Garant shrink-fitting unit SU1 Instrukcja obsługi
- Typ
- Instrukcja obsługi

GARANT Schrumpfgerät SU1
GARANT SU1 operation manual
GARANT SU1 mode d'emloi
GARANT SU1 manuale d' uso
GARANT SU1 manual de uso
GARANT SU1 návod k použití
GARANT SU1 instrukcja obsługi
GARANT SU1 Настоящая инструкция по эксплуатации
这本操作说明书属于GARANT品牌SU1

DE
EN
FR
IT
ES
CZ
PL
RU
ZH
Inklusive Luftkühlung
auf Schrumpffutterposition.
Ergonomischer Handgriff
Hochleistungsspule
ɾ Schrumpfbereich ⌀ 3–32 mm (HM+HSS).
ɾ Rollfederunterstützte Spulenführung.
Robuste Edelstahloberfläche
in Leinenstruktur.
Modularer Aufbau
QuickToolHolder
integrierte Werkzeugablage.
Schrumpfbare Werkzeuglänge
bis 500 mm.

www.hoffmann-group.com 3
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
Optionale Kühleinheit CU1
ArtNr. 35 4215
Kontaktkühlung
Zwangsgeführt und Kontureabhängig.
Lochblechwand
zum Einsetzen der GARANT
Easyfix-Systeme Nr. 96 3001 – 96 3146.
Ablage für Kühleinsätze.
Modularer Aufbau
Ablage für Wechselscheiben
⌀ 3 – 32 mm (Nr. 35 4240).
Werkzeugablage

DE
EN
FR
IT
ES
CZ
PL
RU
ZH

www.hoffmann-group.com 1
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
www.hoffmann-group.com
GARANT SU1 Bedienungsanleitung
GARANT SU1 operation manual
GARANT SU1 mode d'emloi
GARANT SU1 manuale d' uso
GARANT SU1 manual de uso
GARANT SU1 návod k použití
GARANT SU1 instrukcja obsługi
GARANT SU1 Настоящая инструкция по эксплуатации
这本操作说明书属于GARANT品牌SU1

2
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
Bedienfeld
Automatische Auswahl der Schrumpfparameter
➊ Start bzw. Abbrechen/Ende des Schrumpfvorgangs, Verriegelung der Spule lösen
➋ Mode-Taste: Auswahl Futtertyp und Schaft-⌀, Betriebsarten-Umschaltung
➌ Boost-Taste: Schrumpfzeit-Erhöhung um 15 %
➍ Start bzw. Stop der Luftkühlung
➎ Anzeige Futtertyp:
ɾ SL = schlanke Schrumpffutter
ɾ N = normale Schrumpffutter
ɾ V = verstärkte Schrumpffutter
ɾ MAN = manuelle Leistungsauswahl
➏ Durchmesser des Werkzeugs erhöhen (nur in Automatik-Betriebsart).
Leistung erhöhen (nur in manueller-Betriebsart)
➐ Durchmesser des Werkzeugs verringern (nur in Automatik-Betriebsart).
Leistung verringern (nur in manueller-Betriebsart)
➑ LED-Anzeige
Die Betriebsarten werden durch das jeweilige LED angezeigt:
ɾ Automatik-Betriebsart:
Im Ruhezustand wird der ausgewählte Werkzeugdurchmesser in mm angezeigt.
Mit dem Start des Schrumpfvorganges wechselt die Anzeige auf die Restlaufzeit des Generators
in Sekunden.
ɾ Manuelle Betriebsart (Handsymbol):
Das Display zeigt stets die abgelaufene Schrumpfzeit an.
ɾ Fehlerfall:
Im Fehlerfall wird eine Fehlernummer angezeigt.
Anzeige der Softwareversion des Bedienfeldes
Die oberste Modus-LED (TV = gelb) leuchtet auf und für 5 Sekunden wird die Softwareversion des
Bedien feldes angezeigt. Hier wird sofort die Softwareversion des Generators angezeigt.
Anzeige der Softwareversion des Generators
Die dritte Modus-LED (TSF = gelb) leuchtet auf und für 5 Sekunden wird die Softwareversion des
Generators angezeigt.
➊
➌ ➍ ➐
➋ ➎ ➏
➑

www.hoffmann-group.com 3
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
Inhalt
1 Produkthaftung und Gewährleistung ........................................................................................................4
1.1 Allgemeines .........................................................................................................................................................4
1.2 Gewährleistung ..................................................................................................................................................5
1.3 Service ...................................................................................................................................................................5
1.4 Lieferumfang .......................................................................................................................................................5
1.5 Bestimmungsgemäßer Gebrauch ..............................................................................................................5
1.6 Symbole und Piktogramme ...........................................................................................................................6
2 Sicherheit ..............................................................................................................................................................7
2.1 Wahl des Aufstellungsortes ...........................................................................................................................7
2.2 Gefahren durch elektrische Energie ...........................................................................................................7
2.3 Gefahren durch heiße Teile ............................................................................................................................7
2.4 Schutz der Spannfutter vor Überhitzung..................................................................................................8
2.5 Gefahren durch elektromagnetische Strahlung .....................................................................................9
2.6 Besondere Gefahren .........................................................................................................................................9
2.7 Sicherheitsaufkleber am Gerät .................................................................................................................. 10
2.8 Typenschild ....................................................................................................................................................... 10
2.9 Konformitätserklärung ................................................................................................................................. 10
3 Bedienung ......................................................................................................................................................... 11
3.1 Bedien- und Anzeigefeld .............................................................................................................................11
3.1.1 Übersicht ............................................................................................................................................................11
3.1.2 LED-Anzeige Betriebsmodus und Moduswechsel ............................................................................. 12
3.1.3 LED-Ziffernanzeige (2-stellig) .....................................................................................................................12
3.2 Konfiguration des SU1 .................................................................................................................................. 13
3.2.1 Boost-Taste (Schrumpfzeit-Erhöhung) konfigurieren........................................................................13
3.2.2 Laufzeit des Luftkühlers konfigurieren ................................................................................................... 13
3.3 Wirkungsweise des thermischen Spannverfahrens ........................................................................... 14
3.4 Betriebsarten (Modi) ...................................................................................................................................... 15
3.4.1 Automatikmodi (SL, N, V) ............................................................................................................................. 15
3.4.2 Manueller Modus (MAN) .............................................................................................................................. 15
3.5 Arbeitsablauf .................................................................................................................................................... 15
3.5.1 Spannfutter einsetzen...................................................................................................................................16
3.5.2 Heizparameter wählen .................................................................................................................................17
3.5.3 Heizvorgang ..................................................................................................................................................... 17
3.5.4 Aktionen nach dem Heizvorgang ............................................................................................................. 18
3.5.5 Kühlung ..............................................................................................................................................................18
4 Inbetriebnahme SU1 ..................................................................................................................................... 19
4.1 Auspacken .........................................................................................................................................................19
4.2 Inbetriebnahme .............................................................................................................................................. 19
5 Reinigung und Wartung ............................................................................................................................... 19
6 Fehlersuche .......................................................................................................................................................20
6.1 Störungsmeldungen und Störungsbeseitigung .................................................................................20
7 Anhang ............................................................................................................................................................... 21
7.1 Technische Daten ...........................................................................................................................................21
7.1.1 Übersicht Schafttoleranzen ........................................................................................................................ 21
7.2 Auswahltabellen für Wechselscheiben ...................................................................................................21
7.3 Auswahltabellen für Luftkühladapter ..................................................................................................... 22
7.4 Gebrauchsanleitung 5-Finger-Schutzhandschuh ..............................................................................23
7.5 Gebäudeseitige Steckdose und Absicherung ...................................................................................... 24
7.5.1 Belegung der 16A-CEE-Steckdose: ........................................................................................................... 24
7.5.2 Spannungen zwischen den Pins ............................................................................................................... 24
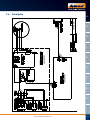
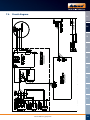
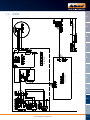
7.6 Schaltplan .......................................................................................................................................................... 25

4
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
Diese Bedienungsanleitung inkl. ihrer grafischen Gestaltung ist urheberrechtlich geschützt.
Nachdruck und jede Art der Vervielfältigung – auch auszugsweise – ist nur zulässig mit schriftlicher
Genehmigung der Firma Hoffmann GmbH Qualitätswerkzeuge, 81241 München.
Irrtum und Änderungen vorbehalten.
1 Produkthaftung und Gewährleistung
1.1 Allgemeines
Diese Betriebsanleitung ist Teil der technischen Dokumentation für das GARANT Schrumpfgerät SU1.
Diese Betriebsanleitung ist wichtig, um das Gerät sicher, sachgerecht und wirtschaftlich zu betreiben.
Ihre Beachtung hilft, Gefahren zu vermeiden, Reparaturkosten und Ausfallzeiten zu vermindern und die
Zuverlässigkeit und Lebensdauer der gesamten Maschine zu erhöhen. Ihr Inhalt entspricht dem Bau-
zustand des SU1 zum Zeitpunkt der Erstellung dieser Betriebsanleitung. Änderungen der Konstruktion
und der technischen Daten sind aufgrund stetiger Weiterentwicklung und kundenspezifischer Auslegung
vorbehalten.
Aus dem Inhalt dieser Betriebsanleitung (Angaben, Grafiken, Zeichnungen, Beschreibungen etc.) können
deshalb keine Ansprüche hergeleitet werden. Der Irrtum ist vorbehalten!
Diese Betriebsanleitung, insbesondere das Kapitel „Sicherheit“, ist von jeder Person zu lesen und
anzuwenden, die mit Arbeiten am Gerät beauftragt ist:
Bedienung
Einschließlich Rüsten, Störungsbehebung im Arbeitsablauf, Beseitigung von Produktionsabfällen, Pflege,
Entsorgung von Betriebs- und Hilfsstoffen.
Instandhaltung
Wartung, Inspektion, Instandsetzung
Transport
Neben der Betriebsanleitung sowie den im Verwenderland und an der Einsatzstelle geltenden verbind-
lichen Regelungen zur Unfallverhütung sind auch die anerkannten fachtechnischen Regeln für sicherheits-
und fachgerechtes Arbeiten zu beachten, sowie die jeweiligen werkstattspezifischen Regeln.
Bei Unklarheiten stehen wir für Rückfragen gerne zur Verfügung.
Sie erreichen uns unter dieser Adresse:
Hoffmann GmbH Qualitätswerkzeuge
Haberlandstr. 55
D-81241 München
www.hoffmann-group.com
Sollten Ihnen beim Lesen dieser Betriebsanleitung Druckfehler, unverständliche Informationen oder
Fehlinformationen auffallen, so bitten wir Sie uns diese mitzuteilen.

www.hoffmann-group.com 5
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
1.2 Gewährleistung
Von dem Gerät wird erwartet, dass seine Leistungsfähigkeit, Betriebssicherheit und Arbeitsgenauigkeit
über viele Jahre erhalten bleiben. Dies ist jedoch nur dann gewährleistet, wenn die Vorschriften für Betrieb,
Wartung und Instandhaltung eingehalten werden.
Während der Gewährleistungszeit werden auftretende Störungen gemäß unserer Gewährleistungs-
bedingungen beseitigt. Alle Folgen von eigenmächtigen Umbauten und Veränderungen gehen zu Lasten
des Betreibers. Dies gilt in besonderem Maße für solche Veränderungen, welche die Sicherheit des Gerätes
beeinträchtigen.
Gewährleistung wird ausschließlich für Originalersatzteile übernommen.
Diese Betriebsanleitung erweitert nicht unsere Verkaufs- und Lieferbedingungen.
1.3 Service
Unser umfassendes Produkt- und Serviceprogramm der Hoffmann Group ist in mehr als 30 europäischen
Ländern und in China verfügbar – ganz sicher auch in Ihrer Nähe.
Wo genau wir zu finden sind, und welcher unserer Partner Ihnen bei Servicefragen und Beratungs-
wünschen zur Seite steht, entnehmen Sie bitte unserer Übersicht am Ende der Bedienungsanleitung.
Die Seriennummer finden Sie auf dem Typenschild an der Geräteseitenwand (siehe „Typenschild“, Seite 9).
1.4 Lieferumfang
1 Induktionsgerät SU1
4 Wechselscheiben ⌀ 3–32 mm
1 Klemmring für Wechselscheiben
1 Paar Schutzhandschuhe
1.5 Bestimmungsgemäßer Gebrauch
Hochleistungsspule
ɾ Schrumpfbereich ⌀ 3–32 mm (HM+HSS).
ɾ Rollfederunterstützte Spulenführung.
Robuste Edelstahloberfläche
in Leinenstruktur.
QuickToolHolder
integrierte Werkzeugablage.
Schrumpfbare Werkzeuglänge
bis 500 mm.
Ablage für
Wechselscheiben
⌀ 3 – 32 mm (Nr. 35 4240).
Werkzeugablage
Intuitives Bedienfeld
Inklusive Luftkühlung
auf Schrumpffutterposition.
Ergonomischer Handgriff

6
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
1.6 Symbole und Piktogramme
Warnungen sind gekennzeichnet durch Warndreiecke mit Gefahrensymbol und warnen vor Gefahren, die
Sach- und/oder Personenschaden zur Folge haben.
!
Warnung! Todesgefahr oder Gefahr schwerer Körperverletzung!
Bei Nichtbeachtung droht möglicherweise Tod oder schwere
Körperverletzung!
!
Vorsicht! Gefahr der leichten Körperverletzung!
Bei Nichtbeachtung droht mit geringem Risiko Körperverletzung!
Hinweis! Informationen, um eine Aktion besonders effizient durchzuführen, sowie um Sachschäden zu
vermeiden.
Gebote sind gekennzeichnet durch Kreise mit Gefahrensymbol oder Rechtecke anweisendem Text und
gebieten eine Tätigkeit oder die Benutzung bestimmter Gegenstände.
Schutzbrille Augenverletzungsgefahr!
Schutzbrille tragen! Während der Heizphase können Teile der erhitzten Metall
oberflächen abspringen und Verletzungen verursachen!
Handschuhe Gefahr der Verletzung!
Eventuelle scharfe Kanten oder dem Werkzeug anhaftende Metallspäne
können Schnittwunden verursachen.
Tragen Sie daher Schutzhandschuhe!
▶ Tätigkeiten sind gekennzeichnet durch das Symbol ▶ und weisen Sie zu den genannten
Tätigkeiten an. Unter der Tätigkeit kann zur Erklärung deren Ergebnis stehen.
Beispiel:
XSpule absenken
XSchrumpfzeit einstellen
XWerkzeug entnehmen
Hinweis: Die Hoffmann Group kann nicht für Schäden verantwortlich gemacht werden, die infolge
der Nutzung abweichend vom bestimmungsgemäßen Gebrauch oder der Nichtbeachtung von Sicher-
heitshinweisen und Warnungen verursacht werden.

www.hoffmann-group.com 7
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
2 Sicherheit
Der Induktionsgenerator ist nach dem Stand der Technik zum Zeitpunkt der Auslieferung gebaut und
betriebssicher. Dennoch können vom Gerät Gefahren ausgehen, wenn es nicht von geschultem oder
zumindest eingewiesenem Personal und/oder nicht zum bestimmungsgemäßen Gebrauch eingesetzt
wird. Beachten Sie deshalb:
Vor Inbetriebnahme und Betrieb des Gerätes Betriebsanleitung aufmerksam lesen und mit den
Bedienelementen vertraut machen!
Die Betriebsanleitung ist Bestandteil des Induktionsgenerators und muss für alle Personen, die mit der
Anlage arbeiten immer leicht zugänglich, lesbar und vollständig sein.
Das Gerät darf nur von geschultem, unterwiesenem Personal bedient werden!
Das Gerät darf nur bestimmungsgemäß und in funktionsfähigem Zustand betrieben werden!
Der Induktionsgenerator ist für den Werkzeugwechsel bei Spannfuttern mehrerer bekannter Typen
ausgelegt und abgestimmt (Leistung, Heizzeit etc., siehe „LED-Anzeige Betriebsmodus und Modus-
wechsel“). Beim Aus- / Einschrumpfen in anderen Spannfutterbauformen können Probleme auftreten,
bis hin zu bleibenden Schäden an Futtern oder am Induktionsgerät selbst.
Nach allen eigenmächtigen Umbauten oder Eingriffen am Gerät, kann von Seiten des Herstellers nicht
mehr für den sicheren Betrieb der Anlage garantiert werden. Das Risiko der Gefährdung von Leib
und Leben des Benutzers oder Dritter sowie Beschädigung des Induktionsgenerators und anderer
Sachwerte trägt allein der Betreiber!
2.1 Wahl des Aufstellungsortes
Das SU1 ist als Tischgerät ausgelegt und an einem trockenen, möglichst staub- und schmutzfreien Arbeits-
platz sicher und erschütterungsfrei aufzustellen.
Gerät erschütterungsfrei aufstellen.
Gerät vor Verschmutzung und Nässe schützen!
Zur besseren Ablesbarkeit der Anzeige ist direkte Sonneneinstrahlung zu vermeiden.
2.2 Gefahren durch elektrische Energie
Im Gerät befinden sich stromführende Bauteile mit berührgefährlichen Spannungen.
Beachten Sie folgende Punkte zu Ihrer Sicherheit:
Das Gerät darf nicht mit geöffnetem Gehäuse betrieben werden!
Das Gerät darf nur durch unser Servicepersonal geöffnet werden!
Vermeiden Sie das Eindringen von Metallspänen und Flüssigkeiten!
Schrumpfen Sie daher nur gereinigte Werkzeuge in gereinigte Futter!
Halten Sie das Gerät sauber und reinigen Sie es regelmäßig (siehe „Reinigung und Wartung“)!
2.3 Gefahren durch heiße Teile
Die sehr effektive Form der Erwärmung erhitzt nur die relevanten Randzonen der Spannfutter mit gerin-
gem Wärmeeintrag. Die Oberfläche der Futter werden dabei bis zu ca. 400 °C heiß. Während auch die Kühl-
adapter heiß werden können, erwärmt sich die Spule sowie die Werkzeuge im ordnungsgemäßen Betrieb
nicht oder nur unwesentlich.

8
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
!
Vorsicht! Verletzungsgefahr durch Verbrennung an heißen Teilen!
Die Hitze wird ausgehend vom Schrumpfbereich auf Werkzeug und Spannfut-
ter verteilt, wenn ein Spannfutter nicht sofort nach dem Schrumpfen geeignet
gekühlt wird! Fahren Sie nach dem Schrumpf prozess die Spule sofort in die
obere Position und stellen Sie das Spannfutter sofort in einen geeigneten Küh-
ler!
!
Warnung! Befolgen Sie zu Ihrer eigenen Sicherheit beim Arbeiten mit dem Gerät fol-
gende Schutzmaßnahmen:
XDas Gerät darf nicht in explosionsgefährdeter Umgebung betrieben
werden!
XVerwenden Sie keine leicht entzündlichen Reinigungsmittel!
XStellen Sie sicher, dass heiße Teile nicht versehentlich berührt werden
können!
XTragen Sie beim Aus-/Ein-Schrumpfen von Werkzeugen die mitgelieferten
Handschuhe zum Schutz vor Verbrennungen und Schnittverletzungen!
XLassen Sie heiße Schrumpfaufnahmen nie offen stehen sondern
decken Sie diese mit den Kühladaptern sofort ab und stellen sie in ihren
Aufnahmen auf die Kühlplätze!
XLegen Sie heiße Werkzeuge auf nicht brennbare, hitzebeständige
Unterlagen!
XBringen Sie außer Spannfutter und Werkzeug keine metallischen
Gegenstände in den Innenbereich der Induktionsspule, da sich die sonst
ebenfalls erwärmen!
XGreifen Sie während des Betriebs nicht in den Erwärmungsbereich der
Spule, da sich z. B. Ringe oder Ketten ebenfalls sehr schnell erwärmen!
XTragen Sie beim Schrumpfen eine Schutzbrille! Beim Heizen können
Bruchstücke von Werkzeug oder Aufnahme abplatzen und Verletzungen
verursachen!
2.4 Schutz der Spannfutter vor Überhitzung
Durch zu langes manuelles Schrumpfen oder mehrmaliges Aufheizen eines Spannfutters in kurzer Zeit
kann es zur Überhitzung des Futters sowie des Werkzeugs kommen. Deshalb sollten beim manuellen
Schrumpfen die Schrumpfzeiten möglichst kurz gehalten werden.
XÜberhitzung der Spannfutter durch zu hohe Schrumpfenergie und zu lange Schrumpfzeiten
vermeiden!
Für mehrmaliges Erhitzen der (Spann-)Werkzeuge innerhalb kurzer Zeit (vor allem auch bei misslungenen
Schrumpfvorgängen) muss das Spannfutter vor jedem Heizvorgang komplett gekühlt werden, da sonst
die Berechnung der Heizenergie nicht korrekt arbeiten kann.

www.hoffmann-group.com 9
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
2.5 Gefahren durch elektromagnetische Strahlung
Bei ordnungsgemäßem Gebrauch der Anlage wirkt keine gefährdende elektromagnetische Strahlung
auf die Umgebung. Die Strahlungssicherheit der Anlage ist durch Prüfung gemäß EG Maschinenrichtlinie
(siehe EG Konformationserklärung, Seite 10) kontrolliert und belegt.
!
Warnung! Der Schrumpfprozess darf nicht ohne eingesetzte Ferritscheibe
gestartet werden!
Wird die Induktionserwärmung gestartet, ohne dass eine Ferritscheibe einge-
setzt wurde, wirkt das Magnetfeld auch im Nahbereich unterhalb der Spule.
!
Warnung! Der Schrumpfprozess darf nicht ohne eingesetztes Spannfutter
betrieben werden!
Wird die Induktionserwärmung gestartet, ohne dass sich ein Spannfutter in der
Spule befindet, wirkt das Magnetfeld auch im Nahbereich unterhalb der Spule.
!
Warnung! Mögliche Todesgefahr bei Trägern von Herzschrittmachern!
Halten Sie als Träger eines Herzschrittmachers einen Sicherheitsabstand von
3 m ein – bis mit dem Hersteller des Schrittmachers oder Ihrem Arzt geklärt ist,
dass der Schrittmacher durch das Induktionsfeld unbeeinflusst bleibt.
2.6 Besondere Gefahren
!
Warnung! Quetsch- und Schnittgefahr im Bewegungsbereich der Spule!
Achten Sie darauf, dass Sie während des Betriebs des Induktionsgeräts keine
Körperteile oder Gegenstände in den Bewegungsbereich der Spule bringen.
Durch das Gewicht der Spule können Quetschungen und in Verbindung mit
Werkzeugschneiden Schnittverletzungen verursacht werden.
XBeachten Sie beim Einsatz von Geräteoptionen und Erweiterungen die
zusätzlichen Sicherheitshinweise der beiliegenden OEM-Dokumentation.
!
Warnung! Beschädigung der Spule und / oder der elektrischen Einrichtung!
Durch Einsatz von unsachgemäßen Schrumpffuttern kann es zur Berührung
von heißem Futter und Spulenkörper kommen und die Isolierung zerstören.
Bei jeglicher Beschädigung des Spulenkörpers und / oder der elektrischen Ein-
richtung ist das Gerät unverzüglich stillzusetzen und Kontakt mit dem
Hersteller aufzunehmen.

10
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
2.7 Sicherheitsaufkleber am Gerät
XAlle Sicherheits- und Gefahrenhinweise am Gerät
in lesbarem Zustand halten und beachten!
2.8 Typenschild
2.9 EG Konformitätserklärung
Hoffmann GmbH, Qualitätswerkzeuge, Haberlandstr. 55, D-81241 München
erklären, dass folgende Produkte mit der angegebenen Norm übereinstimmen:
Bezeichnung: GARANT Basis-Schrumpfgerät SU1
Artikelnummer: 354210 SU1
Einschlägige EG-Richtlinien: EG-Richtlinie Maschinen 2006/42/EG
EG-EMV-Richtlinie 2014/30/EG
Angewandte harmoniserte Normen: EN ISO 12100:2015
EN 60204-1:2006+A1:2009
EN 61000-6-2:2005
EN 61000-6-4:2007 + A1:2011
EN 55011:2009 + A1:2010
EN 60519-1:2011
EN 60519-3:2005
Angewandte nationale Normen (USA): FCC 47 CFR Cg. I (Edition 10-1-01), Part 18 C

www.hoffmann-group.com 11
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
3 Bedienung
3.1 Bedien- und Anzeigefeld
3.1.1 Übersicht
Taste START / STOP
Schrumpfvorgang starten (Generatorstart) bzw.
Schrumpfvorgang beenden (Energiezufuhr stoppen).
Taste MODE
Umschalten zwischen den verschiedenen Automatikmodi und manuellem Modus.
Während die LED der Taste MODE leuchtet, kann der gewünschte Modus mit den
Tasten + und – selektiert werden.
Boost-Taste Zusatzzeit
Drücken dieser Taste erhöht die Heizzeit in den Automatikmodi für den aktuellen
Heizvorgang um den konfigurierten Prozentsatz (siehe „Boostfaktor (Zusatzzeit)
konfigurieren“).
Taste Luftkühlung
Kühlung ein- bzw. ausschalten
Taste +
Durchmesser des Werkzeugs erhöhen (nur Automatikmodi) /
Leistung erhöhen (nur manueller Modus)/Mode selektieren
Taste –
Durchmesser des Werkzeugs verringern (nur Automatikmodi) /
Leistung verringern (nur manueller Modus)/Mode selektieren

12
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
3.1.2 LED-Anzeige Betriebsmodus und Moduswechsel
SL Schlanke Spannfutter
N Standard-Spannfutter
V Verstärkte Spannfutter
MAN Manuell schrumpfen
Abb. 4: Betriebsmodus: Zur Wahl stehen drei automatische und der manuelle Modus
Der aktuell eingestellte Betriebsmodus wird durch eine LED angezeigt.
Wechseln des Modus:
XTaste MODE drücken bis LED leuchtet
XMit den Tasten + und – den gewünschten Modus auswählen
XTaste MODE drücken bis LED erlischt
3.1.3 LED-Ziffernanzeige (2-stellig)
Direkt nach dem Einschalten des Geräts:
Anzeige der Programm-Version des Bedienfelds (5 Sekunden lang, dabei leuchtet die LED „SL“)
Anzeige der Programm-Version des Generators (5 Sekunden lang, dabei leuchtet die LED „V“)
Wechsel auf den Modus, der vor dem Ausschalten eingestellt war.
Anwahl des Durchmessers / der manuellen Leistung welche(r) vor dem Ausschalten eingestellt war.
Das Gerät ist nun bereit zum Schrumpfen.
Nach Versionsanzeige, Normalbetrieb:
Automatikmodi (SL, N, V)
Das Display zeigt an:
Vor dem Heizen den ausgewählten Werkzeugdurchmesser in mm
Beim Heizen die Restlaufzeit des Generators in Sekunden
Manueller Modus (MAN)
Das Display zeigt an:
Vor dem Heizen die eingestellte Heizleistung in Prozent
Beim Heizen die abgelaufene Heizzeit in Sekunden
Fehlerfall:
Im Fehlerfall wird eine Fehlernummer angezeigt (siehe „Fehlersuche“).

www.hoffmann-group.com 13
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
3.2 Konfiguration des SU1
3.2.1 Boostfaktor (Zusatzzeit) konfigurieren
Der Boostfaktor erhöht nach Druck der Taste Zusatzzeit die Heizzeit der automatischen Modi. Er kann
zwischen 0 % und 25 % konfiguriert werden.
Beispiel: Ist der Boostfaktor gemäß Ziffernanzeige auf 10 eingestellt, verlängert sich die Heizzeit eines
Automatikmodus um 10 %, wenn während des Heizens die LED der Taste Zusatzzeit eingeschaltet ist.
XSU1 ausschalten.
XGerät einschalten.
XWährend die Programm-Version des Bedienfeldes angezeigt wird (LED „SL“ leuchtet)
Taste Zusatzzeit drücken.
XMit den Tasten + und – den Boostfaktor einstellen (0 = 0 % bis 25 = 25 %).
XTaste START/STOP betätigen, um das SU1 in seinen normalen Betriebszustand zu bringen.
3.2.2 Laufzeit des Luftkühlers konfigurieren
Der Luftkühler wird manuell oder automatisch gestartet. Seine Laufzeit kann zwischen 0 und 10 Minuten
(empfohlener Wert: 4 Minuten) eingestellt werden.
Ein vorzeitiges Abschalten ist durch das Drücken der Taste Luftkühlung möglich.
XSU1 ausschalten.
XGerät einschalten und Taste Luftkühlung gedrückt halten.
XMit den Tasten + und – die Laufzeit des Luftkühlers einstellen.
0 = Luftkühlung wird manuell durch Drücken der Taste gestartet.
1 – 10 = Entspricht den Minuten, die der Luftkühler beim Start des Schrumpfvorgangs durchläuft.
XTaste START/STOP betätigen, um das SU1 in seinen normalen Betriebszustand zu bringen.

14
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
3Bedienung
Dezember 2009Betriebsanleitung SG1 16
3.4 Wirkungsweise des thermischen Spannverfahrens
Schrumpfen nach induktiverErwärmung mit hoher Energiedichte erlaubt Werkzeugwechsel im
Sekundenbereich.
1
2
3
Mit Hilfe der speziell ausgebildeten Induktionsspule wird
der Spannbereich (2) des Futters (3) erwärmt.
Ein im warmen Zustand des Futters eingestecktes
zylindrisches Werkzeug (1) erfährt nach dem Erkalten des
Spannfutters einen hohen radialen Spanndruck. Bei
richtiger Handhabung ist dieser Löse-und Spannvorgang
beliebig oft wiederholbar. Die erreichbaren Spannkräfte
sind dabei höher als bei anderen Spanntechniken.
Abb. 7: Erwärmter Bereich beim Schrumpfprozess
Die Induktion wirkt kurz und partiell auf den Spannbereich ein. Dadurch wird nur wenig Energie
im Spannfutter gespeichert und die Abkühlzeit entsprechend verkürzt. Um die Abkühlzeit weiter
zu reduzieren,werden Kühladapter verwendet, die den heißen Spannbereich formschlüssig
kontaktieren und die Wärme schnell ableiten.
Vorteile der thermischen Spanntechnik im Überblick:
•Schnelles Ein-und Ausschrumpfen
•Höchste Spannkräfte
•Erhöhte Werkzeugstandzeiten und Spindellebensdauern durch guten Rundlauf (< 3 µm)
•Gute Biege-und Radialsteifigkeit auch bei großen Vorbaulängen
•Auch schlanke Futter für höchste Drehzahlen möglich
•Hohe Lebensdauer und Formstabilität der Spannfutter durch lokale und doch homogene
Erwärmung des Spannbereichs
Thermische Spannfutter lassen sich bis zu Grenztemperaturen von max. 450°C einsetzen,ohne
dass Gefügeänderungen oder Rundlaufbeeinträchtigungen auftreten. Eine Verfärbung der
Spannfutter im vorderen Bereich resultiert aus Oxidation und führt zu keiner Beeinträchtigung der
Qualität und Funktionalität der Spannfutter.
Obwohl grundsätzlich auch das Schrumpfen von Werkzeugen mit Schäften nach DIN 6535 Form
HB und HE oder ähnliche Formen mit nicht geschlossener Zylindergeometrie möglich ist, sollen
Sie zylindrische Aufnahmen wie z. B. DIN 6535 Form HA bevorzugen, da sie die höchsten
Haltekräfte und die kleinsten Unwuchten ermöglichen.
3Bedienung
Dezember 2009Betriebsanleitung SG1 16
3.4 Wirkungsweise des thermischen Spannverfahrens
Schrumpfen nach induktiverErwärmung mit hoher Energiedichte erlaubt Werkzeugwechsel im
Sekundenbereich.
1
2
3
Mit Hilfe der speziell ausgebildeten Induktionsspule wird
der Spannbereich (2) des Futters (3) erwärmt.
Ein im warmen Zustand des Futters eingestecktes
zylindrisches Werkzeug (1) erfährt nach dem Erkalten des
Spannfutters einen hohen radialen Spanndruck. Bei
richtiger Handhabung ist dieser Löse-und Spannvorgang
beliebig oft wiederholbar. Die erreichbaren Spannkräfte
sind dabei höher als bei anderen Spanntechniken.
Abb. 7: Erwärmter Bereich beim Schrumpfprozess
Die Induktion wirkt kurz und partiell auf den Spannbereich ein. Dadurch wird nur wenig Energie
im Spannfutter gespeichert und die Abkühlzeit entsprechend verkürzt. Um die Abkühlzeit weiter
zu reduzieren,werden Kühladapter verwendet, die den heißen Spannbereich formschlüssig
kontaktieren und die Wärme schnell ableiten.
Vorteile der thermischen Spanntechnik im Überblick:
•Schnelles Ein-und Ausschrumpfen
•Höchste Spannkräfte
•Erhöhte Werkzeugstandzeiten und Spindellebensdauern durch guten Rundlauf (< 3 µm)
•Gute Biege-und Radialsteifigkeit auch bei großen Vorbaulängen
•Auch schlanke Futter für höchste Drehzahlen möglich
•Hohe Lebensdauer und Formstabilität der Spannfutter durch lokale und doch homogene
Erwärmung des Spannbereichs
Thermische Spannfutter lassen sich bis zu Grenztemperaturen von max. 450°C einsetzen,ohne
dass Gefügeänderungen oder Rundlaufbeeinträchtigungen auftreten. Eine Verfärbung der
Spannfutter im vorderen Bereich resultiert aus Oxidation und führt zu keiner Beeinträchtigung der
Qualität und Funktionalität der Spannfutter.
Obwohl grundsätzlich auch das Schrumpfen von Werkzeugen mit Schäften nach DIN 6535 Form
HB und HE oder ähnliche Formen mit nicht geschlossener Zylindergeometrie möglich ist, sollen
Sie zylindrische Aufnahmen wie z. B. DIN 6535 Form HA bevorzugen, da sie die höchsten
Haltekräfte und die kleinsten Unwuchten ermöglichen.
3.3 Wirkungsweise des thermischen Spannverfahrens
Schrumpfen nach induktiver Erwärmung mit hoher Energiedichte erlaubt Werkzeugwechsel im
Sekundenbereich.
Abb. 7: Erwärmter Bereich beim Schrumpfprozess
Die Induktion wirkt kurz und partiell auf den Spannbereich ein. Dadurch wird nur wenig Energie im Spann-
futter gespeichert und die Abkühlzeit entsprechend verkürzt. Um die Abkühlzeit weiter zu reduzieren,
werden Kühladapter verwendet, die den heißen Spannbereich formschlüssig kontaktieren und die Wärme
schnell ableiten.
Vorteile der thermischen Spanntechnik im Überblick:
Schnelles Ein- und Ausschrumpfen.
Höchste Spannkräfte.
Erhöhte Werkzeugstandzeiten und Spindellebensdauern durch guten Rundlauf (< 3 µm).
Gute Biege- und Radialsteifigkeit auch bei großen Vorbaulängen.
Auch schlanke Futter für höchste Drehzahlen möglich.
Hohe Lebensdauer und Formstabilität der Spannfutter durch lokale und doch homogene Erwärmung
des Spannbereichs.
Thermische Spannfutter lassen sich bis zu Grenztemperaturen von max. 450 °C einsetzen, ohne dass
Gefügeänderungen oder Rundlaufbeeinträchtigungen auftreten. Eine Verfärbung der Spannfutter im
vorderen Bereich resultiert aus der Induktion und führt zu keiner Beeinträchtigung der Qualität und
Funktionalität der Spannfutter.
Obwohl grundsätzlich auch das Schrumpfen von Werkzeugen mit Schäften nach DIN 6535 Form HB und
HE oder ähnliche Formen mit nicht geschlossener Zylindergeometrie möglich ist, sollen Sie zylindrische
Aufnahmen wie z. B. DIN 6535 Form HA bevorzugen, da sie die höchsten Haltekräfte und die kleinsten
Unwuchten ermöglichen.
Mit Hilfe der speziell ausgebildeten
Induktionsspule wird der Spannbereich ➋
des Futters ➌ erwärmt.
Ein im warmen Zustand des Futters ein-
gestecktes zylindrisches Werkzeug ➊ erfährt
nach dem Erkalten des Spannfutters einen
hohen radialen Spanndruck. Bei richtiger
Handhabung ist dieser Löse- und Spann-
vorgang beliebig oft wiederholbar. Die
erreichbaren Spannkräfte sind dabei
höher als bei anderen Spanntechniken.
➊
➌
➋

www.hoffmann-group.com 15
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
3.4 Betriebsarten (Modi)
3.4.1 Automatikmodi (SL, N, V)
Für verschiedene Spannfutter sind die notwendigen Parameter wie Leistung und Zeit werksseitig im SU1
hinterlegt. Abhängig von der Konfiguration des SU1 werden in den Automatikmodi zur Auswahl des
Spanndurchmessers die Durchmesser der Aufnahmen angezeigt.
Entsprechend dem eingestellten Futtertyp (SL, N, V) und Werkzeugdurchmesser, werden die Heiz-
parameter automatisch eingestellt.
Nach dem Einschalten des SU1 befindet sich das Gerät in der Betriebsart, die vor dem letzten Ausschalten
des Geräts gewählt war.
XZur Modeumschaltung (siehe „LED-Anzeige Betriebsmodus und Moduswechsel“, Seite 12).
XDrücken der Taste START/STOP startet den Heizprozess. Er wird in den Automatikmodi automatisch
beendet.
3.4.2 Manueller Modus
Der manuelle Modus dient zum Schrumpfen anderer Spannfutter.
XManuellen Modus wählen (siehe „LED-Anzeige Betriebsmodus und Moduswechsel“, Seite 12).
XDas SU1 befindet sich nun im manuellen Modus. Die Ziffernanzeige zeigt die eingestellte Heizleistung
an. Die Zahl „99“ steht dabei für 100 %.
XDurch Betätigung der Tasten + und – auf der rechten Seite des Bedienfeldes die Heizleistung
zwischen 0 % und 100 % vorwählen.
XDrücken der Taste START/STOP startet den Heizprozess. Er wird in dieser Betriebsart beim Loslassen
der Taste beendet.
3.5 Arbeitsablauf
Ein die Spule umschließender Schirm verhindert weitgehend magnetische Streufelder. Steuerung und
Hochfrequenzgenerator sind im Gehäuse integriert. Für alle Spanndurchmesser wird nur eine einzige
Spule benötigt. Sämtliche Kabel zur beweglichen Spule sind geschützt.
Der Bediener senkt die rollfederunterstützte Spule manuell auf das Spannfutter ab und fährt sie nach
Ablauf der Schrumpfzeit wieder nach oben. Danach soll das erwärmte Spannfutter sofort gekühlt werden,
um ein Durchwärmen des Werkzeugs zu vermeiden.
Befolgen Sie zur Ihrer eigenen Sicherheit beim Arbeiten mit dem SU1 die folgenden Regeln:
Handschuhe Gefahr der Verbrennung!
Aufgrund der notwendigen Schrumpftemperaturen bewegen Sie die Futter
bis zum Erkalten nur in den passenden Werkzeug-Grundaufnahmen und tra-
gen Sie grundsätzlich Schutzhandschuhe. Spannfutter nur mit Handschuhen
und nur am Bund und nicht in der erwärmten Zone anfassen! Die maximale
Greifzeit darf auch mit Schutzhandschuh 5 Sekunden nicht überschreiten!
Schutzbrille Augenverletzungsgefahr!
Um die Augen vor heißen oder spritzenden Partikeln zu schützen, Schutzbrille
tragen!

16
DE
EN
FR
IT
ES
CZ
PL
RU
ZH
3.5.1 Spannfutter einsetzen
XSpule in die obere Endposition fahren.
XFür das Spannfutter passende Wechselscheibe in die Spule einlegen. Typ und Spanndurchmesser des
Futters beachten (siehe „Technische Daten“, Seite 21).
Hinweis: Eine zu große Öffnung der Wechselscheibe kann zur Erwärmung des Werkzeugs führen, eine
zu kleine Öffnung zu Beschädigung von Werkzeug und/oder Abdeckplatte.
XPassenden Kühladapter bereitlegen (siehe „Kühlung“, S. 18).
Hinweis: Nach dem Schrumpfen muss das Spannfutter sofort gekühlt werden, damit es nicht
durchgehend erwärmt wird!
XSpannfutter in der passenden Werkzeug-Grundaufnahme bis zum Anschlag im Positionier-Prisma
unterhalb der Linearführung positionieren.
Hinweis: Die Aufweitung der Spannbohrung beträgt nur wenige hundertstel Millimeter.
Setzen Sie daher nur Werkzeuge mit geschliffenem Schaft der Toleranz h4, h5 sowie h6 ein.
Werkzeuge mit größerer Schafttoleranz können nicht prozesssicher gespannt werden!
(Siehe auch „Übersicht Schafttoleranzen“, Seite 21).
Setzen Sie nur saubere fettfreie Schäfte in die Spannfutter ein, um bestmögliche Spannkräfte
zu erzielen.
Hinweis: Werden nasse Werkzeuge eingesetzt, kann es beim Heizen durch schlagartiges Verdampfen
zu Verletzungen durch umherspritzende Flüssigkeit kommen. Eventuell lässt sich auch das Werkzeug
nicht einsetzen oder wird beschädigt. Daher nur trockene Werkzeuge einsetzen!
Hinweis: Achten Sie darauf, dass die verwendeten Werkzeugschäfte im Spannbereich keine
Erhebungen oder Aufwürfe aufweisen!
Achten Sie auf den sicheren geraden Stand der Spannfutter in den Werkzeugaufnahmen.
Beim Herunterfahren der Spule könnte sonst das Werkzeug und/oder die Spule beschädigt werden!
Abb. 8: Positionier-Prisma (links)
und korrekt positionierte
Werkzeugaufnahme mit
Spannfutter und Werkzeug
(rechts).
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
































































































































































































































Garant shrink-fitting unit SU1 Instrukcja obsługi
- Typ
- Instrukcja obsługi
w innych językach
- čeština: Garant shrink-fitting unit SU1 Operativní instrukce
- español: Garant shrink-fitting unit SU1 Instrucciones de operación
- italiano: Garant shrink-fitting unit SU1 Istruzioni per l'uso
- Deutsch: Garant shrink-fitting unit SU1 Bedienungsanleitung
- français: Garant shrink-fitting unit SU1 Mode d'emploi
- English: Garant shrink-fitting unit SU1 Operating instructions
- русский: Garant shrink-fitting unit SU1 Инструкция по эксплуатации
Powiązane artykuły
Inne dokumenty
-
 Hoffmann Group 358975 Instrukcja obsługi
Hoffmann Group 358975 Instrukcja obsługi
-
 Holex LED rechargeable battery torch Instrukcja obsługi
Holex LED rechargeable battery torch Instrukcja obsługi
-
 Holex 08 1533_160 Instrukcja obsługi
Holex 08 1533_160 Instrukcja obsługi
-
 Holex LED pen torch Instrukcja obsługi
Holex LED pen torch Instrukcja obsługi
-
 Kessel SG 400 V Mono Original Operation Manual
Kessel SG 400 V Mono Original Operation Manual
-
Grandstream GXP1628 Instrukcja instalacji
-
 Vanucci 13594 Instrukcja obsługi
Vanucci 13594 Instrukcja obsługi
-
AEG L75484EFL Instrukcja obsługi
-
AEG L60260TL Instrukcja obsługi
-
Fastway 13594 Instrukcja obsługi





