bi12d1oa -- 1 1 --
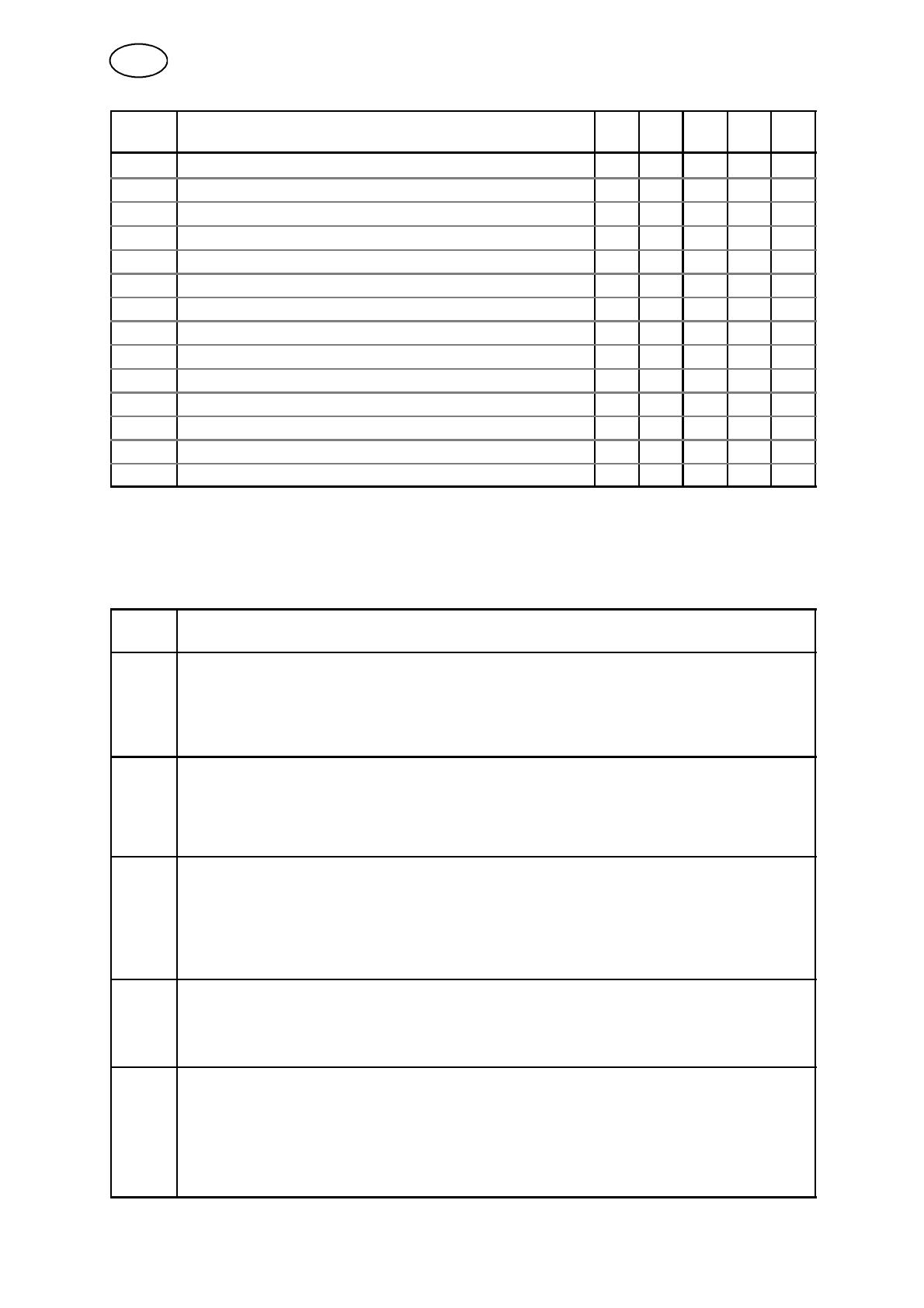
Kod
usterki
Wyja¶nienie U0 U1 U2 U3 U4
4 Zasilanie 5 V x x x
5 Napiêcie po¶rednie DC zbyt wysokie/niskie x
6 Wysoka temperatura x x
11 Serwo prêdko¶ci drutu x
12 Bå±d komunikacji (ostrze¿enie) x x x x x
17 Brak komunikacji z podajnikiem drutu x
18 Brak komunikacji ze ¼ródåem pr±du x
19 Bå±d pamiêci x
26 Usterka programowa x x
27 Brak drutu x
29 Brak przepåywu wody chåodz±cej x
32 Brak przepåywu gazu x
40 Niezgodne urz±dzenia x
41 Brak komunikacji z chåodnic± x
5.2 Opisy kodów usterek
Kod
usterki
Wyja¶nienie
E4
U0
U2
U3
Niskie zasilanie 5 V
Napiêcie zasilania jest zbyt niskie.
Bie¿±cy proces spawania zostaå zatrzymany i nie mo¿e byæ uruchomiony ponownie.
Nale¿y: Wyå±czyæ zasilanie sieciowe w celu zresetowania urz±dzenia. Je¶li usterka wystêpuje
nadal, nale¿y wezwaæ technika serwisu.
E5
U2
Przekroczenie limitu napiêcia po¶redniego DC
Napiêcie zasilania jest zbyt wysokie lub zbyt niskie. Napiêcie mo¿e byæ zbyt wysokie w wyniku
powa¿nych przebiegów przej¶ciowych w zasilaniu sieciowym lub såabego zasilania (wysoka
indukcyjno¶æ zasilania lub brak fazy).
Nale¿y: Wezwaæ technika serwisu.
E6
U1
U2
Wysoka temperatura
Zadziaåaå wyå±cznik termiczny.
Bie¿±cy proces spawania zostaå zatrzymany i nie mo¿e byæ uruchomiony ponownie do czasu
obni¿enia temperatury.
Nale¿y: Sprawdziæ, czy wloty lub wyloty powietrza chåodz±cego nie s± zablokowane lub zatkane
brudem. Sprawdziæ u¿ywany cykl pracy, aby upewniæ siê, ¿e sprzêt nie jest przeci±¿any.
E11
U3
Serwo prêdko¶ci drutu
Prêdko¶æ podawania drutu odbiega od zadanej warto¶ci.
Kiedy wystêpuje ta usterka, podawanie drutu zatrzymuje siê.
Nale¿y: Wezwaæ technika serwisu.
E12
U0
U1
U2
U3
U4
Bå±d komunikacji (ostrze¿enie)
Obci±¿enie szyny systemowej CAN jest chwilowo zbyt wysokie.
Mo¿liwe, ¿e urz±dzenie zasilaj±ce lub podajnik drutu utraciåy kontakt z panelem sterowania.
Nale¿y: Sprawdziæ sprzêt i upewniæ siê, ¿e zainstalowany jest tylko jeden podajnik drutu lub
zdalne sterowanie. Je¶li usterka wystêpuje nadal, nale¿y wezwaæ technika serwisu.
PL















