
PL
Valid for serial no. 644401 PL 2007--02--050449 015
LAF 1250 DC
Instrukcja obs³ugi

2
DEKLARACJA ZGODNO¦CI
Firma ESAB AB, Welding Equipment, 69581 Laxaa, Szwecja, gwarantuje pod rygorem odpowiedzialno¶ci, ¿e
¼ród³a pr±du spawania LAF 1250 od numeru seryjnego 606 spe³niaj± wymagania normy EN60974-1
wed³ug dyrektywy (73/23/EEC) z poprawkami (93/68/EEG) oraz normy EN 60974-10 wed³ug dyrektywy
(89/336/EEG) z poprawkami (93/68/EEG)..
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
L
axå 2006--04--19

TOCo
-- 3 --
Zastrzegamy sobie prawo do wprowadzenia zmian.
1 ZASADY BEZPIECZEÑSTWA 4........................................
2WPROWADZENIE 6..................................................
2.1 Informacje ogólne 6..........................................................
2.2 Dane techniczne 7...........................................................
3INSTALACJA 8.......................................................
3.1 Informacje ogólne 8..........................................................
3.2 Rozpakowanie i instalacja 8....................................................
3.3 Przy³±cza 8.................................................................
3.4 P³ytka drukowana 9...........................................................
4OBS£UGA 10.........................................................
4.1 Informacje ogólne 10..........................................................
4.2 Elementy sterowania 10........................................................
4.3 Uruchomienie 10..............................................................
5KONSERWACJA 11...................................................
5.1 Informacje ogólne 11..........................................................
5.2 Czyszczenie 11...............................................................
6 ZAMAWIANIE CZʦCI ZAMIENNYCH 11................................
SCHEMAT 13............................................................
SPIS CZʦCI 14..........................................................
SPOSÓB POD£¡CZANIA 15...............................................
SPIS CZʦCI ZAPASOWYCH 17...........................................

SafO -- 4 --
1 ZASADY BEZPIECZEÑSTWA
U¿ytkownicy sprzêtu spawalniczego firmy ESAB s± odpowiedzialni za przestrzeganie odpowiednich
przepisów bezpieczeñstwa przez osoby pracuj±ce z lub przy tym sprzêcie. Zasady bezpieczeñstwa musz±
byæ zgodne z wymaganiami stawianymi tego ro dzaju sprzêtowi. Poza standardowymi przepisami
dotycz±cymi miejsca pracy nale¿y przestrzegaæ przedstawionych zaleceñ.
Wszelkie prace musz± byæ wykonywane przez przeszkolony personel, dobrze znaj±cy zasady dzia³ania
sprzêtu spawalniczego. Niew³a¶ciwe dzia³anie sprzêtu mo¿e prowadziæ do sytuacji niebezpiecznych, a w
rezultacie do obra¿eñ operatora oraz uszkodzenia sprzêtu.
1. Ka¿dy, kto u¿ywa sprzêtu spawalniczego, musi znaæ siê na:
S jego obs³udze
S lokalizacji przycisków awaryjnego zatrzymania
S jego dzia³aniu
S odpowiednich ¶rodków ostro¿no¶ci
S spawaniu
2. Operator musi upewniæ siê, ¿e:
S w momencie uruchomienia sprzêtu w miejscu pracy nie znajduje siê ¿adna nieupowa¿niona
osoba
S w chwili zajarzenia ³uku wszystkie osoby s± odpowiednio zabezpieczone
3. Miejsce pracy musi byæ:
S odpowiednie do tego celu
S wolne od przeci±gów
4. Sprzêt ochrony osobistej
S Nale¿y zawsze u¿ywaæ zalecanego sprzêtu ochrony osobistej, taki jak okulary ochronne, odzie¿
ognioodporn±, rêkawice ochronne.
S Nie nale¿y nosiæ ¿adnych lu¼nych przedmiotów, takich jak szaliki, bransolety, pier¶cionki, itp.,
które mog³yby siê o co¶ zahaczyæ lub spowodowaæ poparzenie.
5. Ogólne ¶rodki ostro¿no¶ci
S Upewniæ siê czy kabel zwrotny zosta³ bezpiecznie pod³±czony.
S Praca na sprzêcie o wysokim napiêciu powinna byæ wykonywana wy³±cznie przez
wykwalifikowanego elektryka.
S Odpowieni sprzêt ga¶niczy powinien byæ wyra¼nie oznaczony i znajdowaæ siê w pobli¿u.
S Smarowania i konserwacji sprzêtu nie wolno przeprowadzaæ podczas jego pracy.
PL

SafO -- 5 --
SPAWANIE I CIÊCIE £UKOWE MO¯E ZAGRA¯AÆ BEZPIECZEÑSTWU OPERATORA I POZOSTA£YCH
OSÓB PRZEBYWAJ¡CYCH W POBLI¯ U. DLATEGO PODCZAS SPAWANIA NALE¬Y ZACHOWAÆ
SZCZEGÓLNE ¦RODKI OSTRO¯NO¦CI. PRZED PRZYST¡PIENIEM DO SPAWANIA ZAPOZNAJ SIÊ Z
PRZEPISAMI BEZPIECZEÑSTWA I HIGIENY PRACY OBOWI¡ZUJ¡CYMI NA TWOIM STANOWISKU
PRACY.
PORA¯ENIE ELEKTRYCZNE - mo¿e byæ przyczyn± ºmierci.
S Urz±dzenie spawalnicze nale¿y zainstalowaæ i uzierniæ zgodnie z obowi±zuj±cymi normami.
S Unikaj kontaktu czê¶ci znajduj±cych siê pod napiêciem lub elektrod z gol± skór±, mokrymi rêkawicami lub
mokr± odzie¿±.
S Odizoluj siê od ziemi i przedmiotu obrabianego.
S Upewnij siê czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mog± byæ szkodliwe dla zdrowia.
S Trzymaj g³owê z dala od wyziewów.
S W celu unikniêcia wdychania wyziewów i gazów nale¿y korzystaæ z wentylacji wyci±gów.
£UK ELEKTRYCZNY - mo¿e s powodowaæ uszkodzenie oczu i poparzenie skóry.
S Chroñ oczy i cia³o. Stosuj odpowiedni± os³onê spawalnicz±, ochronê oczu i odzie¿ ochronn±.
S Chroñ osoby przebywaj±ce w pobli¿u Twojego stanowiska pracy przy pomocy odpowiedrich oslon lub
zasion.
NIEBEZPIECZEÑSTWO PO¯ARU.
S Iskry powstaj±ce podczas spawania mog± spowodowaæ po¿ar. Upewnij siê, ¿e w pobli¿u Twojego
stanowiska pracy nie ma materialów ³atwopalnych.
HA£AS -g³osne d¿wiêki mog± uszkodziæ s³uch.
S Chroñ s³uch. Stosuj zatyczki do uszu lub inne ¶rodki ochrony przed ha³asem.
S Ostrze¿ o niebezpieczeñst wie osoby znajduj±ce siê w pobli¿u.
WADLIWE DZIA£ANIE - W przypadku wadliwego dzia³ania urz±dzenia wezwij eksperttów
PRZED INSTALACJ¡ I ROZRUCHEM URZ¡DZENIA NALE¯Y ZAPOZNAÆ SIÊ Z NINIEJSZ¡ INSTRUKCJ¡
CHROÑ SIEBIE I INNYCH!
OSTRZE¯ENIE
OSTRZE¬ENIE
Produkt przeznaczony jest do u¿ytku przemys³owego. W warunkach domowych
mo¿e spowodowaæ zak³ócenia odbioru radiowego. Za przedsiêwziêcie nale¿ytych
¶rodków zapobiegawczych odpowiedzialny jest u¿ytkownik.
UWAGA!
Przed instalacj± i rozruchem urz±dzenia nale¼y
zapoznaæ siê z niniejsz± instrukcj±.
Nie wyrzucaæ urz±dzeñ elektrycznych razem ze zwyklymi odpadami!
Zgodnie z Dyrektywa Europejsk± 2002/96/EC dotyczaca odpadów elektrycznych i
elektronicznych oraz jej zastosowaniem w ¶wietle prawa krajowego, wyeksploatowane
urz±dzenia elektryczne nale¿y gromadzic oddzielnie i oddawaæ do zak³adu zajmuj±cego siê
ich utylizacja, zgodnie z zasadami ochrony ¶rodowiska. W³a¶ciciel sprzêtu powinien
uzyskaæ informacje na temat sprawdzonych systemów gromadzenia takich odpadów u
naszego lokalnego przedstawiciela.
Przestrzeganie tej Dyrektywy Europejskiej poprawi ¶rodowisko i ludzkie zdrowie!
PL

fja3d1oa -- 6 --
2WPROWADZENIE
2.1 Informacje ogólne
LAF 1250 to zdalnie sterowane, 3-fazowe, ¼ród³a pr±du spawania przeznaczone do
wysokowydajnych procesów mechanicznych spawania ³ukowego w os³onie gazów
ochronnych (MIG/MAG) oraz spawania ³ukiem krytym pod topnikiem (SAW).
S± one zawsze u¿ywane w po³±czeniu ze sterownikiem procesów A2-A6 (PEH)firmy
ESAB.
Zespó³ LAF jest ch³odzony wentylatorem i jest monitorowany termicznym wy³±cznikiem
przeci±¿eniowym.
Uruchomienie wy³±cznika termicznego jest sygnalizowane zapaleniem ¿ó³tej lampki
wska¼nikowej na panelu czo³owym. Lampka zostanie zresetowana, gdy temperatura
spadnie do akceptowalnego poziomu.
¬ród³a pr±du spawania i sterownik s± po³±czone poprzez 2-przewodow± szynê danych, co
umo¿liwia precyzyjn± kontrolê procesu spawania.
Wszystkie ustawienia p arametrów.
Dzia³anie ¼ród³a pr±du jest w pe³nym zakresie sterowane i monitorowane przez ten modu³.
Sterownik umo¿liwia równie¿ zadawanie parametrów pocz±tku i koñca spawania. Wstêpnie
zadane parametry natê¿enia pr±du spawania mo¿na monitorowaæ równie¿ w trakcie
spawania.
Bardziej szczegó³owe informacje o ustawieniach i trybach roboczych ¼róde³ pr±du
spawania, patrz instrukcja obs³ugi sterownika procesów A2-A6 (PEH).
PL

fja3d1oa -- 7 --
2.2 Dane techniczne
LAF 1250
Napiêcie: 400/415/500 V, 3μ50 Hz
400/440/550 V, 3μ60 Hz
Dopuszczalne obci±¿enie przy:
100 % Czas w³±czenia: 1250 A/ 44 V
Zakres nastaw:
MIG/MAG 60 A/ 17 V --1250 A/ 44 V
UP 40 A/ 22 V --1250 A / 44 V
Napiêcie biegu ja³owego: 51 V
Moc znamionowa bez obci±¿enia: 220 W
Sprawno¶æ: 0,87
Wska¼nik mocy: 0,92
Ciê¿ar: 490 kg
Wymiary D x S x W: 774 x 598 x 1430
Klasa obudowy: IP 23
Klasa zastosowania:
Kod IP oznacza klasê szczelno¶ci, to znaczy okre¶la, w jakim stopniu urz±dzenie jest odporne na
przedostawanie siê do wewn±trz zanieczyszczeñ sta³ych i wody. Kod 23 oznacza, ¿e urz±dzenie nadaje
siê do pracy w pomieszczeniu i na wolnym powietrzu.
Klasa szczelno¶ci.
Klasa u¿ytkowa
Symbol oznacza, ¿e konstrukcja spawarki pozwala na jej u¿ytkowanie w pomieszczeniu o
podwy¿szonym stopniu zagro¿enia elektrycznego.
PL

fja3i1oa -- 8 --
3INSTALACJA
3.1 Informacje ogólne
Instalacji mo¿e dokonaæ jedynie osoba posiadaj±ca uprawnienia.
3.2 Rozpakowanie i instalacja
UWAGA! NIEBEZPIECZEÑSTWO WYWRÓCENIA SIÊ URZ¡DZENIA!
Przymocuj urz±dzenie, szczególnie gdy pod³o¿e jest nierówne lub pochy³e.
S Umie¶ciæ ¼ród³o pr±du spawania na poziomej podstawie..
S Upewniæ siê, czy nic nie bêdzie zak³óca³o obiegu ch³odzenia.
Instrukcja podnoszenia
3.3 Przy³±cza
S Przy dostawie ¼ród³o pr±du spawania jest pod³±czone do 400V.
W przypadku innego napiêcia zasilaj±cego nale¿y w³±czyæ
¿±dane zasilanie na g³ównym transformatorze oraz
transformatorze steruj±cym zgodnie z instrukcj± pod³±czenia
na stronie 15.
S Upewniæ siê, czy przewody z g³ównej sieci zasilaj±cej maj±
odpowiedni przekrój i zabezpieczyæ je odpowiednimi
bezpiecznikami, zgodnie z maj±cymi zastosowanie
zarz±dzeniami lokalnymi (patrz tabela na stronie 9).
S Pod³±czyæ przewód masuj±cy do ¶ruby oznaczonej
S Dokrêciæ uchwyt przewodu (1).
S Pod³±czyæ przewód g³ównej sieci zasilaj±cej do zacisków
g³ównego terminala L1, L2 i L3.
S Pod³±czyæ przewód steruj±cy miêdzy ¼ród³em pr±du
spawania LAF a sterownikiem do 28-biegunowego z³±cza (2)
wewn±trz ¼ród³a pr±du spawania.
S Pod³±czyæ styk 1 gniazda przewodu pomiarowego (4).
S Pod³±czyæ odpowiedni przewód spawalniczy i powrotny do styków (3) oznaczonych
+ i - z przodu ¼ród³a pr±du spawania.
PL

fja3i1oa -- 9 --
Z³±cza g³ównej sieci zasilaj±cej
LAF 1250 50 Hz 60 Hz
Napiêcie:
400 V / 415 V 500 V 400 V / 440 V 550 V
Natê¿enie pr±du
100% 99 A 80 A 99 A 80 A
Przekrój przewodu
3x35+ 25 mm
2
3x25+ 16 mm
2
3 x35+ 25 mm
2
3x25+ 16 mm
2
Bezpiecznik, topikowy
100 A 80 A 100 A 80 A
3.4 P³ytka drukowana
Prze³±czniki DIP
P³ytka drukowana (AP 1 ) posiada dwa prze³±czniki DIP (SW1 i SW2), które przy dostawie s±
wstêpnie ustawione. Tych ustawieñ nie nale¿y zmieniaæ.
Przy odbiorze czê¶ci zamiennych, przed zamontowaniem p³ytki drukowanej do ¼ród³a pr±du
spawania nale¿y sprawdziæ ustawienie prze³±czników DIP (i w razie potrzeby ustawiæ).
S Prze³±cznik DIP SW1
Ustawienie prze³±cznika DIP 1
(SW1) jest niezbêdne do dzia³ania komunikacji
ze sterownikiem procesów A2-A6 (PEH).
S Prze³±cznik DIP SW2
Ustawienie prze³±cznika DIP 2 (SW2) jest
niezbêdne do informowania sterownika
procesów A2-A6 (PEH) o mocy znamionowej
pod³±czonego ¼ród³a pr±du.
Ustawianie prze³±cznika DIP SW1
S Ustawiæ biegun 6 w pozycji ”OFF”, a wszystkie
pozosta³e bieguny w pozycji ”ON”.
Ustawianie prze³±cznika DIP SW2
S Ustawiæ biegun 2 w pozycji ”OFF”, a wszystkie
pozosta³e bieguny w pozycji ”ON”.
Zaprogramowane parametry pracy ¼ród³a pr±du spawania
Zaprogramowane parametry pracy ¼ród³a
pr±du spawania s± przechowywane w pamiêci
b³yskowej IC 6 Modu³ jest zamontowany w
uchwycie i jest wymienny.
PL

fja3o1oa -- 1 0 --
4OBS£UGA
4.1 Informacje ogólne
Ogólne przepisy bezpieczeñstwa dotycz±ce obchodzenia siê z niniejszym
sprzêtem znajduj± siê na stronie 4. Nale¿y zapoznaæ siê z nimi przed
przyst±pieniem do jego u¿ytkowania.
Uwaga! Nie wolno u¿ywaæ ¿ród³a zasilania bez bocznych os³on.
4.2 Elementy sterowania
Panel czo³owy obejmuje:
1. G³ówny prze³±cznik, odcinaj±cy dop³yw napiêcia z g³ównej sieci zasilaj±cej do ¼ród³a
pr±du spawania.
2. Lampka wska¼nikowa (bia³a), wskazuj±ca stan aktywno¶ci g³ównego prze³±cznika.
3. Lampka wska¼nikowa (¿ó³ta), wskazuj±ca uruchomienie wy³±cznika termicznego z
powodu przegrzania transformatora. Lampka zostanie zresetowana, gdy temperatura
spadnie do akceptowalnego poziomu.
4. Przycisk, do resetowania automatycznego bezpiecznika FU2 napiêcia zasilania 42 V.
4.3 Uruchomienie
S Pod³±czyæ przewód powrotny do spawanego elementu.
S Ustawiæ g³ówny prze³±cznik (1) w pozycji ”I”.
Zapali siê lampka wska¼nikowa (2) i zostanie uruchomiony wentylator.
S Do ustawiana parametrów spawania i uruchamiania procesu spawania s³u¿y sterownik
(patrz instrukcja obs³ugi sterownika procesów A2-A6 0443 745 xxx ).
PL

fja3m1oa -- 1 1 --
5KONSERWACJA
5.1 Informacje ogólne
UWAGA!
Je¿eli klient w okresie gwarancji sam dokona jakichkolwiek czynno¶ci naprawczych
przy maszynie, wszelkie zobowi±zania gwarancyjne ze strony dostawcy przestaj±
obowi±zywaæ.
5.2 Czyszczenie
S ¬ród³o pr±du spawania nale¿y czy¶ciæ w zale¿no¶ci od potrzeb.
Zaleca siê stosowaæ do tego celu suche sprê¿one powietrze.
OSTRZE¯ENIE!
Zablokowanie wlotów lub wylotów powietrza mo¿e przyczyniæ siê do przegrzania.
Uwaga!
W celu zapewnienia bezpiecznego dzia³ania stycznika nale¿y utrzymywaæ elementy
magnetyczne w czysto¶ci.
W przypadku konieczno¶ci czyszczenia stycznika, nale¿y go rozmontowaæ i wyczy¶ciæ
wszystkie jego elementy. Alternatywnie mo¿na stycznik wymieniæ.
OSTRZE¯ENIE!
Nigdynie wolno przystêpowaæ do czyszczenia stycznika sprê¿onym powietrzem bez
uprzedniego ca³kowitego rozmontowania stycznika.
6 ZAMAWIANIE CZʦCI Z AMIENNYCH
LAF 1250 DC zosta³ zaprojektowany i przetestowany zgodnie z miêdzynarodowymi,
europejskimi standardami IEC/EN 60974--1 i IEC/EN 60974--10.
Do obowi¹zków serwisu, który przeprowadza³ konserwacjê lub naprawê, nale¿y
upewniæ siê, ¿e produkt nadal jest zgodny z wymienionymi standardami.
Czê¶ci zamienne zamawia siê u najbli¿szego przedstawiciela ESAB patrz ostatnia strona
niniejszej broszury. W zamówieniu nale¿y podaæ typ maszyny, numer seryjny, nazwy
czê¶ci i ich numery katalogowe wg spisu czê¶ci zamiennych na str. 17.
U³atwia to dostawê i gwarantuje otrzymanie w³a¶ciwych czê¶ci.
PL

sida -- 1 2 --

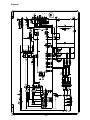
Schemat
fja3e11a -- 1 3 --

Spis czê¶ciSPIS CZʦCI
fja3e11b -- 1 4 --
C = Component designation in the circuit diagram
C
Denomination Remarks
V2 Silicon diode
C4 Capacitor 400 V
FU1 Fuse 16 A, 500 V
FU2 Automatic fuse 20 A
KM1 Contactor 42 V, 50 Hz
AP1 Circuit board
M1 Fan
QF Main switch (black)
HL1 Indicating lamp (white)
HL2 Indicating lamp (yellow)
V1 Thyristor 1100 A/300 V
TC1 Control transformer 42 V, 900VA
AP2 Circuit board, insulation
AP3 Circuit board, EMC filter
TC2 T ransformer

Sposób pod³±czania SPOSÓB POD£¡CZAN IA
fja3c12a -- 1 5 --
LAF 1250

sida -- 1 6 --

Spis czê¶ci zapasowych SP iS CZʦCI ZAPASOWYCH
sparefram -- 1 7 --
Edition 2006--06--26
Ordering no. Denomination Notes
0456 323 880 Welding power source LAF 1250
Abbreviations used in the spare parts list:
C = Component designation in the circuit diagram

f456323s -- 1 8 --
Item
no.
Qty. Ordering no. Denomination Remarks C
0456323880 Welding power source LAF 1250
1 1 0551203081 Shunt 1500 A RS1
2 0191085105 Capacitor 400 V C4
3 1 0490600606 Silicon diode V4
6 1 0320445882 Inductor L1
7 1 0320444882 Inductor coil
8 1 0460004880 Fan complete
8:1 1 0459983880 Fan M1
9 3 0320924882 Thyristor bridge
10 0041051606 Contact protection
11 1 0320946001 Thyristor 1100 A/ 300 V V1
12 2 0567200610 Fuse 16 A, 500 V FU1
13 1 0320746002 Main switch (black) QF
14 1 0192576004 Indicating lamp (white) HL1
15 1 0192576303 Indicating lamp (yellow) HL2
16 1 0193586104 Automatic fuse 20 A FU2
18 2 0156388001 Handle
19 1
1
0486368880
0486525880
Circuit board
Flash memory
AP1
IC6
20 0805586131 Contactor KM2
21 1 0442849880 Contactor KM1
22 3 0319828001 Transformer TC2
23 0460092001 Contact transformer 42 V, 900 VA TC1
24 1 0486224880 Circuit board, EMC filter AP3
25 2 0158115880 Cable inlet
26 1 0469842880 Transformer coil
27 1 0469845880 Transformer TM1
28 0490600626 Silicon diode V2
33 1 0487068880
0368544006
Circuit board, insulation
Sleeve socket
28--pole, Burndy
AP2
XS24
34 1 0191093135 Resistor 680R R4
35 0523300201 Positive terminal
36 0319445001 Thermostat

f456323s -- 1 9 --

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
061127
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB V AMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Powiązane artykuły
-
ESAB LAF 1250 Instrukcja obsługi
-
ESAB LAF 1250M Instrukcja obsługi
-
-
ESAB LAF 1600 Instrukcja obsługi
-
ESAB LAF 1600M Instrukcja obsługi
-
-
-
ESAB TAF 800 / TAF 1250 Instrukcja obsługi
-
-
ESAB LAF 1251 / LAF 1251M Instrukcja obsługi