ESAB TAF 800 / TAF 1250 Instrukcja obsługi
- Typ
- Instrukcja obsługi

PL
Valid for serial no. 6440456 513 501 PL 2007--02--02
TAF 800/ TAF 1250
AC
Instrukcja obs³ugi

2
DEKLARACJA ZGODNO¦CI
Firma ESAB AB, Welding Equipment, 69581 Laxaa, Szwecja, gwarantuje pod rygorem odpowiedzialno¶ci, ¿e
¼ród³a pr±du spawania TAF 800/ TAF 1250 od numeru seryjnego 606 spe³niaj± wymagania n ormy
EN60974-1 wed³ug dyrektywy (73/23/EEC) z poprawkami (93/68/EEG) oraz normy EN 60974-10
wed³ug dyrektywy (89/336/EEG) z poprawkami (93/68/EEG)..
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
L
axå 2006--03--01

TOCo
-- 3 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 ZASADY BEZPIECZEÑSTWA 4........................................
2WPROWADZENIE 6..................................................
2.1 Informacje ogólne 6..........................................................
2.2 Dane techniczne 6...........................................................
3INSTALACJA 7.......................................................
3.1 Informacje ogólne 7..........................................................
3.2 Rozpakowanie i instalacja 7....................................................
3.3 Connections 7...............................................................
3.4 P³ytka drukowana 8...........................................................
4OBS£UGA 9.........................................................
4.1 Informacje ogólne 9..........................................................
4.2 Elementy sterowania 9........................................................
4.3 Uruchomienie 9..............................................................
5KONSERWACJA 10...................................................
5.1 Informacje ogólne 10..........................................................
5.2 Czyszczenie 10...............................................................
6 ZAMAWIANIE CZʦCI ZAMIENNYCH 10................................
SCHEMAT 11............................................................
SPIS CZʦCI 12..........................................................
SPOSÓB POD£¡CZANIA 13...............................................
SPIS CZʦCI ZAPASOWYCH 15...........................................

fja2SafO -- 4 --
1 ZASADY BEZPIECZEÑSTWA
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego rodzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Upewniæ siê czy kabel zwrotny zosta³ bezpiecznie pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i konserwacji sp rzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

fja2SafO -- 5 --
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯ U. DLATEGO PODCZAS SPAWANIA NALE¬Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ºmierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ i uzierniæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿ e spowodowaæ uszkodzenie oczu i poparzenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiedrich oslon lub
zasion.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materialów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñstwie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij eksperttów
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
OSTRZE¬ENIE
Produkt przeznaczony jest do u¿ytku przemys³owego. W warunkach domowych
mo¿e spowodowaæ zak³ócenia odbioru radiowego. Za przedsiêwziêcie nale¿ytych
¶rodków zapobiegawczych odpowiedzialny jest u¿ytkownik.
UWAGA!
Przed instalacj± i rozruchem urz±dzenia nale¼y
zapoznaæ siê z niniejsz± instrukcj±.
Nie wyrzucaæ urz±dzeñ elektrycznych razem ze zwyklymi odpadami!
Zgodnie z Dyrektywa Europejsk± 2002/96/ EC dotyczaca odpadów ele ktrycznych i
elektronicznych oraz jej zastosowaniem w ¶wietle prawa krajowego, wyeksploatowane
urz±dzenia elektryczne nale¿y gromadzic oddzielnie i oddawaæ do zak³adu zajmuj±cego siê
ich utylizacja, zgodnie z zasadami ochrony ¶rodowiska. W³a¶ciciel sprzêtu powinien
uzyskaæ informacje na temat sprawdzonych systemów gromadzenia takich odpadów u
naszego lokalnego przedstawiciela.
Przestrzeganie tej Dyrektywy Europejskiej poprawi ¶rodowisko i ludzkie zdrowie!
PL

fja2d1oa -- 6 --
2WPROWADZENIE
2.1 Informacje ogólne
TAF 800/1250 to zdalnie sterowane, 3-fazowe, ¼ród³a pr±du spawania przeznaczone do
wysokowydajnych procesów mechanicznych spawania ³ukowego w os³onie gazów
ochronnych (MIG/MAG) oraz spawania ³ukiem krytym pod topnikiem (SAW).
S± one zawsze u¿ywane w po³±czeniu ze sterownikiem procesów A2-A6 (PEH)firmy
ESAB.
¯ród³o pr±du spawania przetwarza falê sinusoidaln± napiêcia wtórnego poprzez tyrystorowy
mostek prostownikowy na falê prostok±tn± o znakomitej charakterystyce zap³onu i
spawania. Urz±dzenia te s± ch³odzone wentylatorem i posiadaj± termiczny wy³±cznik
przeci±¿eniowy. Resetowanie odbywa siê automatycznie, gdy temperatura spadnie do
dopuszczalnego poziomu.
¬ród³a pr±du spawania i sterownik s± po³±czone poprzez 2-przewodow± szynê danych, co
umo¿liwia precyzyjn± kontrolê procesu spawania.
Wszystkie ustawienia p arametrów spawania dla ¼ród³a pr±du s± zadawane przez operatora
na panelu czo³owym sterownika. Dzia³anie ¼ród³a pr±du jest w pe³nym zakresie sterowane i
monitorowane przez ten modu³. Sterownik umo¿liwia równie¿ zadawanie parametrów
pocz±tku i koñca spawania. Wstêpnie zadane parametry natê¿enia pr±du spawania mo¿na
monitorowaæ równie¿ w trakcie spawania.
Bardziej szczegó³owe informacje o ustawieniach i trybach roboczych ¼róde³ pr±du
spawania, patrz instrukcja obs³ugi sterownika procesów A2-A6 (PEH).
2.2 Dane techniczne
TAF 800 TAF 1250
Napiêcie: 346/400/415/ 500 V, 1μ50 Hz
400/440/550 V, 1μ60 Hz
346/400/415/500 V, 1μ50 Hz
400/440/550 V, 1μ60 Hz
Dopuszczalne obci±¿enie
przy:
100 % Czas w³±czenia:
60 % Czas w³±czenia:
800 A/44 V
1000 A/44 V
1250 A /44 V
1500 A/44 V
Zakres nastaw: 300 A/32 V - 800 A/44 V 400 A/36 V - 1250 A/44 V
Napiêcie biegu ja³owego: 71 V 71 V
Moc znamionowa bez
obci±¿enia:
230 W 230 W
Sprawno¶æ: 0,86 0.86
Wska¼nik mocy: 0,75 0,76
Ciê¿ar: 495 kg 608 kg
Wymiary D x S x W: 774 x 598 x 1228 774 x 598 x 1228
Klasa szczelno¶æi: IP 23 IP 23
Klasa u¿ytkowa:
Kod IP oznacza klasê szczelno¶ci, to znaczy okre¶la, w jakim stopniu urz±dzenie jest odporne na
przedostawanie siê do wewn±trz zanieczyszczeñ sta³ych i wody. Kod 23 oznacza, ¿e urz±dzenie nadaje
siê do pracy w pomieszczeniu i na wolnym powietrzu.
Klasa szczelno¶ci.
Klasa u¿ytkowa
Symbol oznacza, ¿e konstrukcja spawarki pozwala na jej u¿ytkowanie w pomieszczeniu o
podwy¿szonym stopniu zagro¿enia elektrycznego.
PL

fja2i1oa -- 7 --
3INSTALACJA
3.1 Informacje ogólne
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
3.2 Rozpakowanie i instalacja
UWAGA! NIEBEZPIECZEÑSTWO WYWRÓCENIA SIÊ URZ¡DZENIA!
Przymocuj urz±dzenie, szczególnie gdy pod³o¿e jest nierówne lub pochy³e.
S Umie¶ciæ ¼ród³o pr±du spawania na poziomej p odstawie. Nale¿y pamiêtaæ o
zablokowaniu kó³..
S Upewniæ siê, czy nic nie bêdzie zak³óca³o obiegu ch³odzenia.
Instrukcja podnoszenia
3.3 Connections
S Przy dostawie ¼ród³o pr±du spawania jest pod³±czone do
400V. W przypadku innego napiêcia zasilaj±cego
nale¿y w³±czyæ ¿±dane zasilanie na g ³ówny m
transformatorze oraz transformatorze steruj±cym zgodnie
z instrukcj± pod³±czenia na stronie 13.
S Upewniæ siê, czy przewody z g³ównej sieci zasilaj±cej maj±
odpowiedni przekrój i zabezpieczyæ je odpowiednimi
bezpiecznikami, zgodnie z maj±cymi zastosowanie
zarz±dzeniami lokalnymi (patrz tabela na stronie 8).
S Pod³±czyæ przewód masuj±cy do ¶ruby oznaczonej
.
S Dokrêciæ uchwyt przewodu (1).
S Pod³±czyæ przewód g³ównej sieci zasilaj±cej do
zacisków g³ównego terminala L1 i L3.
S Pod³±czyæ przewód steruj±cy miêdzy ¼ród³em pr±du
spawania TAF a sterownikiem do 28-biegunowego
z³±cza (2) wewn±trz ¼ród³a pr±du spawania.
S Connect 1-pin socket measure cable (4)tothework
piece.
S Pod³±czyæ odpowiedni przewód spawalniczy i powrotny do styków (3) oznaczonych
z przodu ¼ród³a p r±du spawan ia.
PL

fja2i1oa -- 8 --
Z³±cza g³ównej sieci zasilaj±cej
TAF 800 50 Hz
60 Hz
Napiêcie (V) 346 400 / 415 500 400/ 440 550
Natê¿enie pr±du (A)
I
1
max
I
1
eff
184
145
160
127
129
104
160
127
129
104
Przekrój przewodu (mm
2
) 2x70+35 2x70+35 2x50+35 2x70+35 2x50+35
Bezpiecznik, topikowy (A) 160 160 125 160 125
TAF 1250
50 Hz 60 Hz
Napiêcie (V) 346 400 / 415 500 400 / 440 550
Natê¿enie pr±du (A)
I
1
max
I
1
eff
299
249
254
212
205
170
254
212
205
170
Przekrój przewodu (mm
2
) 2x(2x70+35) 2x(2x70+35) 2x95+50 2x(2x70+35) 2x95+50
Bezpiecznik, topikowy (A) 250 200 200 200 200
3.4 P³ytka drukowana
P³ytka drukowana (AP 1 ) posiada dwa prze³±czniki DIP (SW1 i SW2), które przy dostawie s±
wstêpnie ustawione. Tych ustawieñ nie nale¿y zmieniaæ.
Przy odbiorze czê¶ci zamiennych, przed zamontowaniem p³ytki drukowanej do ¼ród³a pr±du
spawania nale¿y sprawdziæ ustawienie prze³±czników DIP (i w razie potrzeby ustawiæ).
3.4.1 Prze³±cznik DIP SW1
Ustawienie prze³±cznika DIP 1 (SW1) jest
niezbêdne do dzia³ania komunikacji
ze sterownikiem procesów A2-A6 (PEH).
Ustawianie prze³±cznika DIP SW1:
S Ustawiæ biegun 6 w pozycji ”OFF”, a wszystkie
pozosta³e bieguny w pozycji ”ON”.
3.4.2 Prze³±cznik DIP SW2
Ustawienie prze³±cznika DIP 2 (SW2) jest niezbêdne do
informowania sterownika procesów A2-A6 (PEH) o
mocy znamionowej pod³±czonego ¼ród³a pr±du.
Ustawianie prze³±cznika DIP SW2:
S TAF 800
Ustawiæ biegun 1 w pozycji ”OFF”, a wszystkie pozosta³e
bieguny w pozycji ”ON”.
S TAF 1250
Ustawiæ biegun 2 w pozycji ”OFF”, a wszystkie pozosta³e
bieguny w pozycji ”ON”.
Zaprogramowane parametry pracy ¼ród³a pr±du spawania
Zaprogramowane parametry pracy ¼ród³a pr±du spawania s± przechowywane w pamiêci
b³yskowej IC 6 Modu³ jest zamontowany w uchwycie i jest wymienny.
PL

fja2o1oa -- 9 --
4OBS£UGA
4.1 Informacje ogólne
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 4. Nale¿y zapoznaæ siê z nimi przed
przyst±pieniem do jego u¿ytkowania.
Uwaga! Nie wolno u¿ywaæ ¿ród³a zasilania bez bocznych os³on.
4.2 Elementy sterowania
Panel czo³owy obejmuje:
1. G³ówny prze³±cznik, odcinaj±cy dop³yw napiêcia z g³ównej sieci zasilaj±cej do ¼ród³a
pr±du spawania.
2. Lampka wska¼nikowa (bia³a), wskazuj±ca stan aktywno¶ci g³ównego p rze³±cznika.
3. Lampka wska¼nikowa (¿ó³ta), wskazuj±ca uruchomienie wy³±cznika termicznego z
powodu przegrzania transformatora. Lampka zostanie zresetowana, gdy temperatura
spadnie do akceptowalnego poziomu.
4. Przycisk, do resetowania automatycznego bezpiecznika FU2 napiêcia zasilania 42 V.
4.3 Uruchomienie
S Pod³±czyæ przewód powrotny do spawanego elementu.
S Ustawiæ g³ówny prze³±cznik (1) w pozycji ”I”.
Zapali siê lampka wska¼nikowa (2) i zostanie uruchomiony wentylator.
S Do ustawiana parametrów spawania i uruchamiania procesu spawania s³u¿y sterownik
(patrz instrukcja obs³ugi sterownika procesów A2-A6 0443 745 xxx ).
PL

fja2m1oa -- 1 0 --
5KONSERWACJA
5.1 Informacje ogólne
UWAGA!
Je¿eli klient w okresie gwarancji sam dokona jakichkolwiek czynno¶ci naprawczych
przy maszynie, wszelkie zobowi±zania gwarancyjne ze strony dostawcy przestaj±
obowi±zywaæ.
5.2 Czyszczenie
S ¬ród³o pr±du spawania nale¿y czy¶ciæ w zale¿no¶ci od potrzeb.
Zaleca siê stosowaæ do tego celu suche sprê¿one powietrze.
OSTRZE¯ENIE!
Zablokowanie wlotów lub wylotów powietrza mo¿e przyczyniæ siê do przegrzania.
Uwaga!
W celu zapewnienia bezpiecznego dzia³ania stycznika nale¿y utrzymywaæ elementy
magnetyczne w czysto¶ci.
W przypadku konieczno¶ci czyszczenia stycznika, nale¿y go rozmontowaæ i wyczy¶ciæ
wszystkie jego elementy. Alternatywnie mo¿na stycznik wymieniæ.
OSTRZE¯ENIE!
Nigdynie wolno przystêpowaæ do czyszczenia stycznika sprê¿onym powietrzem bez
uprzedniego ca³kowitego rozmontowania stycznika.
6 ZAMAWIANIE CZʦCI Z AMIENNYCH
TAF 800/ T AF 1250 zosta³ zaprojektowany i przetestowany zgodnie z
miêdzynarodowymi, europejskimi standardami IEC/EN 60974--1 i IEC/EN 60974--10.
Do obowi¹zków serwisu, który przeprowadza³ konserwacjê lub naprawê, nale¿y
upewniæ siê, ¿e produkt nadal jest zgodny z wymienionymi standardami.
Czê¶ci zamienne zamawia siê u najbli¿szego przedstawiciela ESAB patrz ostatnia strona
niniejszej broszury. W zamówieniu nale¿y podaæ typ maszyny, numer seryjny, nazwy
czê¶ci i ich numery katalogowe wg spisu czê¶ci zamiennych na str. 15.
U³atwia to dostawê i gwarantuje otrzymanie w³a¶ciwych czê¶ci.
PL

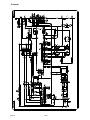
Schemat
fja2e12a -- 1 1 --

Spis czê¶ciSPIS CZʦCI
fja2e12a -- 1 2 --
C = Component designation in the circuit diagram
C Denomination C Denomination
AP1 Circuit board
AP2 Circuit board EMC--filter
AP3 Circuit board (disturbance elimin-
ation)
C1 Capacitor
C2 Capacitor
C4 Capacitor
C5 Capacitor
EO1 Ferrite core
FU1 Fuse
FU2 Fuse
HL1 Indicator lamp, white
HL2 Indicator lamp yellow
KM1 Contactor
KM2 Contactor
L1 Inductor
M1 Fan
QF Main switch (black)
R1 Power resistor
R2 Power resistor
RS1 Shunt
ST1 Thermal relay
TC1 Control transformer
TC2 Control transformer
TM1 Transformer
V1 Thyristor
XS3 Screw terminal
XS4 Burndy socket
XT1 Connection block
XT2 Connection block
XT3 Connection block
XT4 Connection block
Z1, Z2 Contact protection
Z3 Contact protection

Sposób pod³±czania SPOSÓB P OD£¡CZAN IA
fja2c12a -- 1 3 --

sida -- 1 4 --

Spis czê¶ci zapasowych SP iS CZʦCI ZAPASOWYCH
fja2s11a -- 1 5 --
TAF 800/ TAF 1250 AC
Edition 2006--06--22
Ordering no. Denomination Notes
0456 325 880 Welding power source TAF 800
0456 326 880 Welding power source TAF 1250
Abbreviations used in the spare parts list:
C = Component designation in the circuit diagram

f456325s -- 1 6 --
Item
no.
Qty
TAF 800
Qty
TAF 1250
Ordering no. Denomination Notes C
0456 325 880 Welding power source TAF 800
0456 326 880 Welding power source TAF 1250
1 2 2 0442 719 880 Connection block
3 1 1 0318 042 882 Inductor coil
4 1
1
0442 906 880
0442 906 881
Inductor coil
Inductor coil
5 1 0442 763 880 Inductor L1
1 0442 945 880 Inductor L1
6 1 1 0460 004 880 Fan complete
6:1 1 1 0459 983 880 Fan M1
7 6 6 0041 051 606 Contact protection Z1--Z3
8 2
2
0442 972 001
0321 427 001
Thyristor
Thyristor
V1
V1
9 4
4
0442 993 880
0443 065 880
Thyristor bridge
Thyristor bridge
10 1 1 0486 178 880 Circuit board EMC--filter AP2
11 2 2 0567 200 610 Fuse 16 A FU1
12 1 1 0320 746 002 Main switch Black QF
13 1 1 0192 576 004 Lamp On/Off HL1
14 1 1 0192 576 303 Indicator lamp Yellow HL2
15 1 1 0193 586 104 Automatic fuse 20 A FU2
17 2 2 0156 388 001 Handle
18 1 1 0486 376 880 Circuit board AP1
19 1 1 0805 586 131 Contactor KM2
20 1
1
0442 849 880
0442 849 881
Contactor
Contactor
KM1
KM1
21 2 2 0319 828 001 Control transformer TC2
22 1 1 0460 092 001 Control transformer TC1
23 1 1 0158 115 880 Cable inlet
24 1 1 0319 445 001 Thermal relay ST1
25 1 1 0551 203 080 Shunt RS1
26 1 1 0442 846 001 Capacitor C5
27 1
1
0457 934 880
0457 935 880
Transformer coil
Transformer coil
28 1
1
0442 717 884
0442 717 885
Transformer
Transformer
TM1
35 1 1 0523300201 Positive terminal
36 1 1 0319445001 Thermostat
1 1 0486178880 Circuit board (disturb-
ance eliminator)
AP3

f456325s -- 1 7 --
TAF 800/1250 AC

ESAB AB
SE-- 695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
061127
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB V AMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRA TES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18


















ESAB TAF 800 / TAF 1250 Instrukcja obsługi
- Typ
- Instrukcja obsługi
Powiązane artykuły
-
ESAB TAF 800 / TAF 1250 Instrukcja obsługi
-
-
-
ESAB LAF 1250M Instrukcja obsługi
-
-
ESAB TAF 1251 Instrukcja obsługi
-
-
ESAB LAF 1600M Instrukcja obsługi
-
-