caudal de gas debe cortarse antes de realizar cualquier llenado.
Para llenar el soldador no es necesario ningún adaptador. Mantener la botella
de butano encima de la herramienta. Sujetarlo y recargarlo con gas en posición
vertical. El depósito está lleno cuando el gas refl uye por la válvula. El sistema
particular de válvula permite el llenado rápido y fácil.
Sólo manipular cuando el extremo está frío o enfriado.
REEMPLAZO DE LAS EXTREMOS O BOQUILLAS (Fig. C)
Los diferentes extremos o boquillas pueden instalarse o retirarse fácilmente.
Desenroscar el anillo de sujeción y retirarlo del conjunto de encendido. Retirar
el extremo, poner la nueva extremo o boquilla y reinstalar el anillo de sujeción
efectuando la operación inversa.
ATENCIÓN: después de usar el extremo y el anillo de sujeción pueden estar
calientes. Esperar algunos instantes que se enfríen antes de manipularlas.
TEMPERATURA DE CALENTAMIENTO (Fig. D)
1 Extremo soldadura: 580°C (1,075°F) máximo
2 Boquilla de aire caliente: 625°C (1,150°F) máximo
3 Mini soplete: 1,300°C (2,372°F) máximo
4 Cuchilla térmica: 580°C (1,075°F) máximo
ATTENZIONE
Leggere attentamente le istruzioni prima di utilizzare il saldatoio.
Il saldatoio contiene gas infi ammabile sotto pressione.
• Non esporre il serbatoio a fi amma o a temperature superiori a 50°C.
• Tenere il saldatoio lontano dal corpo o dal viso durante l’accensione.
• Tenere il saldatoio lontano dalla portata dei bambini.
• Non utilizzare il saldatoio a prossimità di materiali combustibili.
• Dopo ogni utilizzo, riporre sistematicamente il cappuccio sul saldatoio per
bloccare il comando di apertura del gas, e prima di lasciarlo senza sorveglianza.
GAS
Questo attrezzo utilizza gas butano identico a quello utilizzato per gli accendini.
Utilizzare esclusivamente gas fi ltrato di alta qualità.
Il livello del gas deve essere visibile nel recepiente per garantire un riempimento suffi ciente.
ACCENSIONE (Fig. A)
Il saldatoio
1075.G si accende mediante un sistema piezoelettrico.
Il comando per l’apertura del gas è il pulsante con la marcatura «GAS».
Il comando per l’accensione piezoelettrica è il pulsante con il pittogramma di un fulmine.
SALDATURA ( 1 1075.G1), ARIA CALDA ( 2 1075.G2)
E PUNTA LAMA ( 4
1075.G4)
Fissare la punta adeguata mediante l’anello che la mantiene all’estremità del
saldatoio. Girare il regolatore della portata sulla posizione massima.
Aprire la portata del gas spingendo l’interruttore verso la punta.
Azionare l’interruttore piezoelettrico verso il basso fi no allo scatto e lasciarlo
tornare liberamente in posizione iniziale. La luce rossa visibile attraverso l’orifi zio
di scappamento del gas della punta conferma il funzionamento corretto del
catalizzatore.
ESTREMITÀ CANNELLO ( 3
1075.G3)
Regolare la portata del gas, media o bassa (vedere Fig. E). Accendere seguendo la
procedura descritta precedentemente (Fig. A).
La fi amma si spegne automaticamente se la portata del gas è troppo elevata.
Attenzione, la fi amma non è sempre visibile in certe condizioni di luce.
REGOLAZIONE DELLA TEMPERATURA (Fig. E)
La temperatura di riscaldamento si regola con la portata del gas girando la rotella
fi ssata alla base dell’attrezzo. (
= portata bassa
= portata massima)
Una portata del gas troppo elevata, fi amme o emissione di impulsi rossi dal cataliz-
zatore signifi cano che il regolatore non è calibrato bene.
Non è necessario utilizzare la temperatura massima per realizzare delle saldature corrette.
ATTENZIONE: Le aperture di uscita emettono del gas a più di 580°C
(1076°F). Verifi care che le aperture siano libere e che il saldatoio sia
diretto verso l’alto. Non lasciare il saldatoio senza sorveglianza
.
RIEMPIMENTO GAS (Fig. B)
La portata del gas deve essere interrotta prima di ogni riempimento.
Non è necessario nessun adattatore per riempire il saldatoio. Tenere la bomboletta
di butano al di sopra dell’attrezzo. Mantenere il saldatoio in posizione verticale
durante il riempimento. Il serbatoio è pieno quando il gas fl uisce dalla valvola. Il
sistema particolare della valvola consente un riempimento facile e rapido.
Manipolare esclusivamente quando la punta è fredda o raffreddata.
SOSTITUZIONE DELLE PUNTE O UGELLI (Fig. C)
Le differenti punte o ugelli possono essere montati e smontati facilmente.
Svitare l’anello e toglierlo dall’insieme di accensione. Togliere la punta, posizionare
la nuova punta o ugello e rimettere l’anello di mantenimento effettuando
l’operazione in senso contrario.
ATTENZIONE: dopo l’utilizzo, la punta e l’anello di mantenimento possono essere
caldi. Attendere qualche istante fi no a che siano raffreddati prima di manipolarli.
TEMPERATURE DI RISCALDAMENTO (Fig. D)
1 Punta saldatura: 580°C (1,075°F) max
2 Ugello aria calda: 625°C (1,150°F) max
3 Mini cannello: 1,300°C (2,372°F) max
4 Lama termica: 580°C (1,075°F) max
'
Anel (Vista em corte)
Pierścień (Przekrój)
Ring (tværsnit)
Cabeças de soldar, bicos de soldar
Groty, dysze
Spidser, dyser
Cabeça de soldar
Grot
Spids
Corpo de ferro
Korpus lutownicy
Loddekolbehus
Tubo de manutenção
Rura podtrzymująca
Holdestykke
BUTANE GAS
B
A
C
D
GÁS BUTANO
Por razões de segurança, o ferro de soldar 1075.G é fornecido sem gás
nem recarga de gás.
GAZ BUTAN
Z powodów bezpieczeństwa, dostarczona lutownica 1075.G nie jest napełniona gazem.
BUTANGAS
Af sikkerhedsmæssige årsager leveres loddekolben 1075.G uden
hverken gas eller refi ll
Interruptor
Przełącznik
Kontakt
Botão de ligar
Przycisk zapalania
Tænd/sluk-knap
Nível de gás
Poziom gazu
Gasniveau
Botao regulador da saída de gás
Przycisk regulatora przepływu gazu
Knap til regulering af gasforbrug
E
Regular a saída do gãs
Regulacja przepływu gazu
Regulering af gasforbrug
Média
Średnia
Middel
Catalisador
Katalizator
Katalysator
Fraca
Słaba
Lav
12
34
1 1075.G1
2 1075.G2
3 1075.G3
4 1075.G4
PL DK
ATENÇÃO
Leia atentamente estas instruções antes de utilizar o ferro de soldar.
O ferro de soldar contém gás infl amável sob pressão.
•
Não exponha o reservatório a uma chama ou a uma temperatura acima de 50°C.
• Mantenha o ferro de soldar longe do corpo e da cara depois de o ligar.
• Mantenha fora do alcance das crianças.
• Não utilize na proximidade de materiais combustíveis.
• A
pós cada utilização e antes de deixar o ferro de soldar sem vigilância, coloque sem-
pre o tampão no ferro de soldar de forma a trancar o comando de abertura do gás.
GÁS
Esta ferramenta utiliza gás butano idêntico ao destinado ao isqueiro.
Utilize apenas gás fi ltrado de qualidade.
O nível de gás deve ser visível no recipiente para assegurar um enchimento
sufi ciente.
LIGAR (Fig. A)
O ferro de soldar
1075.G é ligado através de um sistema piezoeléctrico.
O comando de abertura do gás é o botão assinalado com «GAS».
O comando de ligar piezoeléctrico é o botão marcado com um relâmpago.
SOLDAGEM ( 1
1075.G1), AR QUENTE ( 2 1075.G2)
E CABEÇA DE SOLDAR ( 4
1075.G4)
Fixe a cabeça de soldar adequada com a ajuda do anel de retenção na extremidade
do ferro de soldar. Rode o regulador de saída para a posição máxima
.
Abra a saída de gás premindo o interruptor (em direcção à cabeça de soldar).
Active o interruptor piezo para baixo até ouvir um clique e deixe-o voltar
livremente à posição inicial. O tom vermelho, facilmente visível através do orifício
de saída do gás da cabeça de soldar, confi rma o funcionamento correcto do
catalisador.
BOCA DO MAÇARICO ( 3
1075.G3)
Regule a saída de gás para médio ou fraco (ver Fig. E). Ligue de acordo com o
procedimento descrito em cima (Fig. A).
A chama pode apagar-se por si mesma se a saída de gás for muito grande.
Atenção,
a chama não é sempre visível em determinadas condições de iluminação.
REGULAÇÃO DA TEMPERATURA (Fig.E)
A temperatura de aquecimento é regulada rodando a saída de gás graças à roda
fi xada na base da ferramenta. (
= saída fraca
= saída máxima)
Uma saída demasiado grande de gás, chamas ou emissão de impulsos vermelhos
pelo catalisador signifi ca que o regulador está mal regulado.
Não é necessário utilizar a temperatura máxima para realizar boas soldaduras.
ATENÇÃO: As aberturas de saída emitem gás a mais de 580°C. Certi-
fi que-se de que as aberturas não estão obstruídas e de que o ferro de
soldar está virado para cima. Não deixe o ferro de soldar sem vigilância.
ENCHIMENTO DE GÁS (Fig. B)
A saída de gás deve ser cortada antes de qualquer enchimento.
Não é necessário nenhum adaptador para encher o ferro de soldar. Segure na
garrafa de butano por baixo da ferramenta. Segure no ferro de soldar e recarre-
gue-o de gás na posição vertical. O reservatório está cheio quando o gás sair pela
válvula. O sistema particular de válvulas permite um enchimento rápido e fácil.
Manuseie a ferramenta apenas quando a cabeça de soldar estiver fria ou
arrefecida.
SUBSTITUIÇÃO DAS CABEÇAS DE SOLDAR OU BICOS DE SOLDAR (Fig. C)
As diferentes cabeças ou bicos de soldar podem ser facilmente instalados ou
retirados.
Desaperte o anel de retenção e retire-o do conjunto de ligação. Retire a cabeça de
soldar, coloque uma nova cabeça ou bico de soldar e substitua o anel de retenção
efectuando a operação inversa.
ATENÇÃO: depois de usados, a cabeça de soldar e o anel de retenção podem fi car
quentes. Aguarde alguns instantes para que arrefeçam antes de os manusear.
TEMPERATURA DE AQUECIMENTO (Fig. D)
1 Cabeça de soldar: 580°C máximo
2 Bico de ar quente: 625°C máximo
3 Mini maçarico: 1300°C máximo
4 Cortador térmico: 580°C máximo
UWAGA
Przed użyciem lutownicy, należy dokładnie przeczytać niniejsze instrukcje.
Lutownica zawiera łatwo palny gaz pod ciśnieniem.
• Nie wolno ustawiać pojemnika w pobliżu ognia lub w otoczeniu o temperaturze
przekraczającej 50°C.
• Podczas zapalania, należy trzymać lutownicę z dala od ciała i twarzy.
• Lutownicę należy przechowywać poza zasięgiem dzieci.
• W pobliżu nie wolno używać materiałów łatwo palnych.
•
Po każdorazowym zastosowaniu, należy regularnie zakładać kołpak na lutownicę w celu blo-
kady układu sterującego otwarciem gazu oraz gdy lutownica zostaje pozostawiona bez nadzoru.
GAZ
Dla tego narzędzia stosowany jest identyczny gaz jaki jest używany dla zapalniczki.
Należy używać tylko gazu filtrowanego o wysokiej jakości.
Poziom gazu musi być widoczny w pojemniku w celu umożliwienia dostatecznego napełniania.
ZAPALANIE (Rys. A)
Lutownica
1075.G zapala się za pomocą piezoelektrycznego systemu.
Sterowanie otwarciem gazu dokonuje się za pomocą przycisku ze znakiem «GAZ».
Sterowanie piezoelektrycznym zapalaniem dokonuje się za pomocą przycisku ze znakiem błyskawicy.
LUTOWANIE
( 1 1075.G1)
, POWIETRZE GORĄCE
( 2 1075.G2)
GROT NÓŻ
( 4 1075.G4)
Zamocować odpowiedni grot za pomocą pierścienia ustalającego na końcu lutownicy.
Ustawić regulator przepływu w maksymalne położenie
.
Otworzyć przepływ gazu przesuwając przełącznik (w kierunku grotu).
Przesunąć przełącznik piezo do dołu, aż do odgłosu stuknięcia i puścić go aby swobodnie
powrócił w początkowe położenie. Czerwone światło, łatwo widoczne przez otwór
wylotowy spalin grotu, potwierdza prawidłowe funkcjonowanie katalizatora.
KOŃCÓWKA PALNIKA
( 3 1075.G3)
Uregulować przepływ gazu na poziomie średnim lub słabym (patrz Rys. E).
Zapalić w sposób opisany powyżej (Rys. A).
Płomień może zgasić się samoczynnie gdy przepływ gazu jest zbyt wysoki.
Uwaga, w zależności od warunków oświetlenia, płomień nie zawsze jest widoczny.
REGULACJA TEMPERATURY
(Fig.E)
Temperaturę nagrzewania można uregulować poprzez ustawienie przepływu gazu za
pomocą pokrętła na podstawie narzędzia. (
= słaby przepływ
= maksymalny przepływ)
Zbyt duży przepływ gazu, duży płomień lub wysoka emisja czerwonych impulsów przez
katalizator oznacza, że regulator jest źle uregulowany.
Maksymalna temperatura nie jest potrzebna dla prawidłowego lutowania.
UWAGA: Przez otwory wylotowe wydostaje się gaz o temperaturze
przekraczającej 580°C (1076°F). Należy sprawdzić, czy otwory są oczyszczone i czy
lutownica skierowana jest do góry. Nie wolno pozostawiać lutownicy bez nadzoru
.
NAPEŁNIANIE GAZEM (Rys. B)
Przed każdym napełnianiem, należy wyłączyć przepływ gazu.
Żaden łącznik nie jest wymagany do napełniania lutownicy. Należy trzymać butlę butanu
nad narzędziem. Trzymać lutownicę i napełniać ją gazem w pionowym położeniu. Zbiornik
jest pełny w chwili gdy gaz cofa się przez zawór. Specjalny system zaworu umożliwia
szybkie i łatwe napełnianie.
Manipulować narzędziem można tylko wtedy gdy grot jest zimny lub ochłodzony.
USTAWIANIE GROTÓW LUB DYSZE (Rys. C)
Łatwo można ustawić lub usunąć różne groty lub dysze.
Odkręcić pierścień ustalający i wyjąć go z zespołu zapalania. Wyciągnąć grot, założyć nowy grot lub
nową dyszę, następnie założyć pierścień ustalający wykonując czynności w odwrotnej kolejności.
UWAGA: zaraz po użyciu lutownicy, grot i pierścień ustalający mogą być gorące. Należy
odczekać kilka minut zanim można je dotknąć.
TEMPERATURA NAGRZEWANIA (Rys. D)
1 Grot: 580°C (1,075°F) maks.
2 Dysza na gorące powietrze: 625°C (1,150°F) maks.
3 Minipalnik: 1,300°C (2,372°F) maks.
4 Nóż termiczny: 580°C (1,075°F) maks
.
BEMÆRK!
Læs nøje disse anvisninger, før loddekolben anvendes.
Loddekolben indeholder letantændelig gas under tryk.
• Beholderen må ikke udsættes for åben ild eller en temperatur på mere end 50 °C.
• Hold loddekolben væk fra kroppen og ansigtet, når den tændes.
• Opbevares utilgængeligt for børn.
• Må ikke anvendes i nærheden af brændbare materialer.
• Sæt altid hætten på loddekolben efter brug hver gang for at låse betjeningsk-
nappen til åbning af gassen, før loddekolben efterlades uden opsyn.
GAS
Værktøjet anvender butangas, der også anvendes som lightergas.
Anvend kun fi ltreret gas af god kvalitet.
Gasniveauet skal være synligt i beholderen for at sikre, at beholderen er
tilstrækkelig fuld.
TÆNDING (Fig. A)
Loddekolben
1075.G tænder ved hjælp af et piezzo-elektrisk system.
Betjeningsknappen til åbning af gassen er mærket «GAS».
Betjeningsknappen til piezzo-elektrisk tænding er mærket med et lyn.
LODNING ( 1
1075.G1), VARM LUFT ( 2 1075.G2)
OG VARMEKNIV ( 4
1075.G4)
Fastspænd den ønskede spids for enden af loddekolben ved hjælp af holderingen.
Drej indstillingen af gasforbruget til højeste indstilling
.
Åbn gasforbruget ved at skubbe kontakten (mod loddespidsen).
Skub piezzo-kontakten nedad, til der høres et klik, og lad den vende tilbage af
sig selv i den oprindelige position. Det røde skær, der vises tydeligt i åbningen til
udledning af gas fra loddespidsen, bekræfter, at katalysatoren fungerer rigtigt.
LODDEBRÆNDERSPIDS ( 3
1075.G3)
Indstil gasforbruget på middel eller lavt (se Fig. E). Tænd loddekolben i henhold til
fremgangsmåden, der er beskrevet herover (Fig. A).
Flammen kan gå ud af sig selv, hvis gasforbruget er for højt.
Pas på! Flammen er ikke altid synlig under bestemte lysforhold.
INDSTILLING AF TEMPERATUREN (Fig.E)
Opvarmningstemperaturen indstilles ved at dreje på indstillingsknappen til gasfor-
brug nederst på værktøjet. (
= lavt forbrug
= maks. forbrug)
Et højt gasforbrug, fl ammer eller udsendelse af røde impulser fra katalysatoren
betyder, at regulatoren er dårligt indstillet.
Det er ikke nødvendigt at bruge den højeste temperatur for at udføre gode
svejsninger.
BEMÆRK! I åbningerne til udledning af gas, er gassen mere end 580 °C
(1076 °F) varm. Sørg for, at åbningerne ikke er tildækket, og at lod-
dekolben vender opad. Lad ikke loddekolben være uden overvågning.
PÅFYLDNING AF GAS (Fig. B)
Gasforbruget skal afbrydes før påfyldning
Der skal ikke bruges en adapter for at fylde loddekolben. Hold butanfl asken over
værktøjet. Hold loddekolben og gasrefi llen i lodret position. Beholderen er fuld,
når gassen løber tilbage gennem ventilen. Med det specielle ventilsystem udføres
påfyldningen hurtigt og nemt.
Må kun håndteres, når loddespidsen er kold eller helt afkølet.
UDSKIFTNING AF LODDESPIDSER ELLER DYSER (Fig. C)
De forskellige loddespidser eller dyser kan nemt installeres og udskiftes.
Løsn holderingen, og tag den ud af tændingsenheden. Tag loddespidsen ud, indsæt
en ny loddespids eller dyse, og anbring holderingen ved at følge fremgangsmåden
i modsat rækkefølge.
BEMÆRK! Efter brug kan loddespidsen og holderingen være varme. Vent, til de
køler af, før de håndteres.
OPVARMNINGSTEMPERATUR (Fig. D)
1 Loddespids: 580 °C (1.075 °F) maksimum
2 Varmluftsdyse: 625 °C (1.150 °F) maksimum
3 Mini-loddebrænder: 1.300 °C (2.372 °F) maksimum
4 Varmekniv 580 °C (1.075 °F) maksimum
OPGELET
Lees aandachtig deze instructies door vooraleer u het soldeerpistool gebruikt.
Het soldeerpistool bevat ontvlambaar gas onder druk.
•
Stel het reservoir niet bloot aan een vlam of een temperatuur van meer dan 50°C.
•
Houd het soldeerpistool ver verwijderd van lichaam en gezicht als u het ontsteekt.
• Houd het buiten bereik van kinderen.
• Gebruik het niet in de buurt van brandbare materialen.
•
Plaats na gebruik en telkens als u het soldeerpistool zonder toezicht achterlaat, systema-
tisch de dop op het soldeerpistool om de openingsbesturing van het gas te vergrendelen.
GAS
Dit gereedschap werkt met butaangas, het gas dat ook voor gasaanstekers wordt gebruikt.
Gebruik uitsluitend gefi lterd gas van goede kwaliteit.
Het gaspeil moet zichtbaar zijn in de recipiënt om er zeker van te zijn dat er
voldoende gas aanwezig is.
ONTSTEKING (Fig. A)
Het soldeerpistool 1075.G gaat aan door middel van een piëzo-elektrisch systeem.
De openingsbesturing van het gas is de knop waar “GAS” op staat.
De knop voor de piëzo-elektrische ontsteking is de knop waarop een bliksemstraal
staat afgebeeld.
LASWERK ( 1
1075.G1), WARME LUCHT ( 2 1075.G2)
EN SOLDEERPUNT WARMTEMES ( 4
1075.G4)
Bevestig de gepaste soldeerpunt door middel van de klemring aan het uiteinde van
het soldeerpistool. Draai de debietregelaar tot op de maximumstand
.
Druk op de schakelaar (naar de soldeerpunt toe) om het gasdebiet te openen.
Druk de piëzoschakelaar naar beneden tot u een klik hoort, en laat hem dan in
zijn oorspronkelijke positie terugkeren. De rode schijn die door de opening van de
gasuitlaat van de soldeerpunt zichtbaar is, bevestigt dat de katalysator goed werkt.
MONDSTUK BRANDER ( 3
1075.G3)
Stel het gasdebiet in op matig of zwak (zie fi g. E). Ontsteek volgens de hierboven
beschreven procedure (zie fi g. A).
De vlam kan vanzelf uitgaan indien het gasdebiet te hoog ligt.
Opgelet: de vlam is bij sommige soorten verlichting niet altijd zichtbaar.
TEMPERATUURINSTELLING (Fig. E)
De verhittingstemperatuur wordt geregeld door het gasdebiet in te stellen door
middel van het wieltje dat op de basis van het gereedschap zit.
(
= zwak debiet = maximaal debiet)
Een te hoog gasdebiet, vlammen of de emissie van rode impulsen door de kataly-
sator wijzen erop dat de regelaar slecht is ingesteld.
Het is niet noodzakelijk om de maximale temperatuur te gebruiken om goede
lasnaden te verwezenlijken.
OPGELET: de openingen van de gasuitlaat laten gas van meer dan 580°C (1076°F)
vrij. Zorg ervoor dat de openingen vrij zijn en dat het soldeerpistool naar boven
toe wordt gericht. Laat het soldeerpistool nooit zonder toezicht achter.
GAS BIJVULLEN (Fig. B)
Het gasdebiet moet afgesloten zijn voor u begint na te vullen.
U hebt geen aanpasstuk nodig om het soldeerpistool te vullen. Houd de fl es butaan
boven het gereedschap. Houd het soldeerpistool vast en laad in verticale positie
gas bij. Het reservoir is vol wanneer het gas via de klep weer naar buiten komt.
Dankzij het speciale kleppenstelsel kan snel en eenvoudig worden bijgevuld.
Deze verrichting mag alleen worden uitgevoerd wanneer de soldeerpunt koud of afgekoeld is.
VERVANGING VAN DE SOLDEERPUNTEN OF MONDSTUKKEN (Fig. C)
De verschillende soldeerpunten of mondstukken kunnen eenvoudig worden
geïnstalleerd en weer verwijderd.
Draai de klemring los en verwijder deze uit het ontstekingssysteem. Verwijder
de soldeerpunt, breng een andere soldeerpunt of ander mondstuk aan, zet de
klemring weer op zijn plaats en draai hem vast.
OPGELET: na gebruik kunnen de soldeerpunt en de klemring heet zijn. Wacht
enkele ogenblikken tot ze zijn afgekoeld vooraleer u ze hanteert.
VERHITTINGSTEMPERATUUR (Fig. D)
1 Soldeerpunt: 580°C (1,075°F) maximum
2 Warmeluchtmondstuk: 625°C (1,150°F) maximum
3 Minibrander: 1.300°C (2,372°F) maximum
4 Warmtemes: 580°C (1,075°F) maximum
-
 1
1
-
 2
2


w innych językach
- español: Facom 1075.G El manual del propietario
- italiano: Facom 1075.G Manuale del proprietario
- Deutsch: Facom 1075.G Bedienungsanleitung
- português: Facom 1075.G Manual do proprietário
- français: Facom 1075.G Le manuel du propriétaire
- English: Facom 1075.G Owner's manual
- dansk: Facom 1075.G Brugervejledning
- Nederlands: Facom 1075.G de handleiding
Powiązane artykuły
Inne dokumenty
-
Ferm SGM1006 Instrukcja obsługi
-
 NEO TOOLS 19-152 Instrukcja obsługi
NEO TOOLS 19-152 Instrukcja obsługi
-
Vorel TO-73410 Instrukcja obsługi
-
Proxxon Gaslotset MGS Instrukcja obsługi
-
Black & Decker CI500 Instrukcja obsługi
-
Silverline 427639 Instrukcja obsługi
-
Weller WC100 Operating Instructions Manual
-
Weller WAD 101IG Operating Instructions Manual
-
Beta 1827 Instrukcja obsługi
-
dickie dyer CGA600 MAP Skrócona instrukcja obsługi
