Stayer PROGRESS2000 Operating Instructions Manual
- Kategoria
- System spawalniczy
- Typ
- Operating Instructions Manual
Niniejsza instrukcja jest również odpowiednia dla

www.grupostayer.com
Área Empresarial Andalucía - Sector 1
C/ Sierra de Cazorla, 7
28320 - Pinto (Madrid) SPAIN
Email: sales@grupostayer.com
Email: info@grupostayer.com
PLUS120GE - PLUS120BGE
PLUS140GE - PLUS160GE
S60.17L
S100.20 - S100.25B - S100.35BT
PROGRESS1500 - PROGRESS1700L
PROGRESS2000
BITENSIÓN 20/14
POTENZA BITENSIÓN
POTENZA160 - POTENZA200
POTENZA200 CEL
POTENZA TIG 170 HF
T100.20H - TIG DC 200 HF
ES Manual de instrucciones
IT
GB
FR
P
TR
PL
Istruzioni d’uso
Operating instructions
Instructions d´emploi
Manual de instruções
İnverter Kaynak Makinesi
Instrukcja obsługi

2
2
g 1: PLUS120GE / PLUS120BGE / PLUS140GE / PLUS160GE
+
-
1
4
5
7
2
3
6
g. 2: S60.17L / PROGRESS1500 / PROGRESS1700L /
PROGRESS 2000 / BITENSIÓN 20/14
+-
1
7
8
2
3
4
6
5
g. 3: S100.20 / T100.20H / S100.25B / S100.25BT
+
-
2
1
3
4
56
g. 4
+-
4
5
6
3
+-1
2
g. 5
g. 7: S100.35BT g. 8: POTENZA 200 CEL
g. 6: S100.25BT
2
6
2
6
1
2
5
4
3
7
3 4
12
5
1
1
7


4
4
6.1.
-
ON OFF %
EN60974
A
Plus120GE
Plus120BGE Plus140GE Plus160GE
V1ph 230 1ph 230 1ph 230
A14 16 22
A120 140 160
%30 35 40
kg 3 3.5 4
cm 19x32x12 11.5x26x17.5 16x29x18
KVA 2 - 4 2 - 4 2 - 5
-
A
-
ON OFF %
EN60974
A
PROGRESS
1500
S60.17L /
PROGRESS
1700 L
PROGRESS
2000
POTENZA
160
POTENZA
200
POTENZA
200 CEL
V1ph 230 1ph 230 1ph 230 1ph 230 1ph 230 1ph 230
A19 22 27 19 26 26
A150 170 200 160 200 200
%60 60 60 60 60 60
kg 4 5 6 4,5 6 6
cm 12.5x30.5x18.5 12.5x34x18.5 14.5x36x27.5 28 x 13.5 x
19.5 38 x 16 x 25 38 x 16 x 25
KVA 4.5 5 6 4,4 6 6
-
A



español
7
7
Descripción del equipo
El presente producto es un equipo para soldar manualmente
metales mediante el calor producido por un arco eléctrico.
Tecnológicamente el equipo STAYER WELDING es una fuente
de suministro eléctrico para soldadura mediante transferencia
de energía en alta frecuencia gestionada por lógica de control
inteligente.
Frente a la tecnología tradicional, basada en transformadores
operando a la frecuencia de la red pública de 50Hz la tecnolo-
gía Inverter STAYER WELDING presenta mayor densidad de
potencia por unidad de peso, mayor economía y la posibilidad
de un control automático, instantáneo y preciso de todos los pa-
rámetros de soldadura.
Como resultado usted producirá con mayor facilidad una mejor
soldadura con equipos de menor consumo y menor peso que
los equipos equivalentes tradicionales basados en transforma-
dor pesado.
Todos los equipos STAYER WELDING de la serie MMA son ap-
tos para soldadura mediante electrodo recubierto y soldadura
mediante antorcha de electrodo de tungsteno con protección de
gas inerte.
Figs 1, 2, 3.
1. Interruptor de encendido y apagado
2. Indicador luminoso de encendido
3. Indicador luminoso de alarma
4. Mando de ajuste de la intensidad de soldadura
5. Bornas de conexión de los cables de soldadura
6. Cable y clavija de alimentación del equipo
7. Conmutador de modo Electrodo / TIG (solo modelos S60.17L,
PROGRESS 1700L y T100.20H)
8. Conmutador de tiempo de preujo y postujo para salida de
gas inerte (solo modelo T100.20H).
Fig 4.
1 Borne de salida de soldadura positivo (+) Conecte el cable de
trabajo al terminal positivo de salida de soldadura.
2 Borne para salida de soldadura negativa (- ) Conecte la antor-
cha TIG al borne (-) de salida de soldadura.
3 Cilindro de gas
4 Válvula de Cilindro Abra la válvula ligeramente de manera que
uya el gas y sople la tierra de la válvula. Cierre la válvula.
5 Regulador/Flujómetro
6 Ajuste del Flujo El ujo típico es de (15 pies cúbicos por hora)
7.1 L/min. Conectar la manguera de gas para la antorcha al re-
gulador/ujómetro
7 Válvula de gas La válvula controla el preujo y pos ujo de
gas. Abra la válvula en la antorcha inmediatamente antes de
soldar.
Fig. 5
1 Borne para salida de soldadura negativa (- ) Conecte el cable
de trabajo al borne negativo de salida de soldadura.
2 Borne de salida de soldadura positivo (+) Conecte el porta
electrodos al borne terminal positivo de salida de soldadura.
Fig. 6 - S100.25B Series:
1. Display indicador
2. Regulación de Hot Start
3. Regulación de Arc Force
4. Regulación de Amperaje
5. Selector para mostrar A/V
6. Selector de reducción de voltaje
1.- Explicación de los marcados normativos
1
2 3
4 5
6 8 10
11 11a 11b 11c
7 9 12 12a 12b 12c
13 13a 13b 13c
14 15 16 17
18
Pos.1 Nombre y dirección y marca del fabricante, distribuidor
o importador.
Pos. 2 Identicación del modelo
Pos. 3 Trazabilidad del modelo
Pos. 4 Símbolo de la fuente de potencia de soldadura
Pos. 5 Referencia a las normas que cumple el equipo
Pos. 6 Símbolo para el procedimiento de soldadura
Pos. 7 Símbolo de uso en entornos riesgo aumentado de cho-
que eléctrico.
Pos. 8 Símbolo de la corriente de soldadura
Pos. 9 Tensión de vacío nominal
Pos. 10 Rango voltaje y corriente de salida nominal
Pos. 11 Factor de marcha de la fuente de potencia
Pos. 11a Factor de marcha al 45%
Pos. 11b Factor de marcha al 60%
Pos. 11c Factor de marcha al 100%
Pos. 12 Corriente de corte nominal (I2)
Pos. 12a Valor de la corriente para factor de marcha de 45%
Pos. 12b Valor de la corriente para factor de marcha del 60%
Pos. 12c Valor de la corriente para factor de marcha del 100%
Pos. 13 Tensión en carga (U2)
Pos. 13a Valor de la tensión con factor de marcha del 45%
Pos. 13b Valor de la tensión con factor de marcha del 60%
Pos. 13c Valor de la tensión con factor de marcha del 100%
Pos. 14 Símbolos para la alimentación
Pos. 15 Valor nominal de la tensión de alimentación
Pos. 16 Máxima corriente de alimentación nominal
Pos. 17 Máxima corriente de alimentación efectiva
Pos. 18 Grado de protección IP
2.- instrucciones de seguridad
LEA LAS INTRUCCIONES.
•Lea por completo y comprenda el Manual del usurario antes de
usar o dar servicio a la unidad.
•Use solamente partes genuinas del fabricante.
2.1.- Uso de símbolos
¡PELIGRO! - Indica una situación peligrosa que, si
no se la evita, resultará en muerte o lesión grave.
Los peligros posibles se muestran en los símbolos
adjuntos o se explican en el texto.
Indica una situación peligrosa que, si no se la evita,
podría resultar en muerte o lesión grave. Los
peligros posibles se explican en el texto.
Una descarga ELÉCTRICApuede matarlo
El tocar partes con carga eléctrica viva puede causar una des-
carga fatal o quemaduras severas.

español
8
8
El circuito de electrodo y trabajo está vivo eléctricamente siem-
pre que la salida de la máquina esté encendida. El circuito de
entrada y los circuitos internos de la máquina también están vi-
vos eléctricamente cuando la máquina está encendida. Cuando
se suelda con equipo automático o semiautomático, el alambre,
carrete, el bastidor que contiene los rodillos de alimentación y
todas las partes de metal que tocan el alambre de soldadura es-
tán vivos eléctricamente. Un equipo instalado incorrectamente o
sin conexión a tierra es un peligro muy grave.
• No toque piezas que estén eléctricamente vivas.
• Use guantes de aislamiento secos y sin huecos y protección en
el cuerpo.
• Aíslese del trabajo y de la tierra usando alfombras o cubiertas
lo sucientemente grandes para prevenir cualquier contacto físi-
co con el trabajo o tierra.
• No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
• Use salida CA SOLAMENTE si lo requiere el proceso de sol-
dadura.
• Si se requiere la salida CA, use un control remoto si hay uno
presente en la unidad.
• Se requieren precauciones adicionales de seguridad cuando
cualquiera de las siguientes condiciones eléctricas peligrosas
están presentes en locales húmedos o mientras trae puesta
ropa húmeda, en estructuras de metal, tales como pisos, rejillas,
o andamios; cuando esté en posiciones apretadas tal como sen-
tado, arrodillado, acostado o cuando hay un riesgo alto de tener
contacto inevitable o accidental con la pieza de trabajo o tierra.
•Desconecte la potencia de entrada o pare el motor antes de
instalar o dar servicio a este equipo.
• Instale el equipo y conecte a la tierra de acuerdo al manual del
operador y los códigos nacionales estatales y locales.
•Siempre verique el suministro de tierra - chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apro-
piadamente conectada al terminal de tierra en la caja de des-
conexión o que su enchufe esté conectado apropiadamente al
receptáculo de salida que esté conectado a tierra. Cuando esté
haciendo las conexiones de entrada, conecte el conductor de
tierra primero y doble chequee sus conexiones.
•Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
•Frecuentemente inspeccione el cordón de entrada de potencia
por daño o por cable desnudo. Reemplace el cordón inmediata-
mente si está dañado - un cable desnudo puede matarlo.
• Apague todo equipo cuando no esté usándolo.
•No use cables que estén gastados, dañados, de tamaño muy
pequeño, o mal conectados .
•No envuelva los cables alrededor de su cuerpo.
•Si se requiere pinza de tierra en el trabajo haga la conexión de
tierra con un cable separado.
•No toque el electrodo si usted está en contacto con el trabajo
o circuito de tierra u otro electrodo de una máquina diferente.
•No ponga en contacto dos porta electrodos conectados a dos
máquinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
•Use equipo bien mantenido. Repare o reemplace partes daña-
das inmediatamente. Mantenga la unidad de acuerdo al manual.
•Use tirantes de seguridad para prevenir que se caiga si está
trabajando más arriba del nivel del piso.
•Mantenga todos los paneles y cubiertas en su sitio.
•Ponga la pinza del cable de trabajo con un buen contacto de
me-tal a metal al trabajo o mesa de trabajo lo más cerca de la
suelda que sea práctico.
•Guarde o aísle la pinza de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o
algún objeto que esté aterrizado .
•Aísle la abrazadera de tierra cuando no esté conectada a la
pieza de trabajo para evitar que contacte con cualquier objeto
de metal.
PARTES CALIENTES pueden causar quemaduras graves.
•No toque las partes calientes con la mano sin guante.
•Permita que haya un período de enfriamiento antes de trabajar
en la máquina.
•Para manejar partes calientes, use herramientas apropiadas
y/o póngase guantes pesados, con aislamiento para soldar y
ropa para prevenir quemaduras.
HUMO y GASES pueden ser peligrosos.
El soldar produce humo y gases. Respirando estos humos y ga-
ses pueden ser peligrosos a su salud.
•Mantenga su cabeza fuera del humo. No respire el humo.
•Si está adentro, ventile el área y/o use ventilación local forzada
ante el arco para quitar el humo y gases de soldadura.
•Si la ventilación es mala, use un respirador de aire aprobado.
•Lea y entienda las Hojas de Datos sobre Seguridad de Mate-
rial (MSDS’s) y las instrucciones del fabricante con respecto a
metales,consumibles, recubrimientos, limpiadores y desengra-
sadores.
•Trabaje en un espacio cerrado solamente si está bien venti-
lado o mientras esté usando un respirador de aire. Siempre
tenga una persona entrenada cerca. Los humos y gases de la
soldadura pueden desplazar el aire y bajar el nivel de oxígeno
causando daño a la salud o muerte. Asegúrese que el aire de
respirar esté seguro.
• No suelde en ubicaciones cerca de operaciones de grasa, lim-
pieza o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxi-
cos e irritantes.
•No suelde en materiales de recubrimientos como acero galv
nizado, plomo, o acero con recubrimiento de cadmio a no ser
que se ha quitado el recubrimiento del área de soldar, el área
esté bien ventilada y mientras esté usando un respirador con
fuente de aire. Los recubrimientos de cualquier metal que con-
tiene estos elementos pueden emanar humos tóxicos cuando
se sueldan.
LOS RAYOS DELARCO pueden quemar sus ojos y piel.
Los rayos del arco de un proceso de suelda producen un calor
intenso y rayos ultravioletas fuertes que pueden quemar los ojos
y la piel.
•Use una careta de soldar aprobada que tenga un matiz apro-
piado delente-ltro para proteger su cara y ojos mientras esté
soldando o mirando véase los estándares de seguridad ANSI
Z49.1, Z87.1, EN175, EN379
•Use anteojos de seguridad aprobados que tengan protección
lateral.
•Use pantallas de protección o barreras para proteger a otros
del destello, reejos y chispas, alerte a otros que no miren el
arco.
•Use ropa protectiva hecha de un material durable, resistente a
la llama (cuero, algodón grueso, o lana) y protección a los pies.
EL SOLDAR puede causar fuego o explosión.
Soldando en un envase cerrado, como tanques, tambores o tu-
bos, puede causar explosión. Las chispas pueden volar de un
arco de soldar. Las chispas que vuelan, la pieza de trabajo ca-
liente y el equipo caliente pueden causar fuegos y quemaduras.
Un contacto accidental del electrodo a objetos de metal puede
causar chispas, explosión, sobrecalentamiento, o fuego. Che-
quee y asegúrese que el área esté segura antes de come zar
cualquier suelda.
•Quite todo material inamable dentro de 11m de distancia del
arco de soldar. Si eso no es posible, cúbralo apretadamente con
cubiertas aprobadas.
•No suelde donde las chispas pueden impactar material ina-
mable. Protéjase a usted mismo y otros de chispas que vuelan
y metal caliente.

español
9
9
•Este alerta de que chispas de soldar y materiales calientes del
acto de soldar pueden pasar a través de pequeñas rajaduras o
aperturas en áreas adyacentes.
•Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
•Esté alerta que cuando se suelda en el techo, piso, pared o
algún tipo de separación, el calor puede causar fuego en la parte
escondida que no se puede ver.
•No suelde en receptáculos cerrados como tanques o tambores
o tubería, a no ser que hayan estado preparados apropiadamen-
te de acuerdo al AWS F4.1
•No suelde donde la atmósfera pudiera contener polvo inama-
ble, gas, o vapores de líquidos (como gasolina). • Conecte el
cable del trabajo al área de trabajo lo más cerca posible al sitio
donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas cau-
sando una descarga eléctrica, chispas y peligro de incendio.
•No use una soldadora para descongelar tubos helados.
•Quite el electrodo del porta electrodos o corte el alambre de
soldar cerca del tubo de contacto cuando no esté usándolo.
•Use ropa protectiva sin aceite como guantes de cuero, camisa
pesada, pantalones sin pegados y cerrados, zapatos altos o bo-
tas y una gorra.
•Aleje de su persona cualquier combustible, como encendedo-
ras de butano o cerillos, antes de comenzar a soldar.
•Después de completar el trabajo, inspeccione el área para ase-
gurarse de que esté sin chispas, rescoldo, y llamas.
•Use sólo los fusibles o disyuntores correctos. No los ponga de
tamaño más grande o los pase por un lado.
•Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA
51B para trabajo caliente y tenga una persona para cuidar fue-
gos y un extintor cerca.
EL METAL O ESCORIA QUE VUELA puede lesionar los ojos.
•El soldar, picar, cepillar con alambre, o esmerilar puede causar
chispas y metal que vuele. Cuando se enfrían las sueldas,
estás pueden soltar escoria.
•Use anteojos de seguridad aprobados con resguardos
laterales hasta debajo de su careta
LA ACUMULACIÓN DE GAS puede enfermarle o matarle.
• Cierre el gas protectivo cuando no lo use.
•Siempre de ventilación a espacios cerrados o use un respirador
aprobado que reemplaza el aire.
Los CAMPOS MAGNÉTICOS pueden afectar aparatos médi-
cos implantados.
•Personas que usen marcadores de paso y otros aparatos mé-
dicos implantados deben mantenerse lejos.
•Las personas que usen aparatos médicos implantados debe-
rían consultar su médico y al fabricante del aparato antes de
acercarse a soldadura por arco, soldadura de punto, el ranurar,
corte por plasma, u operaciones de calentar por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar su oído
•Use protección aprobada para el oído si el nivel de ruido es
muy alto o superior a 75 dBa.
LOS CILINDROS pueden estallar si están averiados.
Los cilindros que contienen gas protectivo tienen este gas a alta
presión. Si están averiados los cilindros pueden estallar. Como
los cilindros son normalmente parte del proceso de soldadura,
siempre trátelos con cuidado.
•Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
• Instale y asegure los cilindros en una posición vertical asegu-
rándolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
•Mantenga los cilindros lejos de circuitos de soldadura o eléc-
tricos.
•Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
•Nunca permita que un electrodo de soldadura toque ningún ci-
lindro.
•Nunca suelde en un cilindro de presión: una explosión resul-
tará.
•Use solamente gas protectivo correcto al igual que reguladores,
mangueras y conexiones diseñados para la aplicación especí-
ca; manténgalos, al igual que las partes, en buena condición.
•Siempre mantenga su cara lejos de la salida de una válvula
cuando esté operando la válvula de cilindro.
•Mantenga la tapa protectiva en su lugar sobre la válvula excep-
to cuando el cilindro está en uso o conectado para ser usado.
•Use el equipo correcto, procedimientos correctos, y suciente
número de personas para levantar y mover los cilindros.
• Lea y siga las instrucciones de los cilindros de gas comprimi-
do, equipo asociado y la publicación de la Asociación de Gas
Comprimido (CGA) P- 1 así como las reglamentaciones locales.
Peligro de FUEGO O EXPLOSIÓN.
•No ponga la unidad encima de, sobre o cerca de supercies
combustibles.
•No instale la unidad cerca a objetos inamables.
•No sobrecarga a los alambres de su edicio - asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
UNA UNIDAD QUE CAE puede causar heridas.
•En equipos pesados use solamente al ojo de levantar para le-
vantarla unidad, NO al tren de rodaje, cilindros de gas, ni otros
accesorios.
•Use equipo de capacidad adecuada para levantar la unidad.
•Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo sucientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
SOBREUSO puede causar SOBRE CALENTAMIENTO DEL
EQUIPO
•Permita un período de enfriamiento, siga el ciclo de trabajo
nominal.
•Reduzca la corriente o ciclo de trabajo antes de soldar de
nuevo.
•No bloquee o ltre el ujo de aire a la unidad.
CHISPAS QUE VUELAN pueden causar lesiones.
•Use un resguardo para la cara para protegerlos ojos y la cara.
•De la forma al electrodo de tungsteno solamente en una amo-
ladora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
•Las chispas pueden causar fuego - mantenga los inamables
lejos.
El HILO de SOLDAR puede causarle heridas.
•No presione el gatillo de la antorcha hasta quereciba estas ins-
trucciones.
•No apunte la punta de la antorcha hacia ninguna parte del cuer-
po, otras personas o cualquier objeto de metal cuando esté pa-
sando el alambre.
PARTES QUE SE MUEVEN pueden lesionar.
• Aléjese de toda parte en movimiento, tal como los ventiladores.
•Mantenga todas las puertas, paneles, tapas y guardas cerrados
y en su lugar.
•Consiga que sólo personas cualicadas quiten puertas, pane-
les, tapas, o resguardos para dar mantenimiento como fuera
necesario.
• Reinstale puertas, tapas, o resguardos cuando se acabe de
dar mantenimiento y antes de reconectar la potencia de entrada.

español
10
10
LA RADIACIÓN de ALTA FRECUENCIA puede causar inter-
ferencia.
•La radiación de alta frecuencia (H.F., en inglés) puede interferir
con navegación de radio, servicios de seguridad, computadoras
y equipos de comunicación.
•Asegure que solamente personas calicadas, familiarizadas
con equipos electrónicas instala el equipo.
•El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
•Asegure que la instalación recibe chequeo y mantenimiento
regular.
•Mantenga las puertas y paneles de una fuente de alta frecuen-
cia cerradas completamente, mantenga la distancia de la chispa
en los platinos en su jación correcta y haga tierra y proteja con-
tracorriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede causar interferencia.
•La energía electromagnética puede interferir con equipo elec-
trónico sensitivo como computadoras, o equipos impulsados por
computadoras, como robots industriales.
•Asegúrese que todo el equipo en el área de soldadura sea elec-
tromagnéticamente compatible.
• Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el sue-
lo, si fuera posible.
• Ponga su operación de soldadura por lo menos a 100 metros
de distancia de cualquier equipo que sea sensible electrónica-
mente.
•Asegúrese que la máquina de soldar esté instalada y puesta a
tierra de acuerdo a este manual.
•Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar ltros de línea o blindar de una manera u otra la
área de trabajo.
2.3.- Reducción de campos electromagnéticos
Para reducir los campos magnéticos (EMF) en el área de traba-
jo, úsese los siguientes procedimientos:
1.Mantenga los cables lo más juntos posible, trenzándolos o pe-
gándolos con cinta pegajosa o use una cubierta de cable.
2.Ponga los cables a un lado y apartado del operador.
3.No envuelva o cuelgue cables sobre el cuerpo.
4.Mantenga las fuentes de poder de soldadura y los cables lo
más lejos que sea práctico.
5.Conecte la pinza de tierra en la pieza que esté trabajando lo
más cerca posible de la suelda.
Aviso: En entornos de riesgo aumentado de choque
eléctrico e incendio como en cercanías de productos
inamables, explosivos, altura, libertad de movimiento
restringido, contacto físico con partes conductoras, ambientes
cálidos y húmedos reductores de la resistencia eléctrica de la
piel humana y equipos observe la prevención de riesgos labo-
rales y las disposiciones nacionales e internacionales que co-
rrespondan.
3.- instrucciones de puesta en servicio
3.1.- Colocación
La máquina debe ubicarse en una zona seca, ventilada y con al
menos 15cm de separación frente a cualquier pared. El equipo
puede resbalar apoyado en supercies con inclinación superior
a 3º por lo que obligatoriamente se colocará siempre sobre su-
percie plana y seca. Para colocaciones en supercies de mayor
pendiente por favor asegurar la máquina con cadenas o correas.
3.2.- Montaje
El equipo se montará respetando sus límites ambientales y co-
locándolo adecuadamente.
El equipo se instalará de acuerdo a las necesidades indicadas
en la placa técnica del equipo.
3.3.- Conexión a la red.
El equipo se alimenta mediante el cable y conector suministrado
de serie a través de un interruptor diferencial y un interruptor
electromagnético de característica lenta e intensidad según la
tabla de características técnicas. Toda conexión deberá poseer
obligatoriamente conexión normativa a tierra y cumplir todos los
reglamentos eléctricos nacionales.
Prohibido el uso sin conexión reglamentaria a toma
de tierra.
En el caso de conexión a un generador eléctrico se deberá
observar las necesidades de potencia indicadas en las carac-
terísticas técnicas. Se tendrá en cuenta que un equipo podrá
funcionar con un generador con potencia inferior a la indicada
con la limitación de usarlo a una intensidad máxima inferior a la
nominal.
El modelo BITENSIÓN 20/14 es capaz de trabajar en el margen
de tensión de suministro eléctrico de 100V a 240V, 50Hz-400Hz.
El equipo detecta automáticamente la tensión de entrada y se
congura por si mismo.
3.4.- Limitación de condiciones ambientales.
El equipo deberá instalarse respetando su clasicación IP21,
esto signica que el equipo está protegido como máximo contra
la caída vertical de gotas de agua y el acceso a partes peligro-
sas con un dedo contra los cuerpos sólidos extraños de 12,5
mm ø y mayores.
El equipo está preparado para trabajar en el rango de tempera-
turas de -15ºC a 70ºC teniendo en cuenta la limitación de la ba-
jada del rendimiento (factor de marcha) a partir de temperaturas
ambiente superiores a 40ºC.
4.- Instrucciones de funcionamiento
4.1.- Colocación y pruebas.
Todas las máquinas STAYER WELDING de la serie MMA de-
ben manipularse mediante el mango, correa habilitado para el
transporte. Debe habilitarse un espacio libre alrededor del equi-
po de al menos 15cm y asegurar la libre circulación de aire para
correcta disipación de calor. Antes de cada trabajo se vericará
el buen estado y correcto apriete de todos los elementos exte-
riores del equipo: clavija de alimentación, cable, carpintería de
carcasa y bornas de conexión e interruptores.
4.2.- Cambio de herramientas.
Todas las máquinas STAYER WELDING de la serie MMA dis-
ponen de conector rápido DINSE de media pulgada o de 3/8
de pulgada para los cables de soldadura. Para quitar o poner
el conector basta con girar a izquierda o derecha un cuarto de
vuelta el conector.
ATENCIÓN: Conecte siempre a tope el conector DINSE
y asegúrese que el empalme con el cable está en buen
estado y que la supercie de contacto está limpia. Un
mal empalme o una conexión sucia darán un mal rendimiento y
ocasionará que se recaliente, funda o queme el panel frontal.

español
11
11
4.3.- Operaciones de ajuste.
Todas las máquinas STAYER WELDING contienen un sistema
electrónico complejo y vienen completamente calibradas de fá-
brica, por tanto no se autoriza a manipular por el usuario por
razones de eciencia y de seguridad. Ante cualquier duda de
mal funcionamiento póngase en contacto con su distribuidor o
nuestro sistema de atención al cliente.
4.4.- Límites sobre el tamaño de pieza a trabajar.
La principal restricción sobre el tamaño de la pieza a soldar es
su grosor, que está limitado por la potencia del equipo. A mayor
potencia usted podrá realizar soldaduras correctas (con pene-
tración adecuada del cordón de soldadura) en piezas de mayor
espesor. La siguiente tabla le puede servir de orientación:
GROSOR DE LA PIEZA
A SOLDAR
DIAMETRO ELECTRO-
DO E6013
RANGO DE AJUSTE DE
AMPERAJE
1 a 2 mm 1,6mm 30 - 60
1,5 a 3mm 2,0mm 50 - 70
2,5 a 5mm 2,5mm 60 - 100
5 a 8mm 3,2mm 85 - 140
8 a 12mm 4,0mm 120 - 190
Más de 12mm 5,0 - 6,0mm 180 - 350
4.5.- Instrucciones generales de uso.
Antes de empezar asegúrese de leer, comprender y aplicar las
instrucciones de seguridad y resto de instrucciones incluidas en
el presente manual.
A continuación encontrará una serie de indicaciones generales
que le permitirán iniciarse en el mundo de la soldadura y empe-
zar a trabajar con eciencia. En el presente manual se instruye
sobre los rudimentos de la soldadura mediante electrodo reves-
tido, de dicultad de ejecución relativamente moderada y sobre
la soldadura TIG, de dicultad relativamente mayor. Tenga en
cuenta que la soldadura a nivel profesional es una actividad cua-
licada y especializada. Reérase a libros especializados y cur-
sos de formación profesional reglada para mayor información.
1.- Soldadura con electrodo recubierto
En esta clase de soldadura por arco eléctrico el propio electro-
do produce el calor en forma de arco eléctrico, el ambiente de
protección y mejora del baño de soldadura y el propio metal de
aporte al ir fundiéndose el alma metálica del electrodo según se
realiza la soldadura.
Deberá escoger el electrodo (tamaño y tipo) adecuado al tipo
de trabajo a realizar. Un electrodo que recomendamos por su
característica media, validez para la mayoría de trabajos y ser
fácil de encontrar es el electrodo E-6013, conocido popularmen-
te como “electrodo de rutilo”. El material por excelencia para
soldar con electrodo recubierto es el acero al carbono. La tabla
adjunta le puede servir de orientación inicial para elección de
tipo de electrodo y ajuste de amperaje de operación para un
acero al carbono medio tipo S275.
Tras conrmar todas las medidas de seguridad e inspeccionar
el equipo, limpiar, preparar y sujetar la pieza a soldar se conecta
los cables según la indicación de las tablas. Para el caso usual
de electrodo E-6013 se conectará la salida de polaridad nega-
tiva (marcada con -) a la pieza mediante la pinza de masa. La
salida de polaridad positiva (marcada con +) se conectará a la
pinza porta electrodos, que tendrá conectado por su extremo
desnudo el electrodo de trabajo.
El soldador se pondrá sus equipos de protección individual
usando máscara o casco de soldadura adecuada al trabajo y
tapando adecuadamente cualquier porción de su piel para evitar
salpicaduras o radiación.
Se iniciará la soldadura mediante el cebado del arco. Hay varios
procedimientos, siendo el más sencillo el de raspar la pieza.
Una vez iniciado el arco se mantendrá el electrodo a una dis-
tancia aproximadamente igual al diámetro del propio electrodo
y se iniciará el avance de la soldadura tirando hacia atrás como
si estuviese escribiendo una persona diestra occidental. El elec-
trodo se mantendrá en una posición en una posición próxima
(65º a 80º) a la vertical con respecto a la horizontal y equilibrada
con respecto al centro baño de soldadura. En función del tipo de
pasada (inicial o de relleno) y la necesidad de cobertura de la
unión avance en línea recta, movimiento de zig - zag o peque-
ños círculos. Un buen ajuste de intensidad, posición y velocidad
de avance de la soldadura dará como resultado con un sonido
agradable, suave y similar al que hace un buen asado en la
barbacoa. Cuando se hace un correcto trabajo el cordón resul-
tante será homogéneo, con marcas superciales en forma de
medialuna uniformes. El perl transversal no será protuberante
ni hundido y la escoria que se forme se retirará fácilmente.
Una vez realizado el cordón eliminar la escoria mediante el mar-
tillo y cepillo antes de realizar un posible siguiente cordón.
Ajustes especiales para la serie S100.25B - S100.35BT
(Fig 6-7)
Para maximizar adaptación la serie S100.25B y S100.35BT
ofrece ajustes manuales para soldadores profesionales:
nº 2: Control manual de HOT START
Regula el incremento inicial de energía al iniciar (cebar) el arco.
En función del tipo de electrodo, clase de unión y temperatura
en la pieza de trabajo ajuste el control. Empiece en la posición
media y busque un inicio sin que se pegue el electrodo ni que
existan proyecciones. Si se pega el electrodo aumente la ener-
gía girando a derechas el control. Si hay proyecciones disminu-
ya la energía girando a la izquierda el control. Si va a utilizar el
equipo como soldadora TIG disminuya al mínimo el control.
nº 3: Control manual de ARC FORCE
Regula el comportamiento del arco cuando se produce una caí-
da dinámica del voltaje. Según la clase de electrodo ajuste ini-
cialmente:
Al mínimo (a tope a la derecha) para electrodos de rutilo (Ejem-
plo: E6013)
A la mitad para electrodos básicos (ejemplo: E7018)
Al máximo para electrodos celulósicos (Ejemplo: E6010)
nº 4: Control manual de AMPERAJE
Regulación estándar de amperios de soldadura. Ver apartado
anterior para detalles.
nº 5: Selector A/V
Hace que en el display 1 se muestre los amperios de soldadura
o el voltaje de soldadura.
nº 6: Selector VRD
Hace que el voltaje en vacío se estándar o reducido para con-
diciones especiales dónde sea necesario. Nota: la calidad de
cebado se reducirá muy ligeramente al usar VRD
nº 7: Control remoto de amperaje, conectar aquí el conector del
cable.
Ajustes especiales para Potenza 200 Cel (g 8)
nº 1 Selector tipo de electrodo.
Pulse Normal para trabajar con electrodo de rutilo y básicos.
Pulse Cel & Al para trabajar con electrodos celulósicos y de
aluminio.

español
12
12
nº 2 Selector del tipo de proceso
Pulse MMA para soldar con electrodo recubierto
Pulse TIG LA para soldadura TIG con cebado Lift Arc
2.- Soldadura TIG
En la soldadura por arco eléctrico mediante electrodo de tungs-
teno protegido por gas inerte el material consumible no es el
propio electrodo sino una varilla de aporte de material similar o
compatible al material a soldar. Frente al sistema de electrodo
recubierto el sistema TIG presenta menor productividad y mayor
dicultad a cambio de muy alta calidad de soldadura en casi
todos los metales y sus aleaciones, incluyendo todos los aceros
inoxidables y situaciones de uniones de poco espesor con o sin
material aporte. La soldadura se produce sin escoria, proyeccio-
nes o humos.
Aviso: No usar ni alar electrodos de tungsteno dopa-
dos con Torio debido al riesgo derivado de la actividad
radioactiva moderada del material. Podrá reconocer la
presencia y concentración de dióxido de torio por la
banda indicativa en el electrodo según EN ISO 68848:2004 (co-
lores: amarillo, rojo, púrpura y naranja). Evite estos electrodos y
use productos sustitutivos sin contenido como por ejemplo los
electrodos con derivados de Lantano y Cerio (bandas: negro,
gris, azul, oro) los cuales no presentan actividad radioactiva.
Prepare el electrodo alando la punta en la piedra de esmeril de
manera que quede un cono de altura aproximadamente 2 veces
el diámetro del electrodo. Para mejor arco y capacidad de mane-
jo de corriente el ataque correcto de la punta a la piedra deberá
ser longitudinal y la punta deberá ser muy ligeramente plana.
Para posicionar correctamente el electrodo en la antorcha este
deberá sobresalir de la tobera unos 5mm.
Como norma general conecte la salida al revés que la conexión
usual del electrodo la antorcha TIG al terminal negativo del equi-
po y la pinza de masa al terminal positivo.
Prepare y asegure la pieza. Ajuste la intensidad de corriente se-
gún las necesidades del tipo de material y unión a realizar reali-
zando primero una prueba sobre una pieza de ensayo.
Reérase a literatura especializada o formación profesional re-
glada para mayor información al respecto.
La antorcha deberá recibir suministro de gas inerte (usualmente
Argón puro) procedente de un cilindro a través de un sistema
reductor de presión capaz de regular adecuadamente el caudal
necesario de gas.
Salvo el modelo T100.20H todos los equipos necesitan una
antorcha TIG con conexión directa al caudalímetro y control
de gas mediante válvula de paso incorporada en la propia
antorcha TIG.
El modelo T100.20H incorpora control interno de arranque y
parada, por lo que el paso del gas se gobierna internamente
a partir del pulsador de control de la antorcha TIG. También el
T100.20H presenta la ventaja del conmutador de selección del
tiempo adicional de salida de gas previo al inicio y posterior al
nal de la soldadura. Este gas adicional proporciona mayor pro-
tección y calidad al trabajo. Puede seleccionare un período corto
(2sg, posición ‘short’ mayor economía) o largo (6sg, mayor cali-
dad, posición ‘long’) mediante el conmutador 8 al efecto.
El modelo TIG DC 200 HF incorpora un selector 2T-4T para ele-
gir entre tener apretado el gatillo mientras se quiera soldar (2T)
y apretar una vez el gatillo cuando se quiera iniciar la soldadura
y poder retirar el dedo del gatillo mientras se continua soldando
(4T). Cuando se pulse por segunda vez el gatillo la soldadura
terminará.
Para iniciar el arco en todos los modelos salvo el S60.17L, PRO-
GRESS1700L y el T100.20H se deberá raspar ligeramente la
punta de la antorcha hasta el inicio del arco de trabajo.
El modelo S60.17L, PROGRESS1700L, BITENSIÓN 20/14
y POTENZA 200 CEL presenta la característica mejorada de
sistema arranque de arco por elevación (Lift Arc). Este sistema
permite mínima contaminación del electrodo. Para iniciar la sol-
dadura TIG mover el conmutador 7 a la posición TIG, abrir la vál-
vula de salida de gas y poner la punta de la antorcha en contacto
con la pieza a soldar. Esperar unos 2 segundos y levantar la an-
torcha lentamente para que el arco se inicie automáticamente.
Los modelos T100.20H, TIG DC 200 HF y POTENZA TIG 170
HF presentan la máxima calidad de cebado de arco al no nece-
sitarse contacto físico con la pieza y por tanto no deteriorarse
las condiciones del arco y de soldadura por contaminación del
electrodo de tungsteno. Para iniciar la soldadura TIG mover el
conmutador 7 a la posición TIG y simplemente acercar la punta
a unos 3-5mm de la pieza a soldar. Presionar el pulsador de la
antorcha el arco se inicie automáticamente. Si hubiese dicultad
en el arranque puede apoyar ligeramente la tobera cerámica en
la pieza para facilitar el cebado del electrodo.
Una vez arrancado el arco de proceda a realizar la soldadura
según las necesidades de esta. Como orientación general de-
berá avanzar de manera inversa a la soldadura por electrodo
de manera que en vez de tirar hacia atrás se incida empujando
hacia delante como si se ayudase al ujo de gas a incidir sobre
el baño de soldadura. Incline la antorcha de manera que incida
en una posición próxima (70º a 80º) a la vertical con respecto a
la horizontal y centrada con respecto al baño de soldadura.
Deposite lentamente el material de aporte de la varilla aproxi-
mando esta al baño de material fundido sucesivamente.
Para terminar simplemente deje de pulsar el interruptor de an-
torcha (modelo T100.20H) o, en el resto de modelos, separe
muy ligeramente la antorcha hasta que se interrumpa el arco y
cierre la válvula manual de paso de gas. Por último cierre la
válvula de paso general del cilindro de gas inerte.
El modelo POTENZA TIG 170 HF incorpora dos ajustes de
nalización de soldadura:
1. El control “Down Time” 11 establece una rampa de bajada de
intensidad cuando se detiene la soldadura. La rampa empieza
en la intensidad de trabajo seleccionada y acaba en cero am-
perios. El tiempo de duración de la rampa (de 0 a 5 segundos)
es lo que qué se ajusta con el control. El objetivo es tener una
parada de arco suave y un control preciso del punto del cráter
de nalización del cordón. Como norma general aumente el
tiempo a medida que aumenta amperaje de soldadura.
2. El control “Post Time” 12 establece el tiempo (de 0,5 a 7 se-
gundos) de salida de gas (argón) adicional después de nali-
zar el arco de soldadura. El objetivo es que el baño de solda-
dura no sea contaminado por el aire cuando aún está liquido o
demasiado caliente. Como norma general aumente el tiempo
a medida que aumenta amperaje de soldadura.

español
13
13
5.- Instrucciones de mantenimiento y servi-
cio
5.1.- Limpieza, mantenimiento, lubricación, ala-
dos.
Para limpiar siempre desconecte el equipo y espere al menos 10
minutos para seguridad de descarga de los condensadores de
potencia. Limpie la carcasa con un paño ligeramente humede-
cido. Según de la polución del ambiente de trabajo o al menos
cada 1000 horas limpie el interior con aire comprimido seco, re-
tirando la carcasa superior y eliminando polvo, polución metálica
y pelusas atendiendo especialmente a disipadores y ventilador.
El equipo no necesita mantenimiento especíco por parte del
usuario siendo un uso cuidadoso dentro de los límites ambien-
tales de uso la mejor garantía de largos años de servicio seguro.
Se recomienda enviar el equipo a los servicios técnicos cada
3000 horas de trabajo o cada 3 años para vericación y recali-
brado.
5.2.- Servicios de reparación con direcciones.
STAYER IBERICA
Área empresarial Andalucía - Sector I
Calle Sierra de Cazorla nº7
C.P: 28320 Pinto (Madrid) SPAIN
Lista de piezas reemplazables por el usuario.
Dada la complejidad y potencial peligro es necesaria la inter-
vención cualicada salvo para reparaciones menores como ins-
pección de conexiones y reemplazo del enchufe estándar de
alimentación y revisión de los cables de soldadura, por tanto no
se consideran piezas reemplazables por el usuario.
6.- Normativa
6.1.- Características Técnicas
-
ON OFF %
EN60974
-
= Entrada de tensión
= Entrada de corriente
= Salida de corriente
= Ciclo de trabajo
= Masa
= Dimensiones
= Potencia del generador
6.2. - Declaración de conformidad
Declaramos bajo nuestra exclusiva responsabilidad, que las má-
quinas: FUENTES DE POTENCIA PARA SOLDADURA, mode-
los: PLUS120GE, PLUS120BGE , PLUS140GE, PLUS160GE,
S60.17L, S100.20, S100.25B, S100.25BT, S100.35BT, PRO-
GRESS1500, PROGRESS1700L, PROGRESS2000, BITEN-
SIÓN 20/14, POTENZA BITENSIÓN, POTENZA 160, POTENZA
200, POTENZA 200 CEL, POTENZA TIG 170 HF, T100.20H, TIG
DC 200 HF, satisfacen todos los requisitos esenciales de segu-
ridad y salud en conformidad con las regulaciones, EN60974,
EN2004/108/CE, 2006/95/CE, 2002/96/CE y 2003/11/CE con-
forme.
Ramiro de la Fuente
Director Manager
5 de Enero de 2015

ITALIANO
14
14
Descrizione dell’attrezzatura
Questo manuale di istruzioni è valido anche per tutte le
apparecchiature corrispondenti a quelle elncate nella
introduzione a marca STE -Energy Transfer Systems
Il presente prodotto è un’attrezzatura per saldare metalli
manualmente mediante il calore prodotto da un arco elettrico.
Tecnologicamente l’attrezzatura STAYER WELDING è una fonte
di erogazione elettrica per saldatura mediante trasferimento
di energia ad alta frequenza gestita da una logica di controllo
intelligente.
Nei confronti della tecnologia tradizionale, basata su
trasformazioni che operano con la frequenza della rete pubblica
di 50Hz, la tecnologia Inverter STAYER WELDING presenta una
maggiore densità di potenza per unità di peso, maggior economia
e la possibilità di un controllo automatico, istantaneo e preciso di
tutti i parametri della saldatura.
Come risultato lei produrrà con maggior facilità una saldatura
migliore con attrezzature di minor consumo e minor peso delle
attrezzature tradizionali equivalenti basate su un trasformatore
pesante.
Tutte le attrezzature STAYER WELDING della serie MMA
sono adeguate per la saldatura mediante elettrodo ricoperto
e saldatura mediante torcia di elettrodo di tungsteno con
protezione di gas inerte.
Figs: 1, 2, 3.
1. Interruttore di acceso e spento
2. Indicatore luminoso di acceso
3. Indicatore luminoso di allarme
4.Comando di regolazione dell’intensità della saldatura
5. Morsetti di connessione dei cavi di saldatura
6. Cavo e chiavetta di alimentazione dell’attrezzatura
7. Commutatore di modo Elettrodo / TIG (solo modelli S60.17L,
PROGRESS 1700L e T100.20H)
8. Commutatore di tempo di preusso e postusso per l’uscita
del gas inerte (solo modello T100.20H).
Fig 4.
1. Morsetto positivo (+) Collega il cavo di lavoro al terminale
positivo
2. Morsetto negativo Collega la torcia TIGal morsetto negativo
3. Bombola gas
4. Valvola di regolazione gas Apre e chiude la valvola per la fuori
uscita e la chiusura del gas
5. Regola l’intensità di fuoriuscita del gas
6. Regola la quantità del gas erogato Il usso tipico di gas è di
7,1 L/min Collegare il tubo del gas alla torcia
7. Valvola del gas La valvola controlla il usso del gas Si apre
prima di iniziare la saldatura.
Fig 5.
1. Morsetto negativo Collega il cavo di lavoro al morsetto di
saldatura
2. Morsetto positivo Collega il porta elettrodo al morsetto positivo
Fig 6 - S100.25B Series.:
1. Indicatore Display.
2. Il regolamento di Hot Start.
3. Il regolamento di Arc Force.
4. Il regolamento di Ampere.
5. Selettore per visualizzare A / V.
6. riduzione di tensione digitale.
1.- Spiegazione delle marcature normative
1
2 3
4 5
6 8 10
11 11a 11b 11c
7 9 12 12a 12b 12c
13 13a 13b 13c
14 15 16 17
18
Pos.1 Nome e indirizzo e marchio del fabbricante, distributore o
importatore.
Pos. 2 Identicazione del modello
Pos. 3 Tracciabilità del modello
Pos. 4 Simbolo della fonte di potenza della saldatura
Pos. 5 Riferimento alle norme che ottempera l’attrezzatura.
Pos. 6 Simbolo per il procedimento di saldatura
Pos. 7 Simbolo di uso in ambienti di rischio aumentato da
shock elettrico.
Pos. 8 Simbolo della corrente di saldatura
Pos. 9 Tensione del vuoto nominale
Pos. 10 Rango voltaggio e corrente di uscita nominale
Pos. 11 Fattore di marcia della fonte di potenza
Pos. 11a Fattore di servizio al 45%
Pos. 11b Fattore di servizio al 60%
Pos. 11c Fattore di servizio al 100%
Pos. 12 Corrente di taglio nominale (I2)
Pos. 12a Valore della corrente per fattore di servizio del 45%
Pos. 12b Valore della corrente per fattore di servizio del 60%
Pos. 12c Valore della corrente per fattore di servizio del 100%
Pos. 13 Tensione sotto carica (U2)
Pos. 13a Valore della tensione con fattore di marcia del 45%
Pos. 13b Valore della tensione con fattore di marcia del 60%
Pos. 13c Valore della tensione con fattore di marcia del 100%
Pos. 14 Simboli per l’alimentazione
Pos. 15 Valore nominale della tensione di alimentazione
Pos. 16 Massima corrente dell’ alimentazione nominale
Pos. 17 Massima corrente di alimentazione effettiva
Pos. 18 Grado di protezione IP
2.- Instruzioni di sicurezza
LEGGERE QUESTO MANUALE DI ISTRUZIONE
• Leggere attentamente le istruzioni d’uso prima di iniziare ad
usare questa saldatrice.
• Usare solamente ricambi originali forniti dal fabbricante.
2.1.- Uso dei simboli
Pericolo! Indica una situazione di pericolo che, se non
si evita può causare morte o lesioni gravi. I pericoli
possibili si mostrano nei simboli o sono spiegati nel
testo.
Indica uns situazione pericolosa che, se non evitata,
puó provocare il decesso o lesioni gravi. I possibili
pericoli vengono spiegati nel testo

ITALIANO
15
15
2.2.-Rischi della saldatura ad arco
L’installazione, saldatura, manutenzione e riparazione
dellapresente macchina devono essere effettuate
esclusivamente da personale qualicato.
Durante il funzionamento tenere lontani gli altri e in
particolarmodo i bambini.
LE SCOSSE ELETTRICHE possono uccidere.
Toccare parti sotto tensione può causare scosse mortali o gravi
ustioni. L’elettrodo e il circuito operati-vo sono sotto tensione ogni
volta che il generatore è attivato. Anche il circuito di erogazione
e i circuiti interni della macchina sono sotto tensione quando
la corrente è attivata. Nella saldatura a lo semiautomatica o
automatica la bobina del lo, la sede del rullo di guida per il lo
e tutte le parti di metallo che toccano il lo di saldatura sono
sotto tensione. L’installazione o la messa a terra incorrette della
macchina costituiscono un rischio.
• Non toccare parti elettriche sotto tensione.
• Indossare guanti isolanti asciutti e privi di fori e protezione per il
corpo.
• Isolarsi dal piano di lavoro e da terra usando tappetini isolanti
asciutti o coperture di dimensioni sufcienti a evitare qualsiasi
contatto sico con il piano di lavoro o con il pavimento.
• Non utilizzare prese a c.a. in zone umide se gli spazi sono
ristretti o se vi e rischio di cadute.
• Utilizzare prese a c.a. solo se indispensabile.
• Se occorre utilizzare prese a c.a. , usare il commando a
distanza(se previsto).
• Alcune precauzioni addizionali sono richieste quando
l’ambiente di lavoro si presenta particolarmente umido oppure si
vestono indumenti umidi o si stà in posizioni scomode o quando
c’è il pericolo di venire a contatto con il pezzo da lavorare.
• Disinserire la corrente o fermare la macchina prima di
installare o effettuare operazioni di riparazione sull’attrezzatura.
Assicurarsi che il dispositivo di arresto automatico della corrente
sia installato in conformità all’ OSHA 29 CFR 1910.147 (vedi
Norme di Sicurezza).
• Installare e mettere a terra l’attrezzatura rispettando quando
contenuto nel Manuale del Proprietario e secondo le norme
nazionali,statali e locali.
• Controllare sempre la messa a terra della rete – controllare e
assicurarsi che il lo di messa a terra del cavo di rete sia colleg
ato inmodo appropriato con il terminale di terra dell’interruttore di
circuito o che la spina sia collegata ad una presa messa a terra
in modo appropriato.
• Nel fare qualsiasi collegamento di rete attaccare per primo il
conduttore di messa a terra – controllare sempre i collegamenti.
• Tenga i cavi secchi, senza olio o grasso e lontani da metalli
caldi o scintille.
• Controllare frequentemente il cavo della corrente per individuare
eventuali danni o cavi scoperti – sostituire immediatamente
qualsiasi cavo danneggiato – i cavi scoperti possono uccidere.
• Spegnere tutte le attrezzature quando non in uso.
• Non usare cavi scoperti, danneggiati, di misura inferiore al
normale o non giuntati in modo appropriato.
• Non avvolgere i cavi intorno al corpo.
• Se è necessaria la messa a terra del pezzo da lavorare,
effettuare tale operazione direttamente con un cavo separato
• Non toccare l’elettrodo se si è in contatto con il pezzo da
lavorare, il pavimento o un altro elettrodo appartenente ad una
macchina diversa.
• Non metta a contatto due porta elettrodi collegati a due
saldatrici diverse perché otterrà un voltaggio doppio.
• Usare solo attrezzature in buone condizioni. Riparare o
sostituire immediatamente parti danneggiate. Mantenere la
macchina in conformità a quanto descritto nel manuale.
• Indossare un’imbragatura di sicurezza nel caso si lavori
sospesi da terra.
• Tenere tutti i pannelli e i coperchi al loro posto.
• Metta la pinza del cavo collegata ad un base metallica il più
possibile vicino al pezzo da saldare
• Fissare il cavo di lavoro al pezzo da lavorare con contatto
metallo sumetallo il più vicino possibile al punto di saldatura.
• Isolare il morsetto di massa quando non e collegato al pezzo de
saldare, per evitare contatti accidentali con altri oggetti metallici.
LE PARTI CALDE possono causare gravi ustioni.
• Non toccare le parti calde a mani nude.
• Lasciare raffreddare prima di effettuare qualsiasi operazione
sulla torcia.
I FUMI E I GAS possono essere pericolosi.
L’operazione di saldatura produce fumi e gas.Respirare tali fumi
e gas può essere pericoloso per la salute.
• Tenere la testa fuori dai fumi. Non respirare i fumi.
• Nel caso si lavori in ambiente chiuso, areare l’ambiente e/o
usare uno scarico in corrispondenza dell’arco ai ni di rimuovere
i fumi e i gas prodotti dalla saldatura.
• Nel caso ci sia poca ventilazione, usare un respiratore ad aria
di modello approvato.
• Leggere i fogli con dati sulla Sicurezza dei Materiali (MSDS) e
le istruzioni del fabbricante riguardo i metalli, le parti di consumo,
i rivestimenti, i preparati per pulitura e gli sgrassanti.Lavorare in
ambiente chiuso solo se ben ventilato, oppure se si indossa un
respiratore ad aria.
• Lavorare sempre con una persona esperta al anco. I fumi e i
gas derivanti dalla saldatura possono alterare la qualità dell’aria
abbassando il livello di ossigeno e quindi causare problemi
o morte. Assicurarsi che la qualità dell’aria rientri nei livelli di
sicurezza.
• Non saldare in prossimità di operazioni di sgrassatura, pulizia o
spruzzatura.Il calore e i raggi prodotti dall’arco possono reagire
con i vapori e formare gas altamente tossici e irritanti.
• Non effettuare operazioni di saldature su metalli rivestiti, quali il
piombo zincato, o l’acciaio cadmiato, a meno che il rivestimento
non venga rimosso dall’area di saldatura, l’area non sia ben
ventilata e, se necessario, non si indossi un respiratore ad aria. I
rivestimenti e qualsiasi metallo contenente tali elementi possono
emettere fumi tossici se vengono saldati.
RAGGI DELL’ARCO possono causare ustioni ad occhi e
pelle.
I raggi dell’arco derivanti dal processo di saldatura producono
raggi intensi visibili e invisibili (ultraviolet-ti e infrarossi) che
possono ustionare sia occhi che pelle.
• Indossare un casco con visiera dotata di ltro con livello di
protezione appropriata ai ni di proteggere la faccia e gli occhi
durante la saldatura o l’osservazione vedi ANSI Z49.1, Z87.1,
EN175, EN379 elencati nelle Norme di Sicurezza.
• Indossare occhiali di sicurezza di modello approvato e con
schermi laterali sotto la maschera.
• Usare schermi protettivi o barriere ai ni di proteggere gli altri
da bagliori; assicurarsi che gli altri non ssino l’arco.
• Indossare indumenti protettivi fatti di materiale duraturo e non
inammabile (lana e pelle) e protezione per i piedi.
LE OPERAZIONI DI SALDATURA possono causare incendi
o esplosioni.
Saldare su contenitori chiusi, quali serbatoi, bidoni e tubi
può causare l’esplosione di questi ultimi.L’arco di saldatura
può emanare scintille. Le scintille,il pezzo in lavorazione e
l’attrezzatura riscaldati possono causare incendi e ustioni.
Un contatto accidentale tra l’elettrodo e oggetti in metallo può
provocare scintille, esplosioni, surriscaldamento oppure un
incendio. Assicurarsi che l’area sia sicura prima di effettuare
qualsiasi operazione di saldatura.
• Proteggere sè stessi e gli altri da scintille e metallo caldo.

ITALIANO
16
16
• Non effettuare operazioni di saldatura nel caso in cui ci sia la
possibilità che le scintille colpiscano materiale inammabile.
• Rimuovere tutti i materiali inammabili in un area di 10,7 mq.
intorno all’arco di saldatura. Qualora ciò non sia possibile coprire
accura-tamente tutto con le coperture di modello approvato.
• Fare attenzione, in quanto le scintille e i materiali caldi derivanti
dal processo di saldatura possono facilmente inserirsi attraverso
piccole crepe e aperture e passare ad aree adiacenti.
Attenzione a possibili incendi; tenere sempre un estintore nelle
vi-cinanze.
• Fare attenzione, in quanto operazioni di saldatura effettuate su
softti, pavimenti, muri di sostegno o divisori possono causare
incendi dalla parte opposta.
• Non effettuare operazioni di saldatura su contenitori chiusi
qualiserbatoi, bidoni o tubi a meno che questi non siano preparati
in mo-do appropriato in conformità all’AWS F4.1.
• Non saldi quando l’atmosfera è piena di polvere o gas
inammabile o gas di idrocarburi ( come gas di benzina).
• Collegare il cavo di lavoro al pezzo da lavorare il più vicino
possibile all’area di saldatura ai ni di evitare che la corrente
di saldatura deva percorrere lunghi tratti anche fuori di vista, in
quanto questo può causare scosse elettriche e rischi di incendio.
• Non usare la saldatrice per disgelare tubature.
• Rimuovere l’ elettrodo a bacchetta dal portaelettrodo o tagliare
il lo di saldatura alla punta di contatto quando non in uso.
• Non usare la saldatrice per disgelare tubature.
• Rimuovere l’ elettrodo a bacchetta dal portaelettrodo o tagliare
il lo di saldatura alla punta di contatto quando non in uso.
• Indossare indumenti protettivi non oleosi quali guanti in pelle,
camicia pesante, pantaloni senza risvolti, calzature alte e un
copricapo.
• Rimuovere tutti i combustibili, quali accendini al butano o
ammiferi, da se stessi prima di iniziare qualsiasi operazione di
saldatura.
• Dopo aver completato il lavoro si accerti che non vi siano resti
di sfridi infuocati o amme .
• Usi fusibili e disgiuntori corretti sia per dimensioni sia per
caratteristiche.
• Segua le istruzioni di OSHA 1910.252(a)(iv) y NFPA 51B
per lavorare a caldo e tenga sempre una persona vicina che
controlli eventuali principi di incendio. Tenga sempre un estintore
a portata di mano.
PEZZI DI METALLO VOLANTI possono ledere gli occhi.
• Le operazioni di saldatura, sbavatura, spazzolatura e molatura
possono generare scintille e proiezioni metalliche. Quando la
zona saldata si raffredda, possono essere proiettate delle scorie.
• Anche se si indossa la maschera, utilizzare al di sotto occhiali
di protezione approvati, con schermi laterali.
L’ACCUMULO DI GAS può causarelesioni, anche mortali.
• Chiudere sempre le bombole del gas di protezione quando non
utilizzate.
• In ambienti chiusi, mettere sempre in funzione una ventilazione
adeguata o utilizzare respiratori con alimentatore d’aria
approvati.
I CAMPI MAGNETICI possono generare interferenza negli
elettrostimolatori cardiaci (“pacemaker”).
• I portatori di “pacemaker” devono tenersi lontani.
• I portatori di “pacemaker” devono consultare il medico prima
di avvicinarsi a zone di operazioni di saldatura, scanalatura o
saldatura a punti.
ILRUMORE può danneggiare l’udito.
Il rumore emesso da alcune lavorazioni e da certe
apparecchiature può danneggiare l’udito.
• Utilizzare gli appositi tappi o paraorecchie di modello approvato
qualora il livello del rumore sia eccessivo.
LE BOMBOLE, se danneggiate, pos-sono esplodere.
Le bombole di gas contengono gas sotto altapressione. Se
danneggiata, una bombola può esplo-dere. Le bombole di gas
fanno parte del processo disaldatura e come tali devono essere
maneggiatecon cautela.
• Proteggere le bombole di gas compresso da calore
eccessivo,colpi, scorie, amma viva, scintille e archi.
• Installare le bombole in posizione verticale ssandole ad un
supporto sso o agli appositi contenitori ai ni di evitare che
sirovescino o che cadano.
• Tenere le bombole lontano dalle operazioni di saldatura o da
altricircuiti elettrici.
• Non avvolgere mai una torcia di saldatura intorno ad una
bomboladi gas.
• Non permettere mai che l’elettrodo tocchi una bombola.
• Non effettuare mai operazioni di saldatura su una bombola
sotto pressione in quanto questo causerà un’esplosione.
• Usare solo le bombole di gas, i regolatori, e i tubi corretti e gli
accessori adatti all’applicazione specica; mantenere il tutto in
buone condizioni.
• Tenere la faccia lontana dall’ugello di uscita nell’aprire la
valvola della bombola. Tenere il coperchio protettivo sulla valvola
eccetto quando la bombola è in uso.
• Usi sempre una saldatrice adeguata alla saldatura da effettuare
e disponga di persona che possano aiutarla a muovere il pezzo
da saldare.
• Leggere e seguire le istruzioni riguardanti le bombole d i g a s
compresso e relativi accessori, così come la pubblicazione P-1
CGAelencata nelle Norme di Sicurezza.
RISCHIO DI INCENDIO ODESPLOSIONE.
• Non posizionarle la macchina, sopra o vicino asuperci
combustibili.
• No instale la unidad cerca a objetos amables.
• Non sovraccaricare il circuito di alimentazione. Prima de
allacciare il generatore accertarsi che il circuito de alimentazione
siadi sezione adeguato al carico che deve alimentare.
SE LAMACCHINACADE può causare infortuni.
• Use solamente al ojo de levantar para levantarla unidad, NO al
tren de rodaje, cilindros degas, carrelli, ni otros acesorios.
• Usare un’apparecchiatura adeguata per sollevare la macchina.
• Se si usano elevatori a forca per spostare la macchina,
accertarsi che la forca sia di lunghezza sufciente a sporgere
oltre il lato esterno della macchina.
L’USO ECCESSIVO può causareSURRISCALDAMENTO
DELL’APPA-RECCHIATURA.
• Permettere che l’apparecchiatura si raffreddi; seguire il ciclo
operativo nominale.
• Prima di riprendere le operazioni de saldatura, ridurre la
correnteo il ciclo di lavoro.
• Non ostacolare con ltri ad altro l’ario che uisce
nell’apparecchiatura.
SCINTILLE CHE VOLANO sono pericolose e posson
causare lesioni
• Usa una protezione per proteggerti il viso e gli occhi
• Nel preparare l’elettrodo al tungsteno usa la smerigliatrice
adottando tutte le misure utili a proteggerti il viso, gli occhi, le
mani e il corpo.
• Le scintille possono causare incendi, quindi tenga gli estintori
vicini
LE PARTI IN MOVIMENTO possonoessere pericolose
• Tenersi lontani dalle parti in movimento.
• Tenersi lontani da parti potenzialmente pericolose, quali i rulli di
trasmissione.

ITALIANO
17
17
ILFILO DI SALDATURApuò causareferite.
• Non premere il pulsante della torcia no a quando non ricevete
istruzioni a tale ne.
• Non puntare la torcia verso il corpo, altre persone o qualsiasi
metallo durante le operazioni dialimentazione del cavo di
saldatura.
LE PARTI IN MOVIMENTO possonoessere pericolose.
• Tenersi lontani da parti in movimento quali ivolani.
• Tenere tutti i portelli, i pannelli, i coperchi e leprotezioni chiusi
e al loro posto.
• Richieda sempre che solo persone qualicate facciano
interventi di manutenzione su queste macchine utilizzando
protezioni e precauzioni atte ad evitare incidenti.
• Dopo ogni intervento di manutenzione si accerti che tutti i
pannelli e i pezzi smontati siano rimontati prima di iniziare un
nuovo lavoro.
LE RADIAZIONI EMESSE DALL’ALTAFREQUENZA possono
causare delleinterferenze.
• Le radiazioni ad alta frequenza possono interferire con
la radionavigazione, i servizi di sicu-rezza, i computer e gli
strumenti di comunicazione.
• Questa installazione deve essere effettuata esclusivamente
da persone qualicate e specializzate nell’uso di attrezzature
elettroniche.
• É responsabilità dell’utente fare correggere immediatamente
qualsiasi problema di interferenza che si presenti in
seguitoall’installazione da un elettricista qualicato.
• Assicurarsi che l’apparecchiatura sia regolarmente controllata
e mantenuta in efcienza.
• Tenere i portelli e i pannelli della fonte di alta frequenza ben
chiusi, assicurarsi che la distanza tra le puntine sia quella
regolare e utilizzare messe a terra e protezioni ai ni di
minimizzare la possibilità di interferenza.
LASALDATURAAD ARCO puòcausare interferenza.
• L’energia elettromagnetica può causare interferenza con
il funzionamento degli apparecchielettronici sensibili, quali
computer e macchineregolate da computer, come i robot.
• Accertarsi che tutti gli apparecchi che si trovano nell’area
disaldatura soddisno i requisiti sulla compatibilità
elettromagnetica.
• Per ridurre la possibilità d’interferenza, utilizzare cavi quanto
più corti possibile, vicini tra di loro e tenerli bassi, per esempio
sul pavimento.
• Eseguire la saldatura ad almeno 100 metri di distanza da
qualsiasi apparecchio elettrico sensibile.
• Accertarsi che la saldatrice sia installata e collegata all’impianto
di messa a terra come specicato in questo manuale.
• Se si verica interferenza, adottare misure ulteriori quali lo
spostamento della saldatrice, l’utilizzo di cavi schermati, di ltri
in linea o la schermatura dell’area di lavoro.
2.3.- Informazione EMF
Ai ni di ridurre i rischi di campi magnetici sul posto di lavoro,
seguirele seguenti istruzioni:
1 Tenere i cavi uniti attorcigliandoli o avvolgendoli con nastro.
2 Sistemare i cavi possibilmente, lontano dall’operatore.
3 Non avvolgere i cavi intorno al corpo.
4 Tenere il generatore e i cavi il più lontano possibile.
5 Fissare il morsetto di massa al pezzo da lavorare il più vicino
possibile al punto di saldatura.
Avviso: In ambienti di rischio aumentato di shock
elettrico e incendio come per esempio nelle prossimità
di prodotti inammabili, esplosivi, altezza, libertà
ristretta di movimento, contatto sico con parti
conduttrici , ambienti caldi ed umidi riduttori della resistenza
elettrica della pelle umana e sulle attrezzature osservi la
prevenzione di rischi lavorativi e le disposizioni nazionali ed
internazionali opportune.
3.- ISTRUZIONI DI AVVIAMENTO
3.1.- Collocazione
La macchina deve essere collocata in una zona asciutta,
ventilata e con almeno 15 cm di separazione con qualsiasi
parete.
L’attrezzatura può scivolare se è appoggiata a una supercie
con un’inclinazione superiore a 3º, per cui, si collocherà
obbligatoriamente sempre su una supercie piana e asciutta.
Per collocazioni su superci di maggior inclinazione si prega di
assicurare la macchina con catene o cinghie.
3.2.- Assemblaggio.
L’attrezzatura sarà assemblata rispettando i suoi limiti
ambientali e collocandola adeguatamente. Le apparecchiature
saranno installate secondo i requisiti indicati sulla targhetta
dell’apparecchio.
3.3.- Connessione alla rete.
L’attrezzatura si alimenta mediante il cavo e connettore fornito di
serie attraverso un interruttore differenziale ed uno interruttore
elettromagnetico di caratteristica lenta ed intensità secondo la
tabella delle caratteristiche tecniche. Ogni connessione dovrà
essere provvista da una connessione normativa a terra e
ottemperare tutte le normative elettriche nazionali.
Usa gli spazi non in linea a terra regolamentare.
Per il caso di connessione ad un generatore elettrico si dovranno
osservare le necessità di potenza indicate nelle caratteristiche
tecniche. Si terrà in considerazione che un’attrezzatura potrà
funzionare con un generatore con potenza inferiore a quella
indicata con la limitazione di usarlo ad un’intensità massima
inferiore a quella nominale.
Modello a BITENSIÓN 20/14 è in grado di lavorare nel range
di tensione di alimentazione 100V a 240V, 50Hz-400Hz. Il
computer rileva automaticamente la tensione di ingresso e si
congura automaticamente.
3.4.- Limitazione delle condizioni ambientali.
L’attrezzatura dovrà essere installata rispettando la sua
classicazione IP21, questo signica che l’attrezzatura sarà
protetta come massimo contro la caduta verticale di gocce di
acqua e l’accesso a parti pericolose con un dito contro i corpi
solidi estranei di 12,5 mm ø e maggiori.
L’attrezzatura è preparata per lavorare nel rango delle
temperature da -15ºC a 70ºC tenendo conto della limitazione
della diminuzione rendimento (fattore di marcia) partendo da
temperature ambiente superiori a 40ºC.
4.- instruzioni di funzionamento
4.1.- Collocazione e prove.
Tutte le macchine STAYER WELDING della serie MMA devono
essere manipolate mediante il manico o cinghia abilitata per il
trasporto.

ITALIANO
18
18
Si deve condizionare uno spazio libero intorno all’attrezzatura di
almeno 15cm e assicurare la libera circolazione di aria per una
corretta dissipazione del calore.Prima di ogni lavoro si vericherà
il buono stato e la corretta regolazione di tutti gli elementi esterni
dell’attrezzatura: chiavetta di alimentazione. Cavo, falegnameria
della carcassa e morsetti di connessione ed
interruttori.
4.2.- Cambio di strumenti.
Tutte le macchine STAYER WELDING della serie MMA sono
provviste di un connettore rapido DINSE di mezzo pollice o di
3/8 di pollice per i cavi di saldatura. Per togliere o mettere il
connettore basta girare il connettore un quarto di giro a sinistra
o a destra.
ATTENZIONE: Connetta sempre al massimo il
connettore DINSE e si assicuri che l’unione al cavo si
trova in buono stato e che la supercie di contatto sia
pulita. Una cattiva unione o una connessione sporca
daranno un cattivo rendimento e provocheranno il
surriscaldamento, che si fonda o bruci il pannello frontale.
4.3.- Operazioni di regolazione.
Tutte le macchine STAYER WELDING sono provviste da
un sistema elettronico complesso e vengono completamente
calibrate di fabbrica, e per questo non si autorizza la
manipolazione da parte dell’utente per motivi di efcacia e di
sicurezza. Innanzi a qualsiasi dubbio di malfunzionamento si
metta in contatto con il suo distributore o con il nostro sistema di
attenzione al cliente.
4.4.- Limiti sulle dimensioni del pezzo da lavorare.
La principale restrizione sulle dimensioni del pezzo da saldare è il
suo spessore, che viene limitato dalla potenza dell’attrezzatura.
A maggior potenza lei potrà realizzare saldature corrette (con
penetrazione adeguata del cordone di saldatura) con pezzi
di maggior spessore. La seguente tabella può servire come
orientazione:
SPESSORE DEL PEZZO
DA SALDARE
DIAMETRO
ELECTRODO E6013
RANGO DI
REGOLAZIONE
AMPERAGGIO
1 a 2 mm 1,6mm 30 - 60
1,5 a 3mm 2,0mm 50 - 70
2,5 a 5mm 2,5mm 60 - 100
5 a 8mm 3,2mm 85 - 140
8 a 12mm 4,0mm 120 - 190
Più di 12mm 5,0 - 6,0mm 180 - 350
4.5.- Istruzioni generali di uso.
Prima di cominciare si assicuri di leggere, capire e applicare
le istruzioni di sicurezza e il resto delle istruzioni incluse nel
presente manuale.
A continuazione troverà una serie di indicazioni generali che
le permetteranno di penetrare nel mondo della saldatura e di
cominciare a lavorare con efcienza. Nel presente manuale si
istruisce sulle prime nozioni della saldatura mediante elettrodo
rivestito, di difcoltà di esecuzione relativamente moderata e
sulla saldatura TIG, di difcoltà relativamente maggiore.
Tenga presente che la saldatura a livello professionale è
un’attività qualicata e specializzata. Per maggior informazione si
riferisca a libri specializzati e a corsi di formazione professionale
regolata,
1.- Saldatura con elettrodo ricoperto
In questa classe di saldatura per arco elettrico lo stesso elettrodo
produce il calore in forma di arco elettrico, l’ambiente di
protezione e un miglior aumento del bagno di saldatura e lo
stesso metallo di apporto quando si fonde l’anima metallica
dell’elettrodo a misura che si realizza la saldatura.
Dovrà scegliere l’elettrodo (dimensioni e tipo) adeguato al tipo
di lavoro da realizzare. Un elettrodo che noi raccomandiamo
per la sua caratteristica media, validità per la maggior parte dei
lavori e per la facilità di trovare l’elettrodo E-6013, conosciuto
popolarmente come “ elettrodo di rutilo”. Il materiale per eccellenza
per saldare con elettrodo ricoperto è l’acciaio al carbonio. La
tabella a continuazione può servire come orientazione iniziale
per la scelta del tipo di elettrodo e regolazione dell’amperaggio
di operazione per un acciaio al carbonio medio tipo S275.
Dopo aver confermato tutte le misure di sicurezza e di aver
ispezionato l’attrezzatura, pulire, preparare e sostenere il pezzo
da saldare connetta i cavi secondo le indicazioni della tabella.
Per il caso usuale di elettrodo E-6013 si connetterà l’uscita di
polarità negativa (marcata con -) al pezzo mediante la pinza di
massa. L’uscita di polarità positiva (marcata con +) si connetterà
alla pinza porta elettrodi, che terrà connesso al suo estremo
nudo l’elettrodo di lavoro.
Il saldatore dovrà abbigliarsi con le sue attrezzature di protezione
individuale usando maschera o elmetto di saldatura adeguati al
lavoro e coprendo adeguatamente qualsiasi parte della sua pelle
per evitare spruzzi o radiazione.
La saldatura si inizierà mediante l’accensione dell’arco. Esistono
vari procedimenti, essendo il più semplice quello di raspare il
pezzo.
Una volta iniziato l’arco si manterrà l’elettrodo a una distanza
approssimativamente uguale al diametro dell’elettrodo e si
inizierà con la saldatura tirando all’indietro come se stesse
scrivendo una persona destra occidentale.
L’elettrodo si manterrà in una posizione prossima (65º a 80º) a
quella verticale nei confronti di quella orizzontale ed equilibrata
nei confronti del centro bagno della saldatura. In funzione del
tipo di passata (iniziale o di ripieno) e la necessità di copertura
dell’unione continui in linea retta movimento a zig - zag o piccole
circonferenze. Una buona regolazione dell’intensità, posizione
e velocità di avance della saldatura darà come risultato un
suono gradevole, tenue e simile a quello di un buon arrosto nella
barbecue.
Quando si realizza un lavoro corretto il cordone risultante sarà
omogeneo, con marche superciali in forma di mezzaluna
uniforme. Il prolo trasversale non sarà protuberante né
sprofondato, e la sporcizia formata sarà facilmente ritirata.
Una volta realizzato il cordone, eliminare le scorie utilizzando
il martello e la spazzola prima di realizzare un altro possibile
cordone.
Impostazioni speciali per la serie S100.25B - S100.35BT
(Fig 6 - 7)
Per massimizzare la serie adattamento S100.25B y
S100.35BToffre regolazione manuale per saldatori professionisti:
nº 2: Controllo manuale HOT START
Regola lo scoppio iniziale di energia alla partenza (primo) l’arco.
A seconda del tipo di elettrodo, tipo di rilegatura e temperatura
nel comando di regolazione del pezzo. Inizia in posizione
centrale e trovano una casa senza l’elettrodo da attaccare e
ci sono proiezioni. Se i bastoni elettrodo aumentare l’energia

ITALIANO
19
19
ruotando il controllo in senso orario.
Se diminuiscono le proiezioni di svolta energetica rimasto. Se
si utilizza l’apparecchio come saldatura TIG riduce al minimo il
suo controllo.
nº 3: Manuale di controllo ARC FORCE
Regola il comportamento dell’arco quando si verica caduta di
tensione dinamica. A seconda del tipo di elettrodo congurazione
iniziale:
Minimo (testa a testa a destra) per elettrodi rutili (Esempio:
E6013)
A metà strada verso gli elettrodi di base (ad esempio E7018)
Maxed per elettrodi cellulosici (Esempio: E6010)
nº 4: Controllo manuale di AMP
Impostazione standard di amplicatori di saldatura. Vedi sopra
per i dettagli.
n° 5:. Selettore A / V
Rende il display 1 ampere di saldatura o viene visualizzata la
tensione di saldatura.
n° 6:. Selettore VRD
Rende la tensione di carico si riduce a condizioni standard o
speciali, se necessario. Nota: adescamento della qualità sarà
ridotta leggermente utilizzando VRD.
n° 7: Controllo remoto de amperaje, conectar aquí el conector
del cavo.
Ajustes Especiales para Potenza 200 Cel (g 8)
nº 1 Selector Nº tipo de Elettrodo.
Pulse Normale para trabajar con Elettrodo de Rutilo y básicos.
Pulse Cel & Al para trabajar con Elettrodi celulósicos y de
aluminio.
nº 2 Selettore del tipo de proceso
Pulse MMA para soldar con Elettrodo recubierto
Pulse TIG LA para saldatura TIG con cebado Ascensore Arc
2.- Saldatura TIG
Nella saldatura per arco elettrico mediante un elettrodo di
tungsteno protetto da gas inerte, il materiale consumabile non è
l’elettrodo in sè, ma un’asticella di apporto di materiale simile o
compatibile con il materiale da saldare. Nei confronti del sistema
di elettrodo ricoperto, il sistema TIG presenta una minore
produttività e una maggiore difcoltà a cambio di una qualità di
saldatura molto elevata in quasi tutti i metalli e nelle rispettive
leghe, includendo tutti gli acciai inossidabili e situazioni di unioni
di poco spessore con o senza materiale di apporto. La saldatura
si produce senza scorie, proiezioni o fumi.
Avviso: Non utilizzare elettrodi di tungsteno né dopati
con Torio dato il rischio derivato dall’attività radioattiva
moderata del materiale. Potrà riconoscere la presenza
e concentrazione del diossido di Torio grazie alla banda
indicativa nell’elettrodo secondo EN ISO 68848:2004 (colori:
giallo, rosso, porpora y arancione). Eviti questi elettrodi e utilizzi
prodotti sostitutivi privi di contenuto come per esempio gli
elettrodi con derivati di Lantano e Cerio (bande: nero, grigio, blu,
oro) i quali non presentano nessuna attività radioattiva.
Prepari l’elettrodo aflando la punta nella pietra smerigliata in
modo che rimanga un cono alto approssimativamente 2 volte il
diametro dell’elettrodo.
Per un arco migliore e una capacità di gestione di corrente
migliore, l’attacco corretto dalla punta alla pietra dovrà essere
longitudinale e la punta dovrà essere leggermente piatta. Per
posizionare correttamente l’elettrodo nella torcia, questo dovrà
sporgere dal bordo approssimativamente 5 mm.
Come norma generale connetta l’uscita al rovescio della
posizione usuale dell’elettrodo, la torcia TIG al terminale negativo
dell’attrezzatura e la pinza di massa al terminale positivo.
Prepari e assicuri il pezzo. Regoli l’intensità di corrente secondo
le necessità del tipo di materiale e unione da realizzare,
realizzando prima una prova su un pezzo di prova.
Per una maggiore informazione consultare la letteratura
specializzata o la formazione professionale regolata.
La torcia dovrà ricevere erogazione di gas (usualmente Argon
puro) procedente da un cilindro attraverso un sistema riduttore di
pressione capace di regolare adeguatamente il usso necessario
di gas.
Salvo il modello T100.20H tutte le attrezzature necessitano una
torcia TIG con connessione diretta al caudalimetro e controllo
di gas mediante valvola di passo incorporata alla propria torcia
TIG.
Il modello T100.20H incorpora controllo interno di avviamento
e fermata, per cui il passo del gas è governato internamente
da un pulsante di controllo della torcia TIG. Anche il T100.20H
presenta il vantaggio del commutatore di selezione del tempo
addizionale di uscita di gas previo all’inizio e posteriore alla
ne della saldatura. Questo gas addizionale proporziona una
maggior protezione e qualità del lavoro. Si può selezionare un
periodo corto (2sg, posizione ‘short’ maggior economia) o lungo
(6sg, maggior qualità, posizione ‘long’) mediante il commutatore
8 all’effetto.
Il modello TIG DC 200 HF: ha un selettore 2T – 4T con 2 opzioni:
saldatura ( 2T ) con l’interruttore tenuto sempre premuto sul
grilletto e saldatura in continuo ( 4 T ) con il blocco interruttore.
Per sbloccare la funzione bisogna fare pressione sull’interruttore
che immediatamente si sblocca.
Per iniziare l’arco in tutti i modelli salvo il S60.17L,
PROGRESS1700Le il T100.20H si dovrà raspare leggermente
la punta della torcia no all’inizio dell’arco di lavoro.
Il modello S60.17L, PROGRESS1700L, BITENSION 20/14
y POTENZA 200 CEL presenta la caratteristica migliorata di
sistema di avviamento di arco per elevazione (Lift Arc). Questo
sistema permette una contaminazione minima dell’elettrodo.
Per iniziare la saldatura TIG muovere il commutatore 7 alla
posizione TIG, aprire la valvola di uscita di gas e mettere la
punta della torcia a contatto con il pezzo da saldare. Attendere
approssimativamente 2 secondi ed elevare la torcia lentamente
perchè l’arco inizi automaticamente.
Il modello T100.20H, TIG DC 200 HF e POTENZA TIG 170 HF:
la non necessità del contatto sico con il pezzo non inuisce
sulle condizioni dell’arco perché non contamina l’elettrodo al
tungsteno. Ne consegue un facile e morbido innesto. Per iniziare
la saldatura TIG muovere il commutatore 7 alla posizione TIG
e semplicemente avvicinare la punta a 3-5 mm dal pazzo da
saldare. Premere il pulsante della torcia no a che l’arco inizi
automaticamente. Se ci fosse qualche difcoltà nell’avviamento,
si può appoggiare leggermente il supporto di ceramica per
facilitare l’avviamento dall’elettrodo.
Una volta avviato l’arco, si proceda a realizzare la saldatura
secondo le necessità della medesima.

ITALIANO
20
20
A modo di orientazione generale, si dovrà procedere in modo
inverso alla saldatura per elettrodo in modo che, invece di
tirare all’indietro si incida spingendo in avanti come se si stesse
aiutando il usso di gas a incidere sul bagno della saldatura.
Inclini la torcia in modo che incida su una posizione prossima
(70º a 80º)a quella verticale nei confronti di quella orizzontale e
centrata nei confronti del bagno di saldatura.
Depositi lentamente il materiale di apporto dell’asticella
approssimandola al bagno di materiale fuso successivamente.
Per concludere semplicemente smetta di premere l’interruttore
della torcia (modello T100.20H) o, nel resto dei modelli, separi
molto leggermente la torcia no a che si interrompa l’arco e
chiuda la valvola manuale di passo del gas. Per ultimo chiuda la
valvola di passo generale del cilindro di gas inerte.
Il modello Potenza TIG 170 HF : ha 2 regolatori di saldatura.
1. “ DOWN TIME “ 11 regola la riduzione della intensità quando
si è in fase di saldatura. Si inizia con la intensità selezionata e
nisce a zero.. Il tempo di durata della regolazione ( da 0 a 5
secondi) lo imposta l’operatore. Lo scopo è quello di produrre
un arco di saldatura sempre perfetto e un controllo preciso del
cratere del cordolo di saldatura.
2. “ POST TIME “ 12 regola il tempo ( da 0,5 a 7 secondi ) di
uscita del gas ( argon ) per determinare l’arco di saldatura. Lo
scopo è di non contaminare il bagno di saldatura con l’aria nel
momento in cui è liquido e molto caldo. Come norma generale
aumenta il tempo mano a mano che aumenta l’amperaggio di
saldatura.
5.- Istruzioni di manutenzione e servicio
5.1.- Pulizia, mantenimento, lubricazione,
aflature.
Per pulire sconnetta sempre l’attrezzatura e aspetti per lo meno
10 minuti per sicurezza di scarica dai condensatori di potenza.
Pulisca la carcassa con uno straccio leggermente inumidito.
A seconda della polluzione dell’ambiente di lavoro o, perlomeno
ogni 1000 ore, pulisca l’interno con aria compressa asciutta,
ritirando la carcassa superiore ed eliminando la polvere e la
polluzione metallica, facendo speciale attenzione ai dissipatori
e al ventilatore.
L’attrezzatura non necessita una manutenzione specica da
parte dell’utente, essendo un uso accurato entro i limiti ambientali
di uso la miglior garanzia di parecchi anni di sicuro servizio.
Si raccomanda di inviare l’attrezzatura ai servizi tecnici ogni
3000 ore di lavoro o ogni 3 anni per verica e ricalibrazione.
5.2.- Servizi di riparazione con indirizzi.
STAYER IBERICA
Área empresarial Andalucía - Sector I
Calle Sierra de Cazorla nº7
C.P: 28320 Pinto (Madrid) SPAIN
Lista di pezzi sostituibili dall’utente.
Per la complessità e il pericolo potenziale è necessario
l’intervento qualicato salvo per riparazioni minori come
ispezioni di connessioni e sostituzione della spina standard di
alimentazione e revisione dei cavi di saldatura, pertanto non si
considerano pezzi sostituibili dall’utente.
6.- Normativa
6.1.- Caratteristiche tecniche
-
ON OFF %
EN60974
-
= Tensione di ingresso
= Corrente di ingresso
= Corrente di uscita
= Ciclo di
= Massa
= Dimensioni
= Generatore di corrente
6.2.- Dichiarazione di conformità
Assumendone la piena responsabilità, dichiariamo che
il prodotto descritto nei PLUS120GE, PLUS120BGE,
PLUS140GE, PLUS160GE, S60.17L, S100.20, S100.25B,
S100.25BT, S100.35BT, PROGRESS1500, PROGRESS1700L,
PROGRESS2000, BITENSIÓN 20/14, POTENZA BITENSIÓN,
POTENZA 160, POTENZA 200, POTENZA 200 CEL, POTENZA
TIG 170 HF, T100.20H, TIG DC 200 HF, è conforme alle seguenti
normative ed ai relativi documenti: EN60974 in base alle
prescrizioni delle direttive 2004/108/CE, 2006/95/CE, 2002/96/
CE e 2003/11/CE conforme.
Ramiro de la Fuente
Director Manager
5 gennaio 2015
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
Strona się ładuje...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
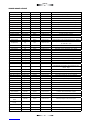 49
49
-
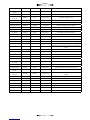 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































Stayer PROGRESS2000 Operating Instructions Manual
- Kategoria
- System spawalniczy
- Typ
- Operating Instructions Manual
- Niniejsza instrukcja jest również odpowiednia dla
w innych językach
- español: Stayer PROGRESS2000
- italiano: Stayer PROGRESS2000
- português: Stayer PROGRESS2000
- français: Stayer PROGRESS2000
- Türkçe: Stayer PROGRESS2000
Powiązane artykuły
Inne dokumenty
-
GYS MULTIWELD 200M Instrukcja obsługi
-
-
-
GYS TITANIUM 230 AC/DC FV Instrukcja obsługi
-
-
-
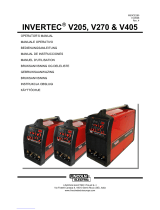 INVERTEC V270 Instrukcja obsługi
INVERTEC V270 Instrukcja obsługi
-
-
Lincoln Electric Invertec 170S Instrukcja obsługi
-
GYS GYSARC 200 Instrukcja obsługi
